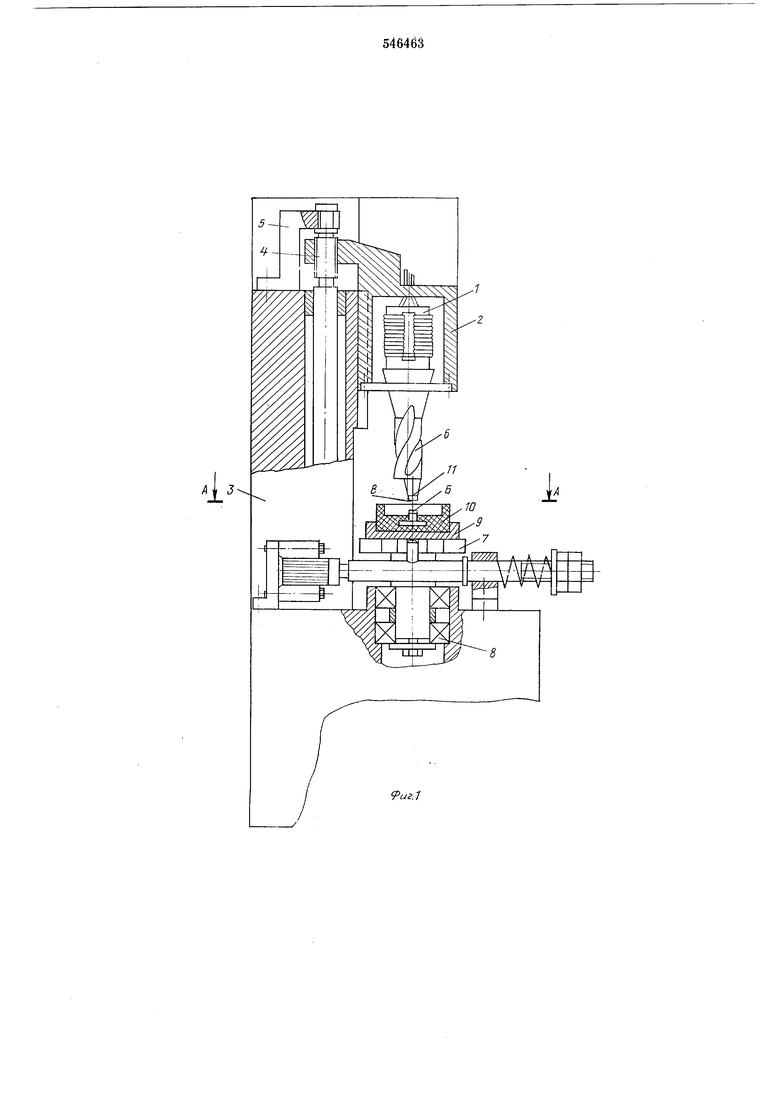
3 от ходового винта 4, ограниченного от осевого перемещения вилкой 5.
Привод ходового винта (на чертеже не иоказан) может осуществляться различными сиособами, в частности от пневмоцилиндра, на ujTOKe которого имеется зубчатая рейка, взаимодействующая с зубчатым колесом, закрепленным на ходовом винте. Преобразователь I связан с волноводом 6.
На столе станины 3 зстановлен поворотный стол 7 с возможностью поворота вокруг оси в пределах угла, равного 10-15°, на радиально-упорных подшипниках 8.
На поверхности стола 7 неподвижно закреплено приспособление 9, в котором устанавливают обрабатываемую деталь 10, сбазированную таким образом, чтобы обрабатываемая поверхность Б находилась против рабочей поверхности В волновода 6, а центр обрабатываемой поверхности по возможности совпадал с осью вращения стола 7.
Рабочая (полирующая) поверхность В волновода Б представляет собой пластинку твердого сплава 11, припаянную к рабочему торцу волновода 6, смещенного с основной оси на некоторый радиус для исключения возможности недополировки обрабатываемой поверхности в центре вращения волновода 6.
Волновод 6 за счет выполнения иа его цилиндрической поверхности спиральных канавок преобразует продольные колебания магнитострикционного пакета в продольно-крутильные колебания рабочего торца. Канавки волновода аналогичны канавкам спирального сверла такого же диаметра.
Для сообщения крутильных низкочастотных колебаний столу служит устройство, состоящее из электромагнита 12, с якорем которого щарнирно соединен шток 13, и возвратной пружины 14. Палец 15, закрепленный на штоке 13, входит в паз поворотного стола 7.
При подаче переменного тока на катущку электромагнита 12 якорь последнего притягивается, перемещая шток 13, и, следовательно, поворач;1вает стол 7 с закрепленной на нем обрабатываемой деталью. При отсутствии тока в катушке электромагнита производится возврат стола в исходное положение под действием пружины 14.
Частота низкочастотных крутильных колебаний обрабатываемой детали в описываемом устройстве в среднем составляет 50 Гц. Изменяя давление воздуха, подаваемого в пневмоцилиндр, регулятором давления осуществляют регулирование усилия прижатия рабочей поверхности В волновода 6 и обрабатываемой поверхности Б.
Но предлагаемому способу операции совершаются в следующем порядке. Полируемое
изделие, например цлоский контакт коммутационной аппаратуры, закрепляют на подставке в горизонтальной плоскости. К изделию (контакту) сверху, нормально его полируемой поверхности, подводят и прижимают полирующий инструмент с давлением, обеспечивающим надежный акустический контакт. Синхронно на время, необходимое для обработки, сообщают инструменту ультразвуковые продольно-крутильные колебания с частотой 18- 22 кГц при помощи продольно-крутильной акустической системы, а изделию - крутильные низкочастотные вибрации с частотой 40- 60 Гц при помощи соленоида. В результате
совместного действия внешнего статического давления, ультразвуковых продольно-крутильных колебаний и крутильных низкочастотных вибраций осуществляется процесс полирования.
Предлагаемый способ по сравнению с известным способом позволяет снизить подводимую акустическую мощность в 1,5-2 раза в зависимости от материала обрабатываемого изделия, получить высокую чистоту обрабатываемой поверхности, V8-V12 при сравнительно низкой исходной чистоте поверхности обрабатываемого изделия V5-V7, полностью заменить ручной труд полирования на механический, получить высокую тазмерную точность обработки, увеличить производительность труда в 3-5 раза.
Формула изобретения
1. Способ безабразивной полировки поверхностей, при котором ультразвуковой инструмент прижимают к полируемому изделию, отличающийся тем, что, с целью улучшения
чистоты полируемой поверхности и уменьшения усилия прижима, одновременно инструменту сообщают ультразвуковые продольнокрутильные, а изделию - крутильные низкочастотные вибрации.
2. Способ по п. 1, отличающийся тем,
что амплитуду крутильных ультразвуковых
колебаний устанавливают равной амплитуде
продольных ультразвуковых колебаний.
3. Способ по п. 1, отличающийся тем,
что частоту ультразвуковых колебаний устанавливают в пределах кГц, а частоту низкочастотных вибраций - в пределах 40 - 60 Гц.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство № 207073, М. Кл.2 В 06В 1/00, 1967 (прототип).
fus.l
иг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроискрового нанесения покрытий | 1981 |
|
SU1002124A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| Способ безабразивной полировки поверхностей | 1983 |
|
SU1243931A1 |
| Способ расфиксации резьбовых шпилечных соединений с фиксатором резьбы при помощи низкочастотных ультразвуковых колебаний | 2024 |
|
RU2835978C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ПРЕИМУЩЕСТВЕННО НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РАЗМЕРНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗЬБ | 1998 |
|
RU2129480C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВИБРАЦИИ НАКОНЕЧНИКА УЛЬТРАЗВУКОВОГО ВОЛНОВОДА | 2015 |
|
RU2593444C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЯНТАРЯ | 2015 |
|
RU2594862C1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Способ изготовления препарата шлифа эмали зуба для морфологических и морфометрических исследований эмали в атомно-силовом и инвертированном микроскопах | 2021 |
|
RU2794933C1 |