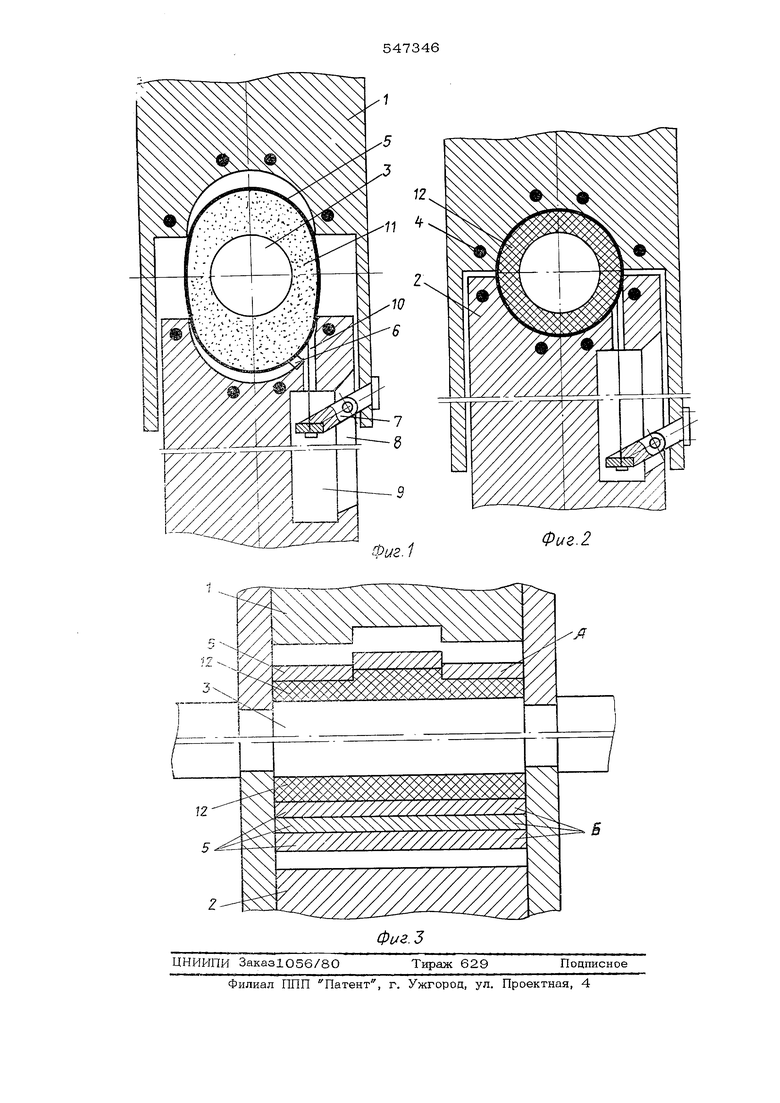
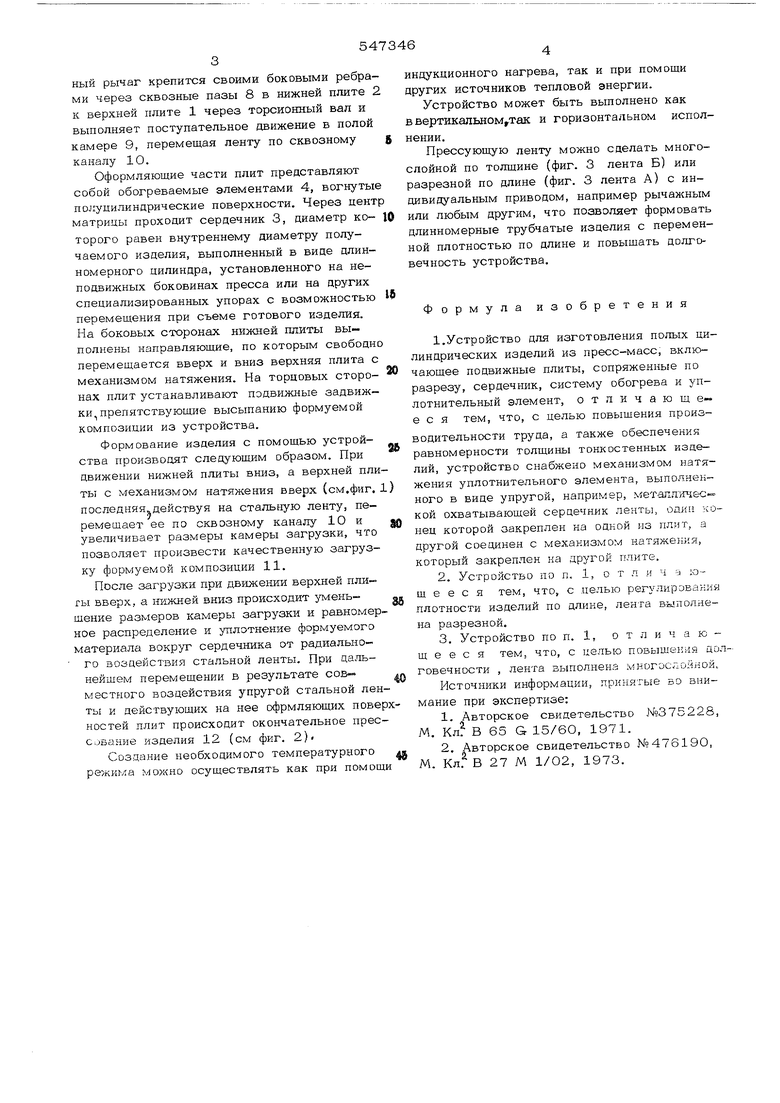
ный рычаг крепится своими боковыми ребра ми через сквозные пазы 8 в нижней плите к верхней плите 1 через торсионный вал и выполняет поступательное движение в полой камере 9, перемещая ленту по сквозному каналу 10. Оформляющие части плит представляют собой обогреваемые элементами 4, вогнуты полуцилиндрические поверхности. Через цент матрицы проходит сердечник 3, диаметр ко- торого равен внутреннему диаметру получаемого изделия, выполненный в виде длинномерного цилиндра, установленного на неподвижных боковинах пресса или на других специализированных упорах с возможностью перемещения при съеме готового изделия. На боковых сторонах нижней плиты выполнены направляющие, по которым свободн перемещается вверх и вниз верхняя плита с механизмом натяжения. На торцовых сторонах плит устанавливают подвижные задвиж- ки препятствующие высыпанию формуемой композиции из устройства. Формование изделия с помощью устройства производят следующим образом. При движении нижней плиты вниз, а верхней пли ты с механизмом натяжения вверх (см,фиг. последняя.дейсгвуя на стальную ленту, перемещает ее по сквозному каналу 10 и увеличивает размеры камеры загрузки, что позволяет произвести качественную загрузку формуемой композиции 11. После загрузки при движении верхней пли- гы вверх, а нижней происходит jnvieHb- шение размеров камеры загрузки и равномер ное распределение и уплотнение формуемого материала вокруг сердечника от радиального воздействия стальной ленты. При дальнейшем перемещении в результате сов- местного воздействия упругой стальной лен ты и действующих на нее офрмляющих повер ностей плит происходит окончательное прессование изделия 12 (см фиг. 2)« Создание необходимого температурного режима можно осуществлять как при помощ индукционного нагрева, так и при помощи других источников тепловой энергии. Устройство может быть выполнено как ввертикальном так и горизонтальном исполнении. Прессующую ленту можно сделать многослойной по толщине (фиг. 3 лента Б) или разрезной по длине (фиг. 3 лента А) с индивидуальным приводом, например рычажным или любым другим, что позволяет формовать длинномерные трубчатые изделия с переменной плотностью по длине и повыщать долговечность устройства. Формула изобретения 1.Устройство для изготовления полых цилиндрических изделий из пресс-масс, включающее подвижные плиты, сопряженные по разрезу, сердечник, систему обогрева и уплотнительный элемент, отличающееся тем, что, с целью повыщения производительности труда, а также обеспечения равномерности толщины тонкостенных изделий, устройство снабжено механизмом натяжения уплотнительного элемента, выполненного в виде упругой, например, металл-}гчес« кой охватывающей сердечник ленты, один конец которой закреплен на одной из плит, а другой соединен с механизмом натяжения, который закреплен на другой плите. 2.Устройства по п. 1, от л и ч ч ;ощ е е с я тем, что, с целью регулирования плотности изделий по длине, лента выполнена разрезной, 3.Устройство по п. 1, отличающееся тем, что, с целью повышения долговечности , лента выполнена многосг ойиой. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство №375228, М. Кл В 65 G 15/60, 1971. 2.Авторское свидетельство №476190, М. Кл. В 27 М 1/О2, 1973.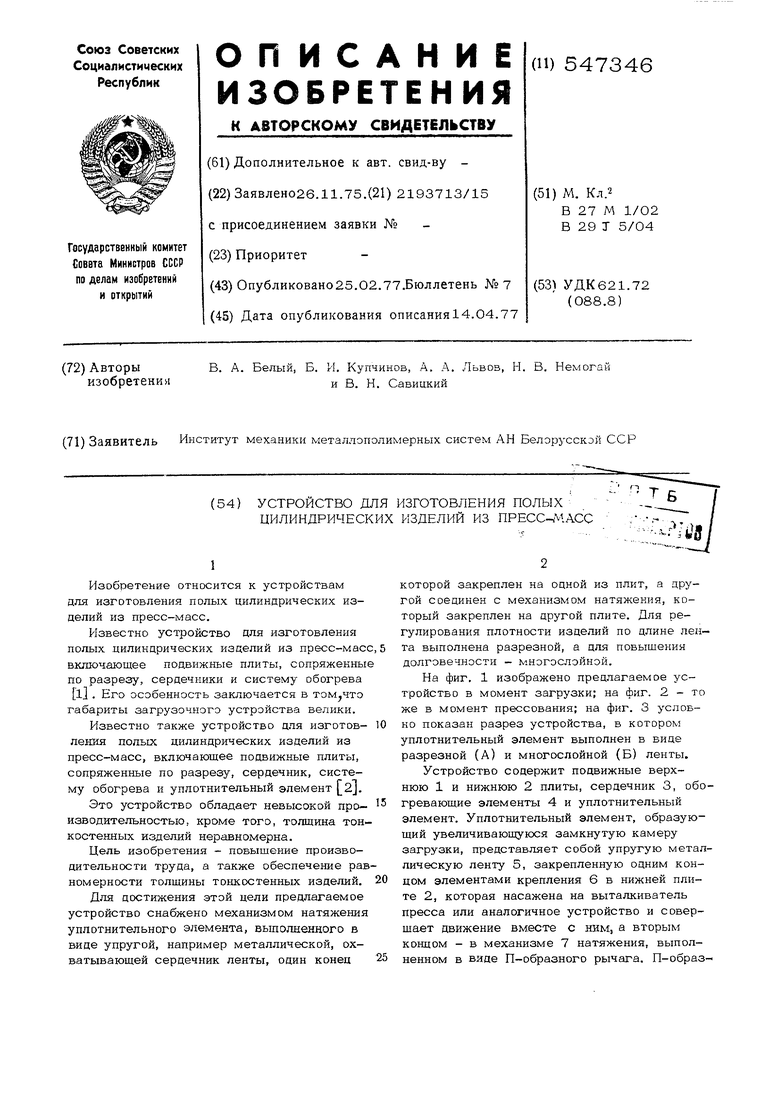
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009021C1 |
| Эксцентриковый пресс для формовки полых камней | 1930 |
|
SU25555A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СЕРДЕЧНИКА ВЫСОКОТЕМПЕРАТУРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2439728C1 |
| СПОСОБ ХОЛОДНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ | 2007 |
|
RU2356682C2 |
| Устройство для спуска кабеля в скважину | 2018 |
|
RU2694453C1 |
| УСТРОЙСТВО И СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛООТХОДОВ В ПАКЕТЫ | 2012 |
|
RU2585609C2 |
| Установка для изготовления строительныхиздЕлий C пуСТОТАМи | 1979 |
|
SU808297A1 |
| СИЛОВОЙ МОДУЛЬ АВТОКЛАВА | 2000 |
|
RU2166409C1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ЧЕРВЯЧНЫХ МАШИН РЕЗИНОВОЙ СМЕСЬЮ В ВИДЕ ЛЕНТЫ | 1994 |
|
RU2092314C1 |