вычислительное устройство продолжает определение минимально допустимых значений раствора валков для каждого пропуска, однако передает эти значения холько на цифровой индикатор, предназначенный для использования оператором. Хотя ограничительные значения раствора валков определены, блоки для реализацпи ограничения перемещений механизма перестановки валков отсутствуют. В результате нагрузка на оператора еще больше возрастает.
Для исключения установки недопустимых растворов валков при ручном режиме управления станом, уменьшения нагрузок в оборудовании стана и увеличения его срока служОы предлагаемая система дополнительно содержит последовательно соединенные блоки сравнения и переключения, входы названных блоков соединены с выходами регулятора положения и блока формирования задания при ручном режиме управления станом, вход регулятора скорости соединен с выходом блока переключения, вход которого также соединен с переключателем режимов работы стана.
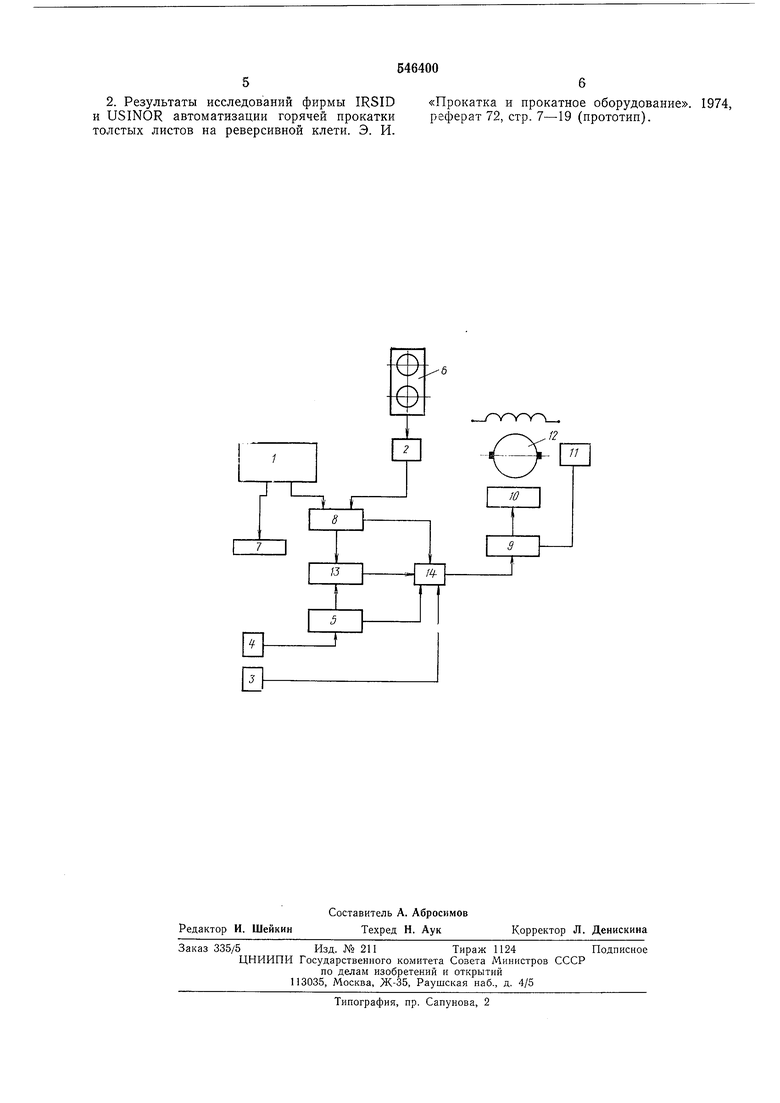
На чертеже представлена блок-схема описываемой системы, содержащей вычислительное устройство 1, датчик 2 раствора валков, переключатель 3 режима работы стана, командо,аппарат 4, блок 5 формирования задания при ручном режиме управления станом 6, цифровой индикатор 7, регулятор 8 положения, регулятор 9 скорости, систему 10 регулирования и датчик И скорости электродвигателя 12 мехаиизма перестановки валков, а также блок 13 сравнения и блок 14 переключения.
Вычислительное устройство 1 служит для определения минимально допустимых значений раствора валков и передачи соответствующих заданнй регулятору 8 положения и на цифровой нндикатор 7.
При ручном режиме управления станом оператор при помощи командоаппарата 4 через блок 5 формирования задания выдает задание на скорость перемещения валка. Это задание подается на входы блоков 13, 14 сравнения и переключения.
На другие входы названных блоков подается задание, соответствующее рассогласованию между фактическим раствором валков и минимально допустимым, снимаемое с выхода регулятора 8 и положеппя.
Сигнал с выхода блока 13 сравнения подается на вход блока 14 переключепия и управляет его работой. На выход этого блока поступает меньшее из двух заданий, нодключенных к его входам при наличии сигнала «ручное управление с ограничением, снимаемого с переключателя 3 режима работы стана. При отсутствии этого сигнала на выход блока переключения передается либо только задание от регулятора положения (автоматическое управление), либо только задание от оператора (ручное управление без ограничения).
При ручном режиме работы стана с ограничением регулятор 9 скорости через систему
10 регулирования отрабатывает всего меньшее задание на скорость перемещения верхнего валка, контролируемую при помощи датчика И скорости электродвигателя 12. Таким образом, если оператор запаздывает с остановкой механизма перестановки валков, рассогласование заданием, выработанным вычислительным устройством 1 и фактическим раствором валков, измеряемым датчиком 2, уменьщается. Задание на скорость, снимаемое с регулятора 8, станет меньше задания, снимаемого с блока 5 формирования. На вход регулятора скорости 9 подключится это меньшее задание, и остановка механизма перестановки валков будет выполнена автоматически.
Переключения задания па входе регулятора скорости 9 возможны в иринципе и при нормальной работе оператора, однако они совершеппо не мешают его работе и незаметны.
Формула изобретения
Система управления раствором валков толстолистового стана, содержащая вычислительное устройство, датчик раствора валков, нереключатель режима работы стана, командоаппарат, блок формирования задания при ручном режиме управления станом, цифровой индикатор, регулятор положения и регулятор скорости, а также систему регулирования и датчик скорости электродвигателя механизма
перестановки валков, выходы вычислительного устройства соединены с входами цифрового индикатора раствора валков и регулятора положения, второй вход которого соединен с датчиком раствора валков, выход командоаппарата при ручном режиме управления станом соединен с входом блока формирования задания при ручном режиме управления станом, вход системы регулирования скорости электродвигателя механизма перестановки валков
соединен с выходом регулятора скорости, вход которого соединен с датчиком скорости электродвигателя упомянутого механизма, отличающаяся тем, что, с целью исключения установки недоиустимых растворов валков при
ручном режиме унравления станом, уменьшения нагрузок в оборудовании стана и увеличения его срока службы, система донолнительно содержит последовательно соединенные блоки сравнения и переключения, входы названных блоков соединены с выходами регулятора положения п блока формирования задания при ручном режиме управления станом, вход регулятора скорости соединен с выходом блока переключения, вход которого также соединен с нереключателем режимов работы стаиа.
Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 257573,
М. Кл.О 05В 11/01, 1968.
2. Результаты исследований фирмы IRSID и USINOR автоматизации горячей прокатки толстых листов иа реверсивной клети. Э. И.
«Прокатка и ирокатное оборудование. 1974, реферат 72, стр. 7--19 (ирототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обучения и контроля совместной работы операторов | 1985 |
|
SU1345235A1 |
| Устройство для управления манипуляторными линейками реверсивного прокатного стана | 1984 |
|
SU1217512A1 |
| Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана | 1987 |
|
SU1414488A1 |
| Устройство автоматического управления режимом улавливания раската линейками манипулятора обжимного реверсивного прокатного стана | 1975 |
|
SU546401A1 |
| Устройство управления прокатным станом | 1977 |
|
SU741975A1 |
| Адаптивный регулятор для непрерывного стана холодной прокатки | 1973 |
|
SU494207A1 |
| Система управления | 1978 |
|
SU742870A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| БЛОК АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ (БАР) | 2010 |
|
RU2457530C1 |
| Устройство для определения скоростиВХОдА МЕТАллА B КлЕТь пРи пРО-KATKE | 1979 |
|
SU831252A1 |
