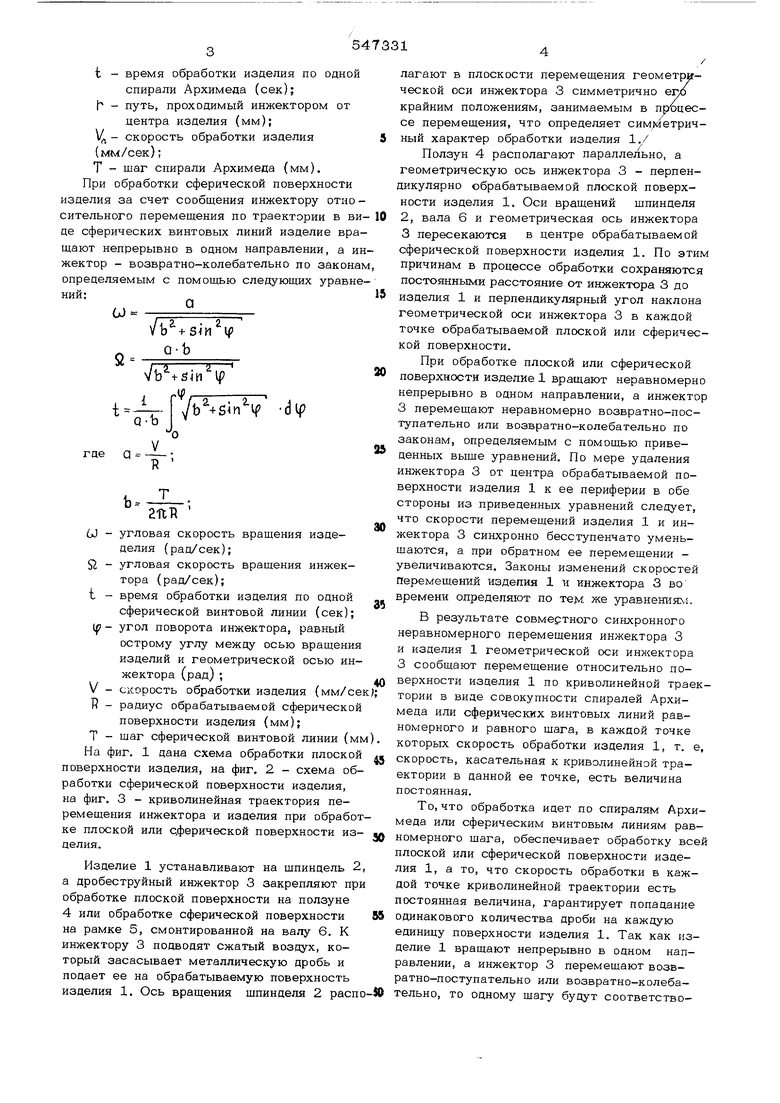
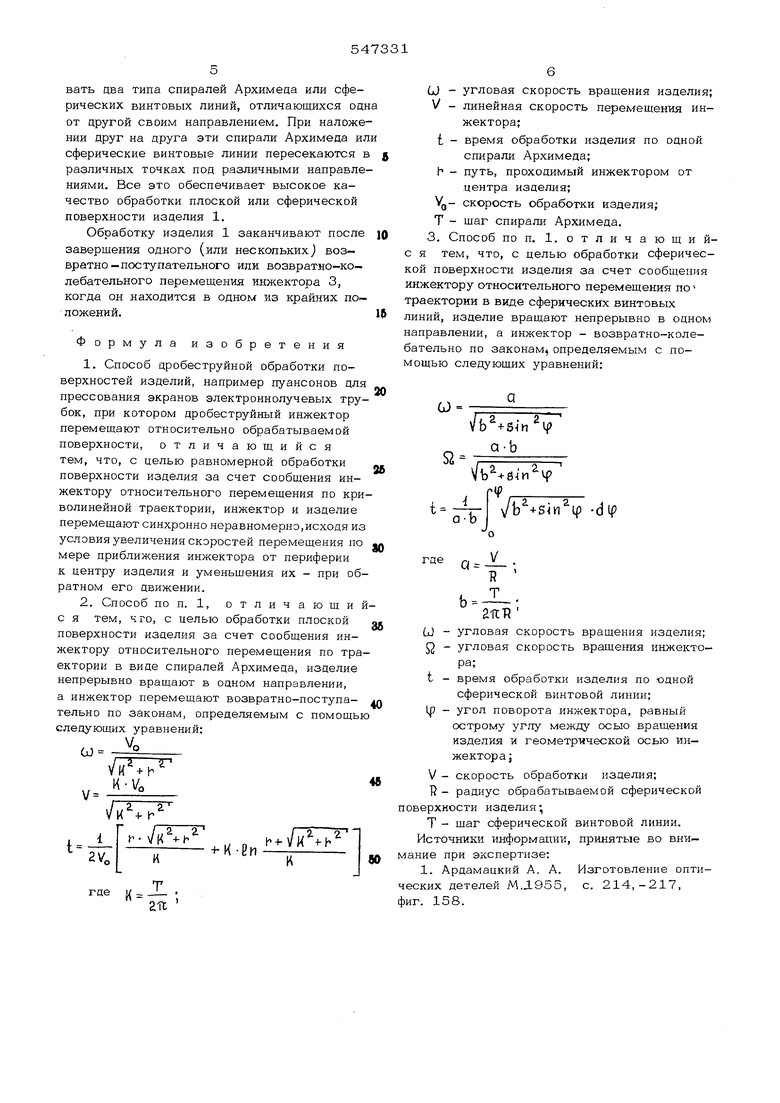
t - время обработки изделия по одной спирали Архимеда (сек); h - путь, проходимый инжектором от центра изделия (мм); 4 - скорость обработки изделия (мм/сек); Т - шаг спирали Архимеда (мм). При обработки сферической поверхности изделия за счет сообщения инжектору отио сительного перемещения по траектории в ви де сферических винтовых линий изделие вращают непрерывно в одном направлении, а ин жектор - возвратно-колебательно по законам определяемым с помощью следующих уравне vV4S4n lf Q-b Vb +5Jnlp .(f -dip Q-b где a угловая скорость вращения издеделия (рад/сек); угловая скорость вращения инжектора (рад/сек); t - время обработки изделия по одной сферической винтовой линии (сек); ( - угол поворота инжектора, равный острому углу между осью вращения изделий и геометрической осью инжектора (рад) ; скорость обработки изделия (мм/се радиус обрабатываемой сферической поверхности изделия (мм); шаг сферической винтовой линии (м На фиг. 1 дана схема обработки плоской поверхности изделия, на фиг. 2 - схема об работки сферической поверхности изделия, на фиг. 3 - криволинейная траектория перемещения инжектора и изделия при обрабо ке плоской или сферической поверхности из делия. Изделие 1 устанавливают на шпиндель 2 а дробеструйный инжектор 3 закрепляют пр обработке плоской поверхности на ползуне 4 или обработке сферической поверхности на рамке 5, смонтированной на валу 6. К инжектору 3 подводят сжатый воздух, который засасывает металлическую дробь и подает ее на обрабатываемую поверхность изделия 1. Ось вращения шпинделя 2 расп лагают в плоскости перемещения геометрической оси инжектора 3 симметрично его крайним положениям, занимаемым в процессе перемещения, что определяет симметричный характер обработки изделия 1./ Ползун 4 располагают параллельно, а геометрическую ось инжектора 3 - перпеникулярно обрабатываемой плоской поверхности изделия 1. Оси вращений шпинделя 2, вала 6 и геометрическая ось инжектора 3 пересекаются в центре обрабатываемой сферической поверхности изделия 1. По этим причинам в процессе обработки сохраняются постоянными расстояние от инжектора 3 до изделия 1 и перпендикулярный угол наклона геометрической оси инжектора 3 в каждой точке обрабатываемой плоской или сферической поверхности. При обработке плоской или сферической поверхности изделие 1 вращают неравномерно непрерывно в одном направлении, а инжектор 3 перемещают неравномерно возвратно-поступательно или возвратно-колебательно по законам, определяемым с помощью приведенных выще уравнений. По мере удаления инжектора 3 от центра обрабатываемой поверхности изделия 1 к ее периферии в обе стороны из приведенных уравнений следует, что скорости перемещений изделия 1 и инжектора 3 синхронно бесступенчато уменьшаются, а при обратном ее перемещении увеличиваются. Законы изменений скоростей Перемещений изделия 1 н инжектора 3 во времени определяют по тем же уравнениях. В результате совместного синхронного неравномерного перемещения инжектора 3 и изделия 1 геометрической оси инжектора 3 сообщают перемещение относительно поверхности изделия 1 по криволинейной траектории в виде совокупности спиралей Архимеда или сферических винтовых линий равномерного и равного щага, в каждой точке которых скорость обработки изделия 1, т. е, скорость, касательная к криволинейной траектории в данной ее точке, есть величина постоянная. То, что обработка идет по спиралям Архимеда или сферическим винтовым линиям равномерного шага, обеспечивает обработку всей плоской или сферической поверхности изделия 1, а то, что скорость обработки в каждой точке криволинейной траектории есть постоянная величина, гарантирует попадание одинакового количества дроби на каждую единицу поверхности изделия 1. Так как изделие 1 вращают непрерывно в одном направлении, а инжектор 3 перемещают возвратно-поступательно или возвратно-колебательно, то одному шагу будут соответствовать два типа спиралей Архимеда или сферических винтовых линий, отличающихся од от другой своим направлением. При наложе нии друг на друга эти спирали Архимеда и сферические винтовые линии пересекаются различных точках под различными направле ниями. Все это обеспечивает высокое качество обработки плоской или сферической поверхности изделия 1. Обработку изделия 1 заканчивают после завершения одного (или нескольких) возвратно-поступательного или возвратно-колебательного перемещения инжектора 3, когда он находится в одном из крайних положений. Формула изобретения 1.Способ дробеструйной обработки поверхностей изделий, например пуансонов для прессования экранов электроннолучевых тру бок, при котором дробеструйный инжектор перемещают относительно обрабатываемой поверхности, отличающийся тем, что, с целью равномерной обработки поверхности изделия за счет сообщения инжектору относительного перемещения по кри волинейной траектории, инжектор и изделие перемещают синхронно неравномерно,исходя из условия увеличения скоростей перемещения по мере приближения инжектора от периферии к центру изделия и уменьщения их - при об ратном его движении. 2.Способ по п. 1, отличающи с я тем, ч го, с целью обработки плоской поверхности изделия за счет сообщения инжектору относительного перемещения по тра ектории в виде спиралей Архимеда, изделие непрерывно вращают в одном направлении, а инжектор перемещают возвратно-поступательно по законам, определяемым с помощь следующих уравнений: YlO-h KVo V иЧ К-би J - угловая скорость вращения изделия; V - линейная скорость перемещения инжектора;t - время обработки изделия по одной спирали Архимеда; h - путь, проходимый инжектором от центра изделия; Yg- скорость обработки изделия; Т - щаг спирали Архимеда. . Способ по п. 1. отличающийтем, что, с целью обработки сферичесповерхности изделия за счет сообщения ектору относительного перемещения по ктории в виде сферических винтовых й, изделие вращают непрерывно в одном авлении, а инжектор - возвратно-колельно по законам, определяемым с поью следующих уравнений: Vb + /Ь -нЙ4П Ч 2. . 2 + StYl Ф J - угловая скорость вращения изделия; 52 - угловая скорость вращения инжектора;t - время обработки изделия по одной сферической винтовой линии; ф - угол поворота инжектора, равный острому углу между осью вращения изделия и геометрической осью инжектора j V - скорость обработки изделия; R - радиус обрабатываемой сферической рхности изделия; Т - щаг сферической винтовой линии. сточники информации, принятые во вние при экспертизе: . Ардамацкий А, А. Изготовление оптиих детелей M.J 95 5, с. 214,-217, 158.
I 1,
XxxVX
/7-777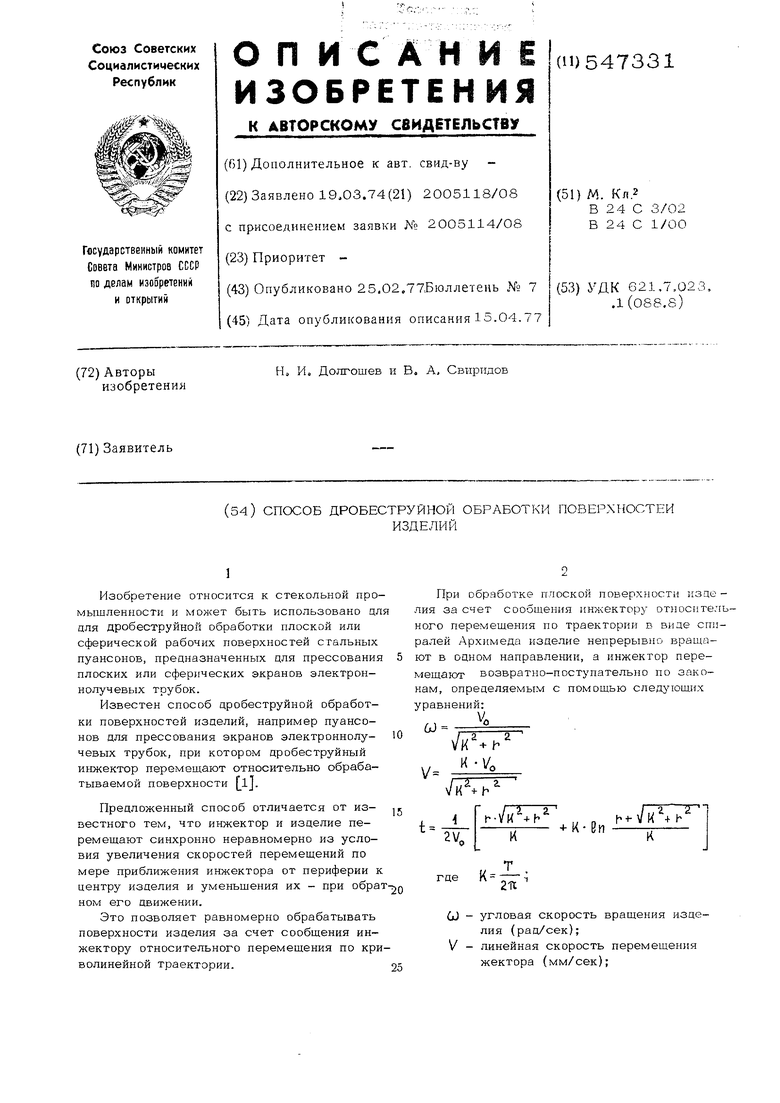
Фыг.1
Центр сферической поверх//////77777ности
Фиг. 2
Фиг.З
