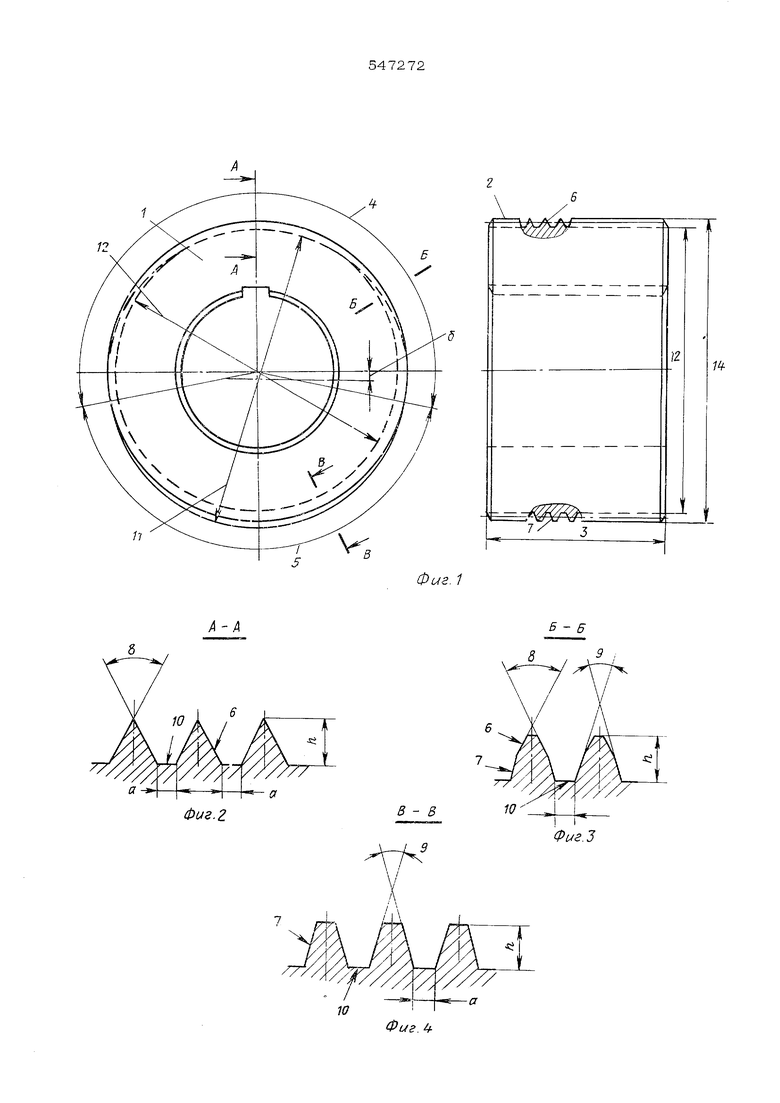
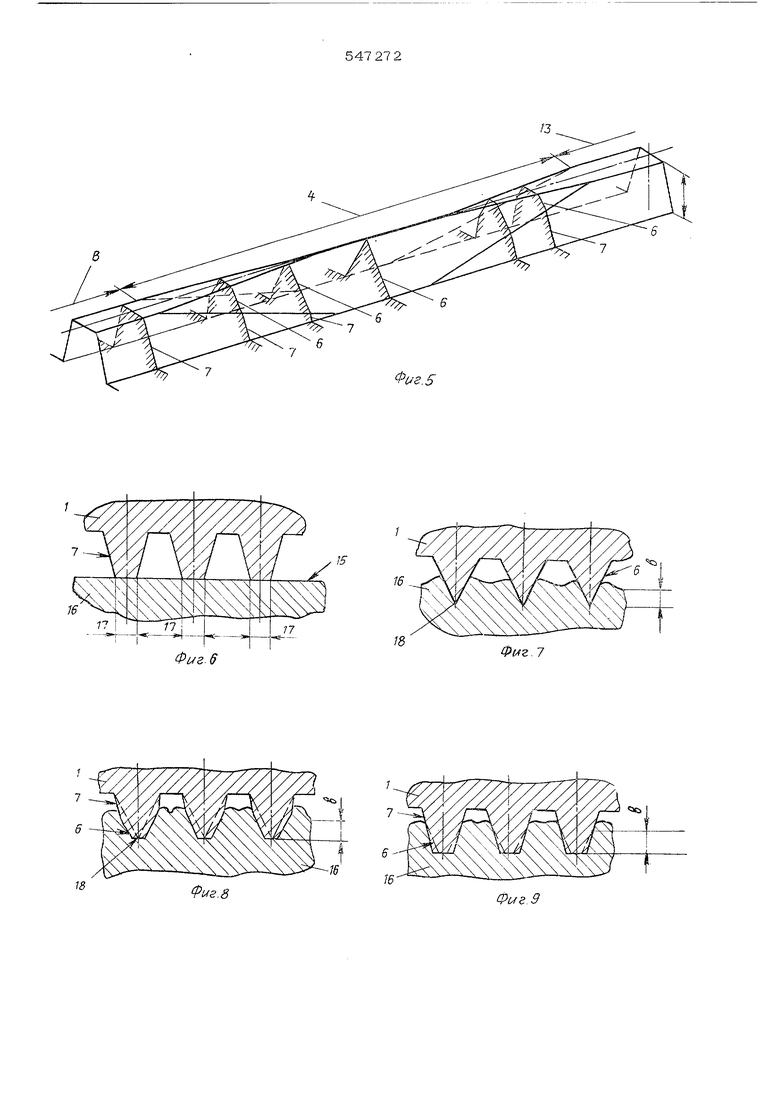
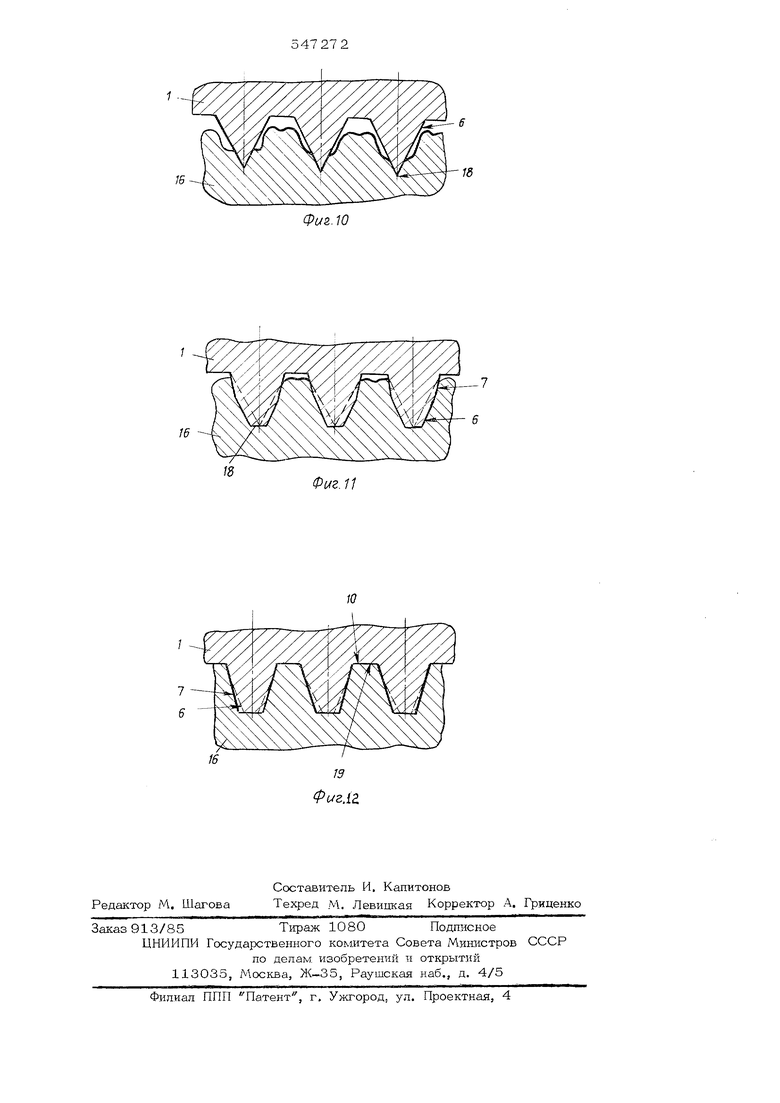
плавно изменяются от остроугольного профиля 6 до исходного трапецеидального профиля 7. Остроугольный профиль 6, имеюидий угол 8 при вершинез выполненный в средней час- ти участка 4, постепенно переходит в исходный профиль 7 с углом при вершине 9, На переходной части участка 4 профиль резьбы имеет элементы остроугольного профиля 6 с углом 8 и трапецеидального профиля 7с углом 9 при вершине. Площадки 10 независимо от профиля витка имеют постоянную ширину| а. Выполненный по периметру ролика переменный профиль резьбы имеет постоянну высоту Ъ на участках 4 и 5, Переменный профиль резьбы на ролике 1 выполняется, например, повторной шлифовкой трапецеидального профиля 7 шлифовальным кругом заправленным под углом,соответству юшим остроугольному профилю 6 и имеющим плошадку при вершине, равную ширине а. Шлифование осушествляется при смешенном цент ре ролика 1 на величину б. При шлифовании внутренний диаметр 11 остроугольного профиля 6 равен внутреннему диаметру 12 трапецеидального профиля 7 плюс величина смешения б. По диам.етру 11 двилдаахзя наружный диаметр шлифовального круга : Шлифуя стороны профиля 6 на участке 4, шлифовальный круг их не шлифует на участке 13. Наружный диаметр 14 ролика 1 при обработке ее треугольного профиля 6 не обрабатываетс Накатывание резьбы роликами происходит следующим образом. На опорную поверхность поддерживающего ножа на станке устанавливают заготовку Вращающиеся накатные ролики начинают сближаться, входя в соприкосновение в деталью. Если предположить, что ролик 1 вна чале соприкасается с наружным, диаметром 15 заготовки 16 вершиной витков трапецеидального профиля 7 с достаточно широким площадками 17 при верщине, то возникающие большие давления в м.есте контакта, связанные с преодолением деформации ме талла заготовки 16, препятствуют проник новению ролика 1 в металл заготовки. Увеличение давления на станке, связанное с ра диальным сближением роликов, ограничивается предельными возможностями оборудова ния. При дальнейшем, вращении роликов наступает такой момент, когда ролик 1 соприкасается с заготовкой 16 заборным участком, имеющим остроугольный профиль 6. Если в первом случае усилие давления подвижной бабки накатного станка передается на площадки 17 при верщине исходного профиля 7, то во втором случае, это усилие передается на вершину 18 остроугольного профиля 6. Ролик 1 начинает внедряться вершиной 18 в металл заготовки 16 на определенную глубину , При дальнейшем вращении заготовки 16 и ролика 1 в образовавшееся углубление начинает входить переходной профиль заборного участка. Переходной профиль 6 постепенно раздвигает металл заготовки в стороны до тех пор, пока калибрующий участок с трапецеидальным профилем 7 не прокалибрует углублеш1е в в профиле витка заготовки 16, полученное после внедрения, и расклинивания остроугольного профиля 6. Аналогичная картина накатьшания резьбы на заготовке 16 будет происходить при сдеяуюших оборотах роликов. Продолжительность процесса накатывания крупных резьб зависит от твердости и пластичности материала заготовки. Этот процесс будет продолжаться до тех пор, пока наружный диаметр 19 резьбы заготовки 16 не соприкоснется с внг тренним диаметром Ю резьбы ролика 1. Формула изобретения Ролик для накатьшания трапецеидальной резьбы, содержащий заборный и калибрующий участки с постоянной шириной впадины резьбы и с плавно изменяющимся от уча:;тка к участку профилем резьбы, отличающийся тем, что, с целью накатьшания резьбы на деталях из тру дно деформируемых материалов, профиль резьбы выполнен переменным по периметру ролика, а наружная поверхность ролика выполнена цилиндрической, при этом высота профиля резьбы постоянна на всех участках. Источники информации, принятые во вни.мание при экспертизе: 1, Авторское свидетельство СССР № 279565. М.Кл . В 21 Н З/ОО 1967.
12
V
11
/
12
П
Т 5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ ШЛИФОВАНИЯ ОГРАНКИ ПО НАРУЖНОЙ ПОВЕРХНОСТИ МЕТЧИКОВ-РАСКАТНИКОВ | 1971 |
|
SU289892A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Инструмент для накатывания зубчатых профилей | 1979 |
|
SU946760A1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
| Способ настройки | 1981 |
|
SU1038190A1 |
А/
а
Фиг.2
10
В - в
.З
Л-/Ч
Фиг. 6
Ф(г.7
16
Фиг. 8
Фиг. 9
J6
Фи&. Ю
.11
