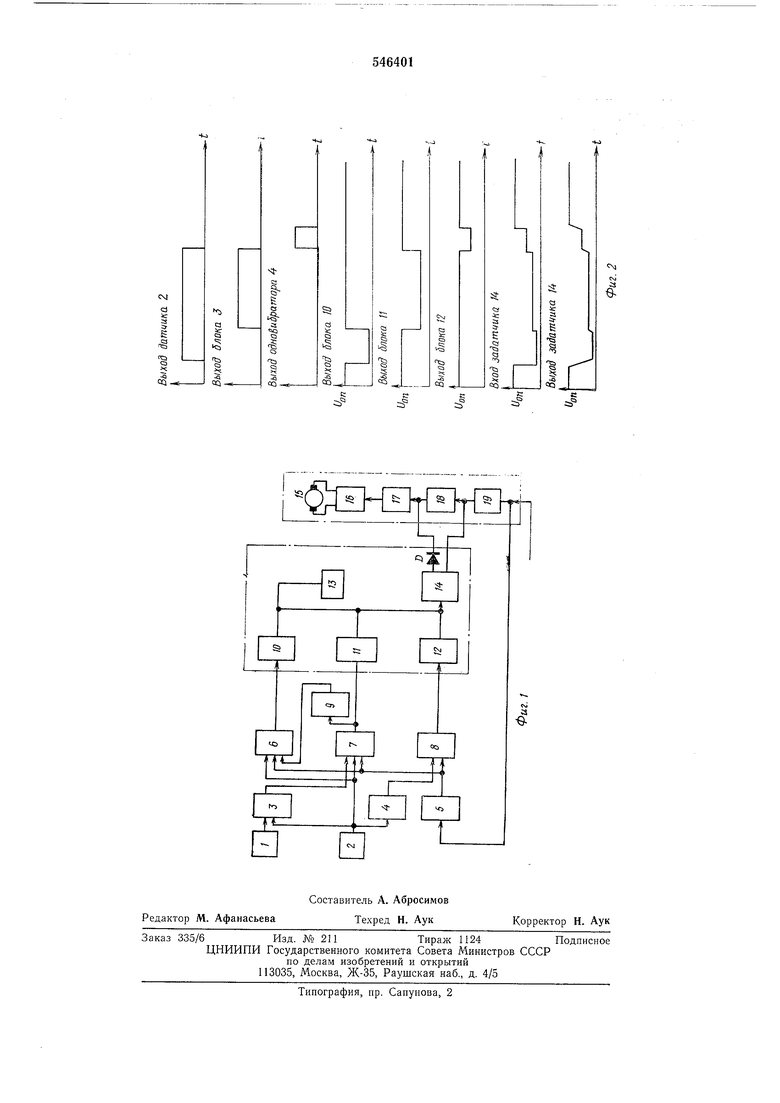
гателя, источник опорного напряжения, второй задатчик интенсивности, диод и три схемы совпадения; выход датчика наличия металла в прокатных валках соединен со входами одновибратора, с первой и второй схемой совпадения и блока определения длины прокатанной части раската, выход которого соединен со входом второй схемы совпадения, выход которой через инвертор соединен со входом первой схемы совпадения; выход одновибратора соединен со входом третьей совпадения, вход блока формирования сигнала запрета ограничений на время рекуперативного торможения электродвигателя соединен со входом задатчика интенсивности, а выход упомянутого блока соединен со входами первой, второй и третьей схемы совпадения, выходы которых соответственно соединены со входами блоков формирования первого, второго и третьего уровней напряжения ограничений, выходы которых соединены с выходом источника опорного напряжения и входом второго задатчика интенсивности, первый выход которого через диод соединен со входом регулятора тока, а второй - со входом регулятора скорости. На фиг. 1 приведена структурная схема предлагаемого устройства автоматического управления режимом улавливания раската линейками манипулятора обжимного реверсивного прокатного стана; на фиг. 2 - диаграмма формирования уровней напряжения ограничений. Схема содержит датчик 1 угла поворота главного привода, датчик 2 наличия металла в прокатных валках, блок 3 определения длины прокатанной части раската, одновибратор 4, блок 5 формирования сигнала запрета выработки ограничений на время рекуперативного торможения электродвигателя, схемы 6-8 совпадения, инвертор 9, блоки 10-12 формирования уровней напряжения ограничений, источник 13 опорного напряжения, второй задатчик 14 интенсивности, электродвигатель 15, преобразователь 16 вентильный, регулятор 17 тока, регулятор 18 скорости, задатчик 19 интенсивности задания скорости электроприводу манипулятора, диод Д. Устройство работает следующим образом. В исходном состоянии, до момента захвата металла валками, устройство ограничений не выдает. На выходах датчика 2, блока 3 и одновибратора 4 - нулевые уровни напряжения. На выходе блока 5 - единичный уровен (U задания регулятора 18 скорости электродвигателя 15 равно нулю). Прн этом выходные сигналы схем 6, 7 и 8 имеют нулевые уровни. На выходах блоков - 10, И и 12-высокие уровни (уровень выходных сигналов равен или больше напряжения источника 13). На выходе задатчика 14 - высокий уровень напряжения, определяемый источником 13 опорного напряжения. При этом ограничение тока электродвигателя 15 не производится. С момента захвата металла прокатными валками датчик 2 выдает сигнал, по которому со схемы 6 выдается сигнал высокого уровня напряжения, при этом на других входах этой схемы присутствуют высокие уровни напряжения. По сигналу со схемы 6 блок 10 формирует первый уровень напряжения ограничений, который через задатчик 14 поступает в регулятор 18 скорости электродвигателя 15. По сигналу датчика 2 блок 3 начинает подсчитывать идгпульсы, поступающие с датчика 1. Когда подсчитанное блоком 3 число импульсов соответствует длине раската, при которой передний конец раската прошел открылки, на выходе блока 3 устанавливается высокий уровень напряжения, по которому блок 11 формирует уровень напряжения второго ограничения. При этом выходным сигналом схемы 7 через инвертор 9 блокируется схема 6 и снимается уровень напряжения первого ограничеиия. В момент выброса металла прокатными валками на выходе блока 2 устанавливается нулевой уровень напряжения, по которому через схему 7 снимается уровень напряжения второго ограничения, через схему 6 блокируется выработка уровня напряжения первого ограничеиия и запускается одновибратор 4. Но выходному сигналу одновибратора 4 при помош,и схемы 8 и блока 12 вырабатывается уровень напряжения третьего ограничения. Длительность этого ограничения вырабатывается одновибратором 4 и определяется временем, необходимым для улавливания раската при максимальной скорости выброса. По заднему фронту сигнала одновибрато ра 4 устройство возвраш,ается в исходное состояние. Формирование сигнала ограничений производится следующим образом. При выработке, к примеру, первого ограничения на выходе блока 10 устанавливается уровень напряжения первого ограничения, при этом на входе задатчика 14 за счет источника 13 устанавливается уровень напряжения, практически равный выходному уровню блока 10. Второе и третье ограничения формируются аналогично. Напряжение источника оиорного напряжения ( и оп) выбирается равным или большим аксимальному выходному напряжению регуятора 18 скорости, соответсвующему максиально допустимому току якоря электродвигателя. Диод Д запрещает введение уровней напряения трех ограничений в регулятор 18 скорости. При выделении на вход регулятора 18 скоости задания на движение линейки от раскаа блок 5 низким уровнем напряжения выходого сигиала блокирует схемы 6, 7 и 8 и зарещает выработку уровней напряжений трех граничений. Снимается сигнал блокировки осле снятия указанного задания с задержкой а время рекуперативного торможения линейки, которая, к примеру, для блюминга «1300 Составляет 0,,4 с.
Устройство независимо от способа управления линейками манипулятора при прокатке с улавливанием раската автоматически вырабатывает три уровня ограничений токов (моментов) приводных электродвигателей линеек манипулятора в функции положения раската относительно оси прокатных валков и положения линеек манипулятора относительно металла.
До улавливания раската устройство обеспечивает выработку двух уровней ограничений моментов на валах приводных электродвигателей линеек. Первое ограничение (для исключения поломок открылков линеек) вырабатывается с момента захвата металла прокатными валками до тех пор, пока конец раската Пройдет открылки.
Второе ограничение момента на подход линеек к раскату выдается до момента выброса раската прокатными валками.
Третье ограничение вырабатывается на время At в течение которого обеспечивает надежное улавливание раската.
После снятия третьего ограничения до момента захвата слитка в следующем пропуске устройство никаких ограничений не выдает.
Устройство вырабатывает ограничение моментов только на движение линеек в сторону «к раскату.
Уровни ограничений токов электродвигателей линеек, к примеру для блюминга «1300 : первое ограничение до О, второе- (0,6 - 0,8) I н, третье- (0,8-1,0) I н, а Дг - 0,2- 0,4 с, где н - номинальный ток электродвигателя.
Таким образом устройство позволяет ограничивать механическпе нагрузки на оборудование манипулятора без снижения эффективности режима улавливания раската линейками манипулятора при ручном и автоматическом управлении.
Формула изобретения
Устройство автоматического управления режимом улавливания раската линейками манипулятора реверсивного прокатного стана, содержащее последовательно соединенные задатчик интенсивности, регулятор скорости, регулятор тока, вентильный преобразователь, электродвигатель, одновибратор, датчик угла поворота главного привода, блок определения длины прокатной части раската, датчик наличия металла в прокатных валках, причем выход датчика угла поворота главного привода соединен со входом блока определения длины прокатанной части раската, отличающееся тем, что, с целью ограничения механических нагрузок на оборудование манипулятора без снижения эффективности улавливания раската линейками манипулятора при ручном и автоматическом управлении, введены дополнительно блоки формирования первого, второго и третьего уровней напряжения для ступенчатого ограничения тока электродвигателя блок формирования сигнала запрета ограничений на время рекуператорного торможения
электродвигателя, источник опорного напряжения, второй задатчик интенсивности, диод и три схемы совпадения, причем выход датчика наличия металла в прокатных валках соедииен со входами одновибратора с первой и
второй схемой совпадения и блоком определения длины прокатанной части раската, выход которого соединен со входом второй схемы совпадения, выход которой через инвертор соединен со входам первой схемы совпадения;
выход одновибратора соединен со входом третьей схемы совпадения, выход блока формирования сигнала запрета ограничения на время рекуперативного торможения электродвигателя соединен со входами первой,второй
и третьей схемы совпадения, выходы которых соответственно соединены со входами блоков формирования первого, второго и третьего уровней напряжения ограничений, выходы которых соединены с выходом источника опорного напряжения и выходом второго задатчика интенсивности, первый выход которого через диод соединен со входом регулятора тока, а второй - со входом регулятора скорости.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР №282261, кл. В 21В 37/00, 1968 год (аналог).
2.Технический отчет ВНИИЭлектропривод, № ОЛА 126.776.1971 г., стр. 21 (прототип).
1
l
а
еi;
а
аЕ
I
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического формирования режима захвата обжимного стана | 1983 |
|
SU1130424A1 |
| Способ управления линейками манипулятора реверсивного обжимного прокатного стана | 1972 |
|
SU456652A1 |
| Способ автоматического фиксирования положения линейками манипулятора | 1974 |
|
SU498052A1 |
| Система автоматического управления главным приводом обжимного стана | 1980 |
|
SU942835A1 |
| Система автоматического управления режимом захвата обжимного реверсивного прокатного стана | 1975 |
|
SU553020A1 |
| Устройство для управления манипуляторными линейками реверсивного прокатного стана | 1984 |
|
SU1217512A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1987 |
|
SU1537340A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1991 |
|
SU1794516A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |