Изобретение относится к машиностроению, преимущественно к доводочной обработке, и может быть иснользовано для изготовления широкого круга плоских поверхностей, например зеркал.
Цель изобретения - повышение качества и производительности абразивной обработки плоской поверхности за счет выбора рациональной траектории движения абразивных элементов.
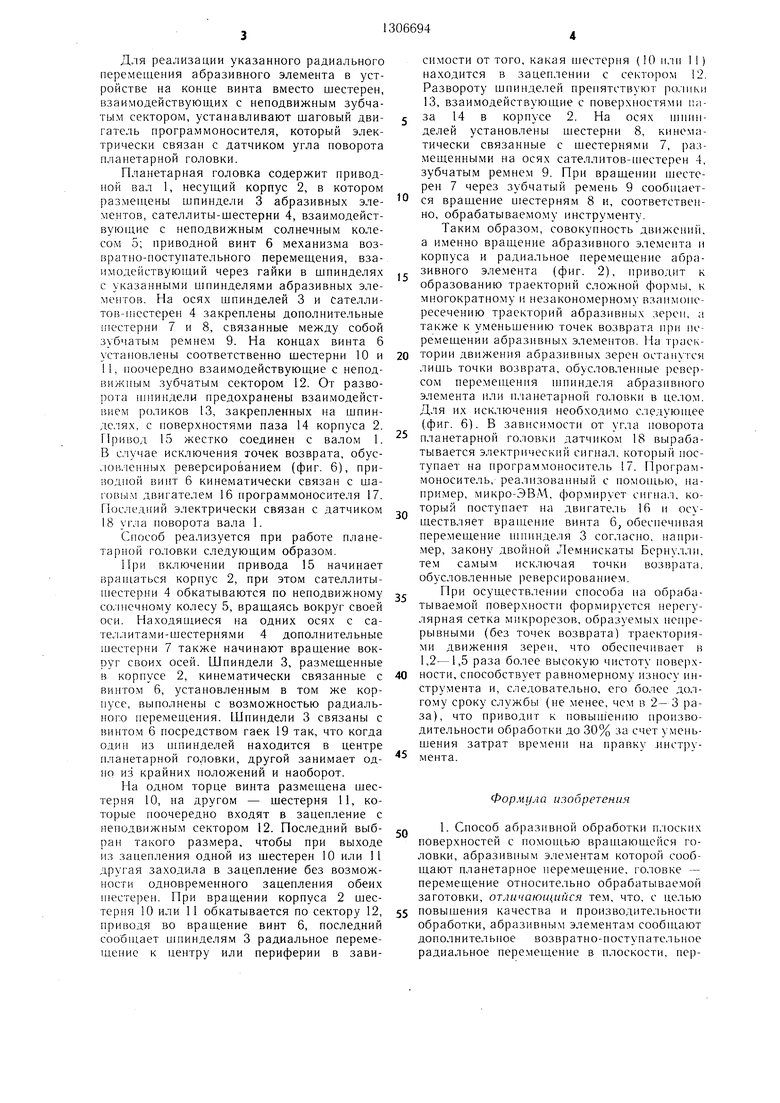
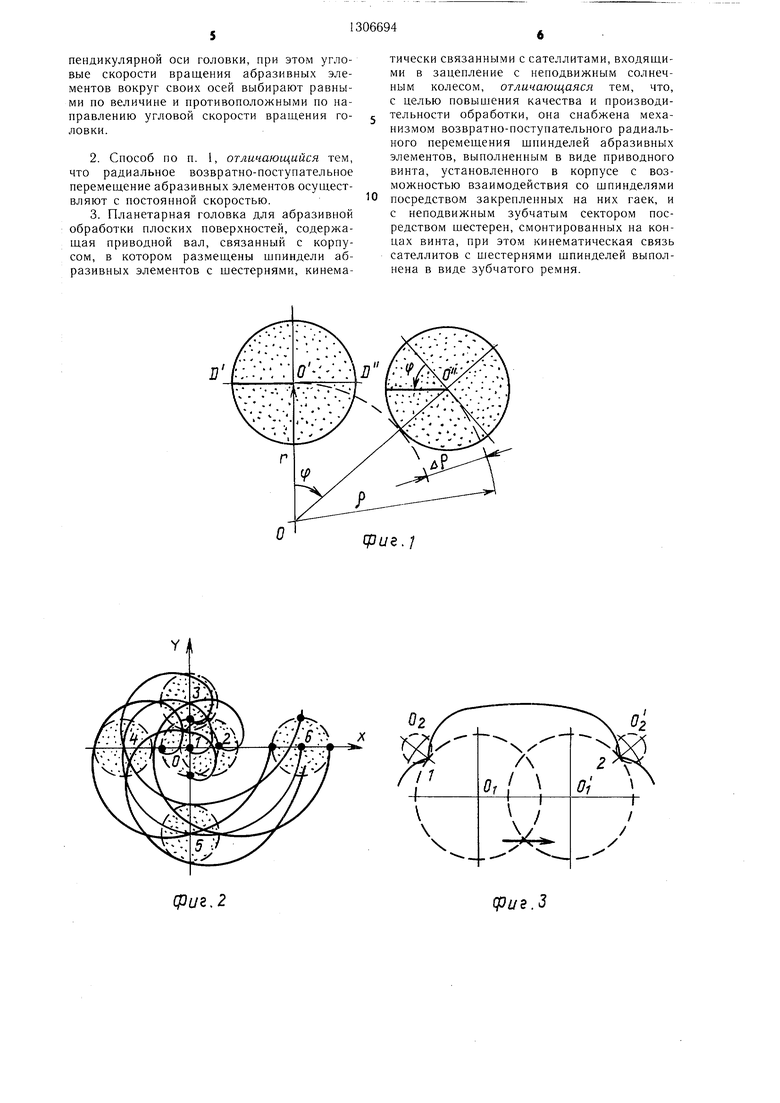
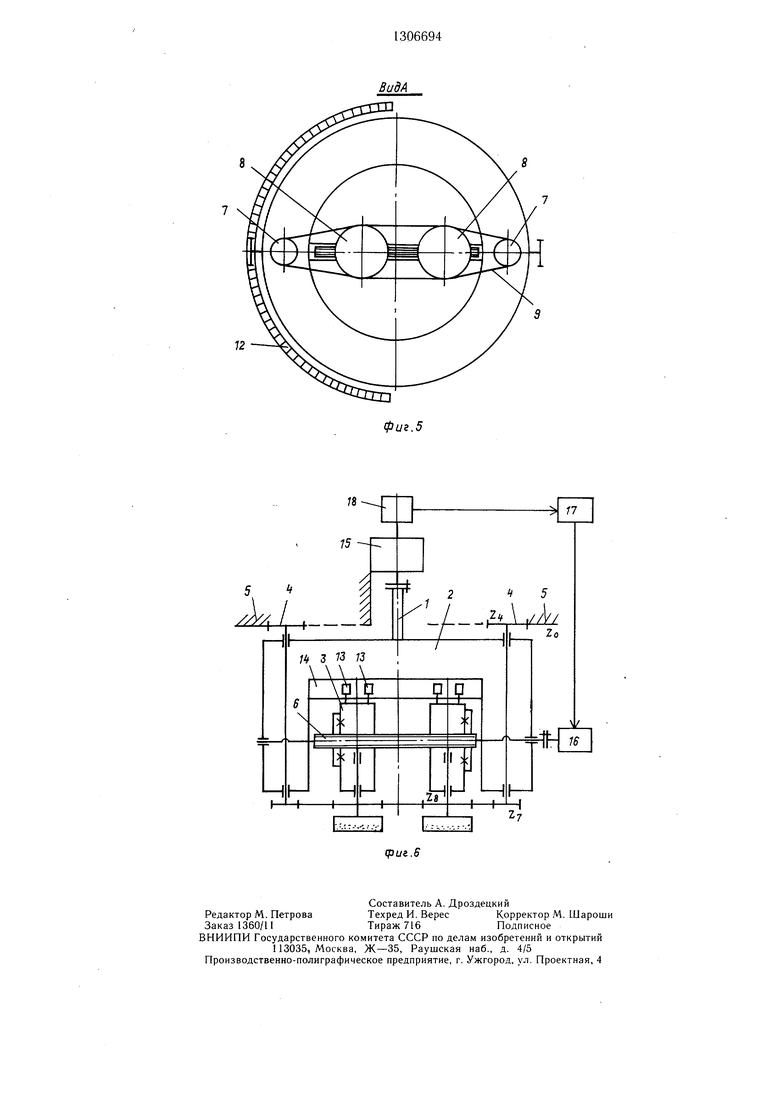
На фиг. 1 изображена схема перемещений абразивного элемента по предлагаемому способу; на фиг. 2 - траектории движений зерен; на фиг. 3 - траектория движения зерна инструмента, совершающего планетарное движение совместно с поступательным движением; на фиг. 4 - планетарная головка, обеспечивающая равномерную подачу шпинделей, общий вид; на фиг. 5 - вид А на фиг. 4; на фиг. 6 - планетарная головка, обеспечивающая подачу щпинделей с переменной скоростью.
Сущность способа заключается в том, что абразивным элементам сообщают планетарное движение с одновременным радиальным перемещением, выбирая при этом угловые скорости вращения абразивных элементов вокруг своих осей равными по величине и противоположными по направлению угловой скорости вращения головки. В случае если радиальное перемещение осуществляют равномерно, то для возвратно- поступательного движения абразивных элементов относительно планетарной головки их траектория на обрабатываемой поверхности будет совпадать с закручивающейся и раскручивающейся спиралью Архимеда. При этом при переходе с раскручиваюплейся на закручивающуюся спираль возможно наличие точек возврата, обусловленных реверсом. Во избежанием таких точек радиальное перемещение осуществл-яют по закону, обеспечивающему траекторию абразивного элемента относительно поверхности в виде замкнутой гладкой кривой, имеюпхей общую точку с осью вращения планетарной головки, например окружности или эллипса, вписанных в область между крайним положением абразивного элемента и осью вращения планетарной головки, или по закону двойной лемнискаты Бернулли с любым значением тригонометрической функции, т. е.
г2 А2/соз2ф/,
где г- расстояние между осями вращения планетарной головки и абразивного элемента;
Ф - угол поворота планетарной головки; А- амплитуда возвратно-поступательного движения.
Для обеспечения мгновенного вращения абразивного элемента вокруг оси шпинделя
с угловой скоростью, равной по величине и противоположной по направлению мгновенной угловой скорости вращения планетарной головки, необходимо, чтобы число зубьев зубчатых колес, участвующих в передаче вращения, выбиралось из соотношения
ZQ Z7
Z4 Z8
1
5
0
где zo - число зубьев солнечного колеса
внутреннего зацепления; Z4-число зубьев сателлита-шестерни; число зубьев колеса, установленного на одной оси с сателлитом-шестерней;
zg - число зубьев колеса, установленного на одной оси со шпинделем абразивного элемента.
Таким образом, в результате совместного движения абразивных элементов (во-первых,
0 радиально относительно планетарной головки и, во-вторых, их вращение с угловой скоростью, равной по величине и противоположно направленной угловой скорости вращения планетарной головки) достигается уменьщение точек возврата при движении
5 абразивных элементов (останется только часть точек возврата, обусловленных реверсом радиального перемещения абразивных эле.ментов). Приповороте планетарной головки на некоторый угол ф (фиг. 1) вследствие того, что корпус и абразивный элемент образуют пару вращения независимо от радиального перемещения Др, прямая ОД на абразивном элементе повернется в противоположную сторону на тот же угол ф, оставаясь параллельной своему начальному положению относительно обрабатываемой поверхности. Отсюда следует, что любая прямая абразивного элемента перемещается параллельно самой себе, кроме того, траектории всех абразивных зерен одинаковы и соответству0 ют траектории центральной точки О абразивного элемента, определяемой уравнением р р(ф), где р - радиальное перемещение. Вследствие непрерывности или монотонности радиальной подачи траектория центральной точки О будет гладкой (без точек возвра та). Радиальная подача (ф) обуславливает сложную форму траектории и незакономерное многократное взаимопересечение траекторий, что способствует формированию нерегулярного микрорельефа.
При возвратно-поступательном радиальном перемещении абразивных элементов в момент перемены направления перемещения возможно наличие реверсных точек возврата. Для их избежания необходимо, чтобы траек- 5 тория движения центральной точки абразивного элемента, проходящей через его ось вращения, и при реверсировании оставалась гладкой (непрерывной).
Для реализации указанного радиального перемещения абразивного элемента в устройстве на конце винта вместо шестерен, взаимодействуюи 1их с неподвижным зубчатым сектором, устанавливают шаговый двигатель программоносителя, который электрически связан с датчиком угла новорота планетарной головки.
Планетарная головка содержит приводной вал 1, несущий корпус 2, в котором размещены шпиндели 3 абразивных элементов, сателлиты-шестерни 4, взаимодействующие с неподвижным солнечным колесом 5; приводной винт 6 механизма возвратно-поступательного перемещения, взаимодействующий через гайки в шпинделях с указанными ншинделями абразивных элементов. На осях щпинделей 3 и сателлитов-шестерен 4 закреплены дополнительные шестерни 7 и 8, связанные между собой зубчатым ремнем 9. На концах винта 6 установлены соответственно шестерни 10 и И, поочередно взаимодействующие с неподвижным зубчатым сектором 12. От разворота нщинделн предохранены взаимодействием роликов 13, закрепленных на щпин- делях, с новерхностями паза 14 корпуса 2. Привод 15 жестко соединен с валом 1. В случае исключения точек возврата, обус- лов. 1енных реверсированием (фиг. 6), приводной винт 6 кинематически связан с шаговым двигателем 16 нрограммоносителя 17. Последний электрически связан с датчиком 18 угла поворота вала 1.
Способ реализуется при работе планетарной головки следующим образом.
При включении привода 15 начинает вращаться корнус 2, при этом сателлиты- шестерни 4 обкатываются по неподвижному со,:и1ечному колесу 5, вращаясь вокруг своей оси. Находящиеся на одних осях с сателлитами-шестернями 4 дополнительные 1иестерни 7 также начинают вращение вокруг своих осей. Шниндели 3, размещенные в корпусе 2, кинематически связанные с винтом 6, установленным в том же корпусе, выполнены с возможностью радиального перемещения. Шпиндели 3 связаны с винтом 6 посредством гаек 19 так, что когда один из птинделей находится в центре планетарной головки, другой занимает одно из крайних ноложений и наоборот.
На одном торце винта размещена шестерня 10, на другом - щестерня 11, которые поочередно входят в заценление с неподвижным сектором 12. Последний выбран такого размера, чтобы при выходе из зацепления одной из шестерен 10 или 11 другая заходила в зацепление без возможности одновременного зацепления обеих шестерен. Нри вращении корпуса 2 шестерня 10 или 11 обкатывается по сектору 12, приводя во вращение винт 6, последний сооб1цает ппшнделям 3 радиальное переме- 1це11ие к центру или периферии в зависимости от того, какая Н1естерня (10 или 1 I ) находится в заценлении с сектором 12. Развороту шпинделей нрепятствуют ро;1ики 13, взаимодействующие с поверхностями i:a- за 14 в корпусе 2. На осях пишн- делей установлены шестерни 8, кинематически связанные с щестернями 7, размещенными на осях сателлитов-1нестерен 4, зубчатым ремнем 9. Прн врандении щесте- рен 7 через зубчатый ремень 9 сообп1ает0 ся вращение лестерням 8 и, соответственно, обрабатываемому инструменту.
Таким образом, совокупность движений, а именно вращение абразивного элемента и корпуса и радиальное перемещение абра- зивного элемента (фиг. 2), нрнводит к образованию траекторий формы, к многократному и незакономерному взаимопересечению траекторий абразивных зерен, а также к уменьщению точек возврата при перемещении абразивных элементов. На траск0 тории движения абразивных зерен останутся лишь точки возврата, обусловленные реверсом перемещения нгпинделя абразнвного элемента или н.чанетарной головки в целом. Для их исключення необходимо следуюнхее (фиг. 6). В зависимости от угла новорота
планетарной головки датчиком 18 вырабатывается электрический сигнал, который нос- тупает на нрограммоноситель 17. Программоноситель, реализованный с номонхью, например, микро-ЭВМ, формирует сигнал, который поступает на двигатель 16 и осуществляет вранхение винта 6, обеснечнвая перемещение ншинделя 3 согласно, например, закону двойной Лемнискаты Бернулли, тем самым исключая точки возврата, обусловленные реверсированием.
При осуществлении снособа на обрабатываемой поверхности формируется нерегулярная сетка микрорезов, образуемых непрерывными (без точек возврата) траекториями движения зерен, что обеснечивает в 1,2-1,5 раза более высокую чистоту новерхности, снособствует равномерному 1 зносу инструмента и, следовательно, его более долгому сроку службы (не менее, чем в 2- 3 раза), что приводит к HOBbiHieHiuo производительности обработки до 30% за счет уменьшения затрат времени на правку .инстру5 мента.
Формула изобретения
1. Способ абразивной обработки плоских поверхностей с нoмoнLью вращающейся головки, абразивным элементам которой сообщают планетарное неремеп1ение, головке - перемещение относительно обрабатываемой заготовки, отличающийся тем, что, с целью новыщения качества и производительности обработки, абразивным элементам сообн1ают дополнительное возвратно-поступательное радиальное перемещение в нлоскости, перпендикулярнои оси головки, при этом угловые скорости вращения абразивных элементов вокруг своих осей выбирают равными по величине и противоположными по направлению угловой скорости вращения головки.
2.Способ по п. 1, отличающийся тем, что радиальное возвратно-поступательное перемещение абразивных элементов осуществляют с постоянной скоростью.
3.Планетарная головка для абразивной обработки плоских поверхностей, содержащая приводной вал, связанный с корпусом, в котором размещены щпиндели абразивных элементов с шестернями, кинема
тически связанными с сателлитами, входящими в зацепление с неподвижным солнечным колесом, отличающаяся тем, что, с целью повыщения качества и производительности обработки, она снабжена механизмом возвратно-поступательного радиального перемещения щпинделей абразивных элементов, выполненным в виде приводного винта, установленного в корпусе с возможностью взаимодействия со шпинделями посредством закрепленных на них гаек, и с неподвижным зубчатым сектором посредством шестерен, смонтированных на концах винта, при этом кинематическая связь сателлитов с шестернями шпинделей выполнена в виде зубчатого ремня.
pi/e. /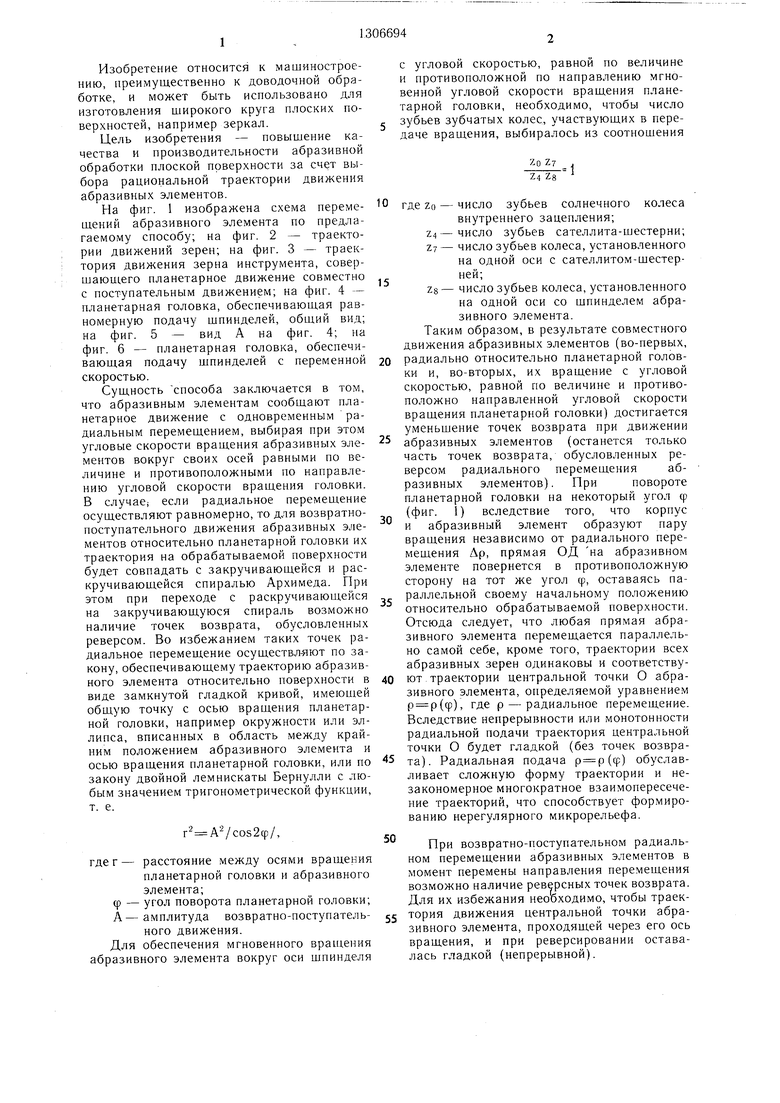
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарная головка для абразивной обработки плоских поверхностей | 1989 |
|
SU1611703A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1548005A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для доводки плоских по-ВЕРХНОСТЕй дЕТАлЕй КлиНОВыХ зАдВижЕК | 1978 |
|
SU831563A1 |
| Станок для притирки клапанов автомобильных и тракторных двигателей | 1947 |
|
SU91157A1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| УСТРОЙСТВО ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ | 2002 |
|
RU2224935C2 |
| Хонинговальная головка | 1985 |
|
SU1328169A1 |
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
Изобретение относится к машиностроению и может быть использовано для изготовления большой номенклатуры деталей, например зеркал. Целью изобретения является повышение качества и производительности обработки за счет выбора рациональной траектории абразивных элементов. При включении привода 15 начинает вращаться корпус 2, а шпиндели 3 помимо планетарного движения с помощью винта 6 получают дополнительно возвратно-поступательное перемещение, что приводит к образованию траектории сложной формы и уменьшению точек при перемещении абразивных элементов. 2 с. 1 з.п. ф-лы, 6 ил. А Фие.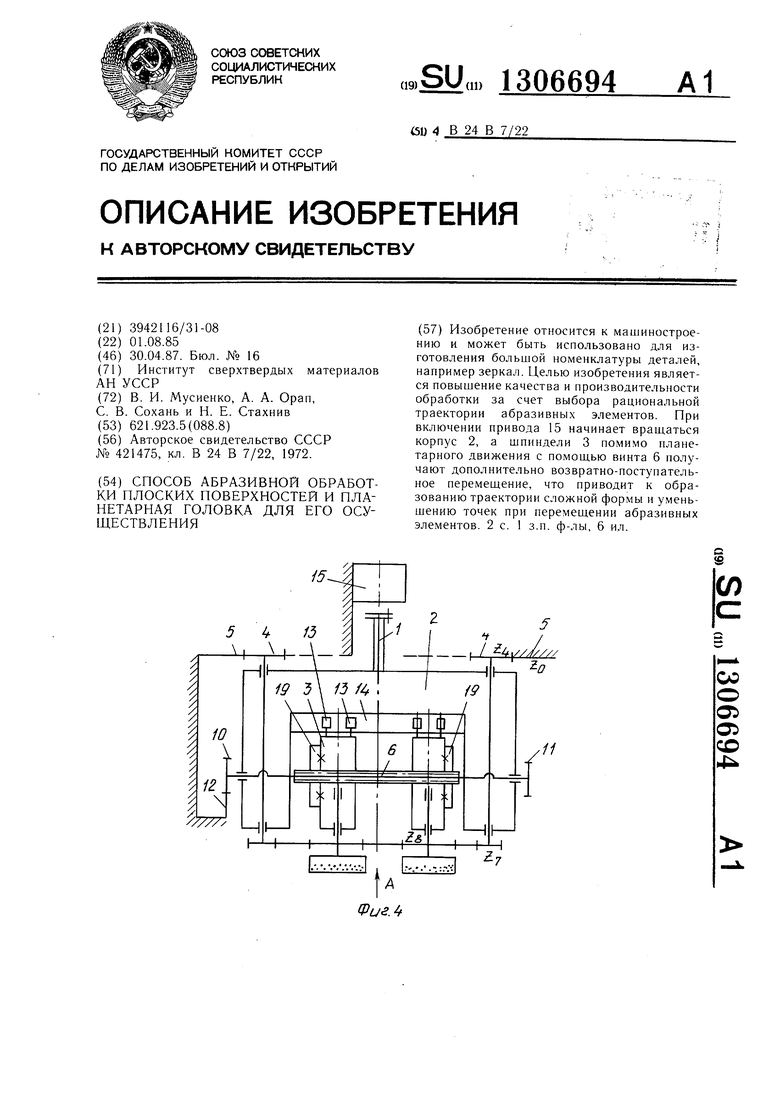
.ь
i X
02
Oz
фиг. 2
(pus.2
12
ВидА
| ПЛАНЕТАРНАЯ ГОЛОВКА К СТАНКУ ДЛЯ ШЛИФОВАНИЯ КАМНЯВП ТБи .UHLРШ | 1972 |
|
SU421475A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
