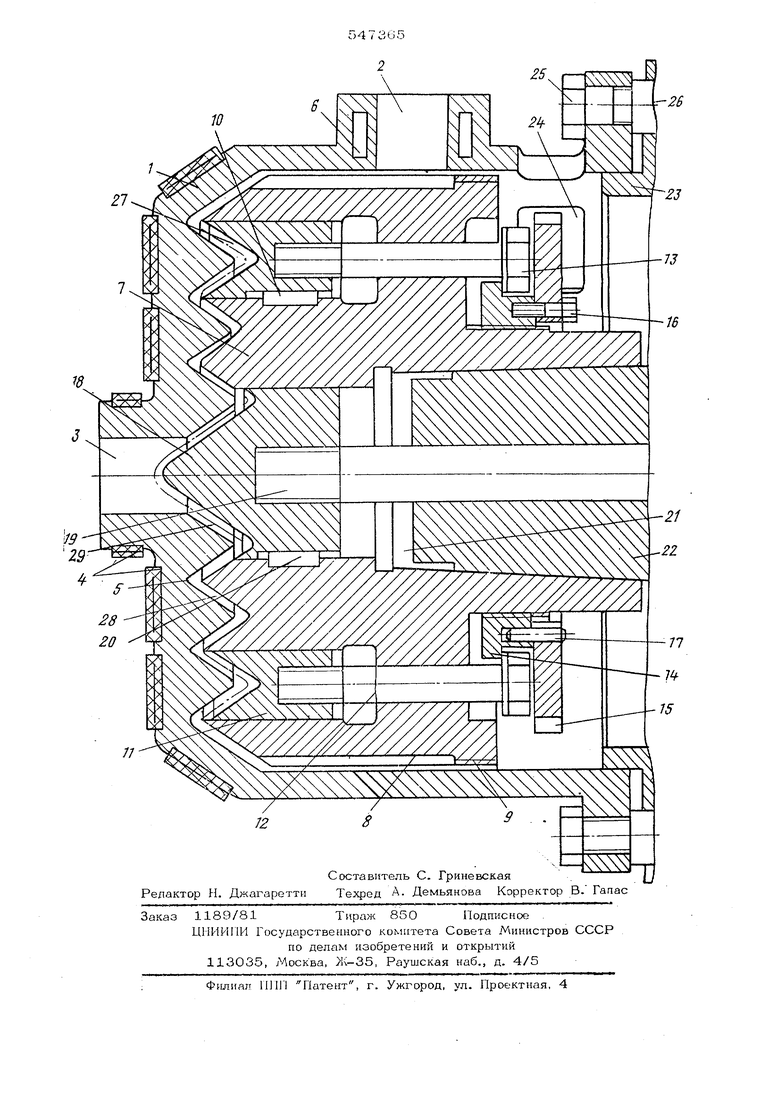
с ними зигзагообразный рабочий зазф и кольцевую npoTonity со шпоночным пазом на периферийной части диска, в которой по шпонке 10 перемещается вдоль оси вра щения диска кольцевой вкладыш 11, Он т$1гами 12, размещенными в направ ляюишх отверстиях диска;, соединен гопов кой 13 с гайкой 14, навернутой на хвостовик диска (на чертеже не показано). ТолоБка 13 от осевого перемещения в про точке гайки 14 ограничена фланцем 15, который при помоащ болтов 16 и штифтов 17 закреплен на гайке. По периферии ианца 15 выполнены пазы под ключ для вращения гайки. Центральная часть 18 диска 7 снабжена зигзагообразным входом на периферии и тягой 19 для перемещения вдоль оси вращения диска 7. Шпонка 20 направляет перемещение центральной части 18 диска 7, и обеспечивает его совместное вращение с диском 7. С другой стороны, диск 7; имеет отверст 21,выполненное в виде конуса Морзе, в кото рое входит хвостовик приводного вала 22 эк /трудера. |Вал экструдера вращается в под щипниках (на чертеже не показано), закрепленньхх в станине-23 экструдера. Корпус 1 имеет окна 24 для доступа к фланцу 15 и крепится болтами 25 к направляющиЛ 26, размещенным в станине экструдера. Рабочий зазор плавильной камеры 27 образуется между выступом корпуса 1 и кольцевым вигадышем 11. Рабочий зазор пластикации 28 образуе зя между концентрическими впадинами и выступами корпуса 1 и соответствуют.-профапем диска 7. Зкструзионный рабочий зазор 29 образуется коническим отверстием Фильеры и центральной части 18 диска 7« Экструдер работает с-.ледующим .обрааом Материал из загрузочной воронки 2 поступает на винтовую нарезку 8 вращающегося диска 7 и продвигается в зигзаг-ообразный рабочий зазор, где он псщверается деформации и плавится. Интенсивность и температуру плавления полимера регулируют осевым перемещением кольцевого вкладьцда 11. После плавления в рабочем зазоре 28 расплав подвергается пластикации и окончательной гомогенизации. Интенсивность и температуру гомогенизации регулируют за счет перемещения корпуса 1 по напрвляющим 26 в станине 23. В рабочем зазоре пластификации 28 расплав окончательно оформляется в сплошь ной поток и экструдируется по центральной части 18 из фильеры 3, причем давление и температура на выходе расплава регулируются перемещением центральной части 18 посредством тяги 19. Благодаря наличию зигзагообразного зазора в сочетании с подвижными камерами плавления, пластикации и экструзии дифференцировано интенсифицируются процессы плавления, пластикации и экструзии и улучшается качест: получаемой продукции. Формула изобретения Дисковьш экструдер для переработки полимерных материалов, содержащий корпус, расположенный в нем диск, образующий с корпусом зигзагообразный рабочий зазор и имеющий центральную часть, установленную с возможностью перемещения вдоль оси диска, отличающийся тем, что, с целью интенсификации процесса плавления, экструдер снабжен кольцевым вкладышем, установленным на периферии диска с возможнсх;тью перемещения вдигш оси диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU729083A1 |
| Центробежный экструдер для полимеров | 1978 |
|
SU765000A1 |
| Экструдер | 2019 |
|
RU2715394C1 |
| Дисковый экструдер для переработки полимерных материалов | 1980 |
|
SU939266A1 |
| Дисковый экструдер для переработки полимерных материалов | 1983 |
|
SU1171347A2 |
| Дисковый экструдер | 1980 |
|
SU937203A1 |
| Двухчервячный экструдер для переработки пластмасс | 1980 |
|
SU937204A1 |
| Дисковый экструдер для переработки полимерных материалов | 1979 |
|
SU789280A2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА И СПОСОБ ПРОИЗВОДСТВА ПИЩЕВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА | 2019 |
|
RU2723718C1 |
| Способ производства гранулированных пигментов | 1970 |
|
SU437792A1 |