(54) УСТРОЙСТВО ДЛЯ СВИВКИ ПУЧКА ПРОВОЛОЧНЫХ ПРЯДЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Канатовьющая машина | 1978 |
|
SU796278A1 |
| Устройство для свивки проволок | 1978 |
|
SU874247A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2235818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕРАСКРУЧИВАЮЩИХСЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2230144C1 |
| Устройство для свивки каната | 1978 |
|
SU821607A1 |
| КАНАТОВЬЮЩАЯ МАШИНА | 2008 |
|
RU2374372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Канатовьющая машина | 1981 |
|
SU910009A1 |
| СВИВАЛЬНАЯ МАШИНА | 1992 |
|
RU2049839C1 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
изобретение относится к устройствам для изготовления витых изделий, например, из проволок или других нитевидных материалов и может быть использовано в метизной, электротехнической, легкой и других отраслях народного хозяйства.
Известно устройство для свивки проволочных прядей, содержащее отдающий механизм, выполненньш в виде нескольких катущек, распределительный механизм, имеющий щаблон с отверстиями, механизм свивки, тянущий и приемные механиз.мы ипривод 1.
Однако такое устройство не обеспечивает сви-вку, например, проволок или других нитевидных материалов с катушек, установленных не на щпинделе, а вынесенных за пределы зоны его вращения.
Оно также не обеспечивает изготовления витого изделия бесщпульным способом, т. е. из проволок, выходящих, например, одновременно с чистовых барабанов нескольких волочильных станов, т. е. минуя операцию предварительной намотки проволок на катущки.
В известном устройстве щпиндель не может развивать больщие обороты из-за больщих центробежных сил, возникающих при его вращении; кроме того, не обеспечивается изготовление в один технологический прием, например, витого двухслойного изделия с различными щагами свивки по слоям и с проJ тивоположной свивкой составляющих элементов и т. д.
Цель изобретения - расщирение технологических возможностей -путем изменения шага свивки.
Для этого предлагаемое устройство снабжено рихтующим механизмом, установленным между механизмом свивки и тянущим механизмом, при этом механизм свивки выполнен в виде ролика с гиперболической боковой поверхностью, а отдающий механизм расположен с регулируемым углом отклонения пучка проволоки к продольной оси ролика.
При этом механизм свивки имеет два или несколько роликов, различных по диаметру и установленных один за другим по 20 одной оси или в параллельных плоскостях.
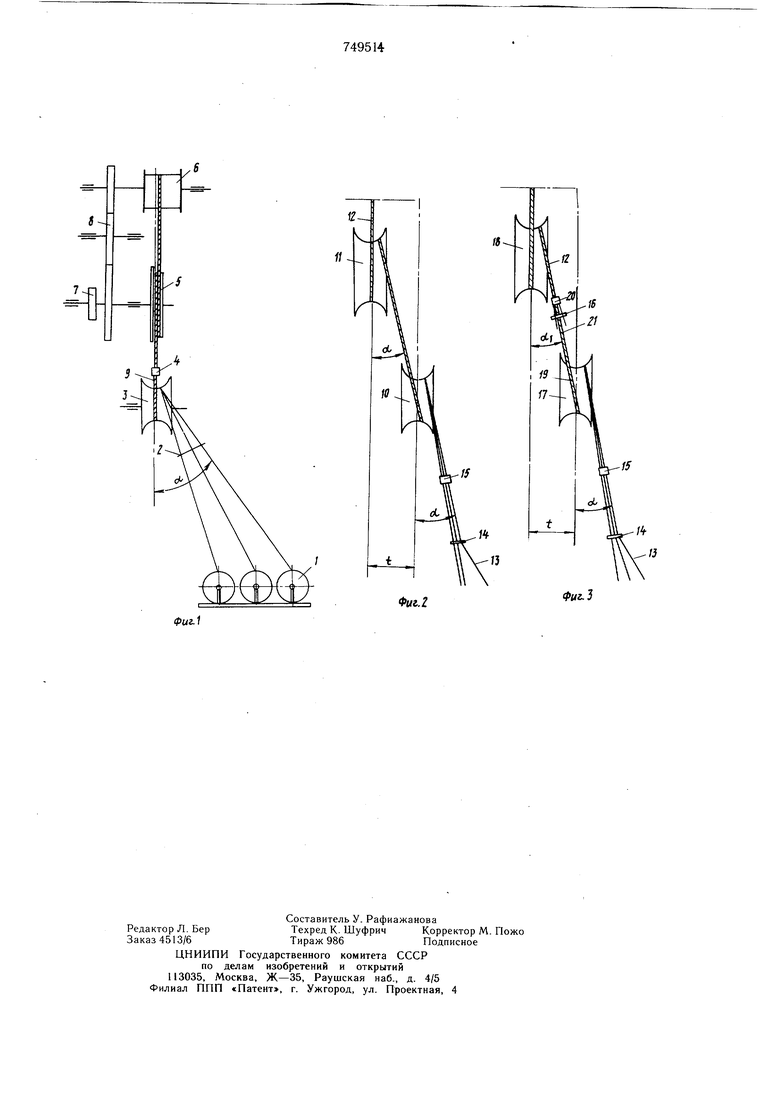
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2 - схема изготовления витого изделия двумя роликами; на фиг. 3 - схема изготовления изделия с двумя слоями составляющих элементов. Предлагаемое устройство состоит из отдающего механизма с размоточными катушками с проволоками 1 (на фиг. 1 показаны три катушки, они же выполняют и роль чистовых барабанов трех волочильных станов, скомпонованных для этих целей), распределительного шаблона 2 с отверстиями плашек, жестко закрепленных на основании устройства и установленных между шаблоном 2 и роликом 3, свободно вращающего на оси, например, гиперболического ролика 3, рихтовального устройства 4, выполненного в виде набора роликов, расположенных в различных плоскостях; оправки или вытяжного шкива 5 и приемной катушки 6 с общим приводом от электродвигателя через шкив 7 ременной передачи и шестерен 8. Устройство работает следующим образом. Составляющие элементы в виде пучка 9 сформированного в неподвижном шаблоне 2 и калибрующих плашках, установленных в фокусе свивки изделия, подаются на правый (см. фиг. 1) или левый буртики, например, гиперболического ролика 3 с некоторым углом девиации а. Затем после огибания ролика или просто направленный по его поверхности пучок 9 пропускается через рихтовальное устройстнво 4, которое предусмотрено для успокоения свитого изделия, и выводится на вытяжной шкив 5, предварительно огибая его двумя-тремя оборотами с последующим закреплением конца пучка на приемной катушке 6. После этого устройство включается на свивку заданного изделия свивки пучка, т. е. при направлении пучка на правый бортик ролика 3 изделие 9 будет иметь левую свивку, а на левый - правую. Физический смысл предлагаемого способа свивки составляющих элементов с помощью буртиков ролика с криволинейной поверхностью заключается в следующем. Пучок параллельных проволок (см. фиг. Г направленный с определенным натяжением и с некоторым углом девиации, например, на правый буртик гиперболического ролика 3, при вращении ролика будет буртиком перекатываться к его центру против часовой стрелки, свивая, например, проволоки относительно плашек влево и, наборот, вправо, если пучок параллельных проволок будет направлен на левый буртик ролика, так как в этом случае пучок составляющих элементов будет также перекатываться левым буртиком ролика 3 к его центру, но теперь уже по часовой стрелке. Угол девиации (или угол .:х набегания пучка проволок на ролик) может иметь различные значения от нуля до максимума. Например, если угол набегания пучка проволок равен нулю, т. е. продольные оси пучка проволок и ролика совмешены, свивка проволок происходить не будет, так как в этом случае исключено влияние буртиков на пучок параллельных проволок. С увеличением угла набегания пучка проволок от нуля до максимума число кручений пучка проволок также будет возрастать, так как с увеличением угла поверхность контакта ролика с пучком проволок будет увеличиваться, а вместе с этим произойдет и увеличение числа кручений на длине участка, равной длине контакта поверхностей пучка проволок и ролика. Из этого следует, что шаг свивки готового изделия зависит от длины контактного участка пучка проволок с поверхностью ролика, т. е. от угла набегания пучка- параллельных проволок на ролик. Таким образом, заданный шаг свивки свиваемому изделию можно задать в широком диапазоне путем изменения угла девиации набегания пучка проволок на ролик и путем изменения размеров самого гиперболического ролика. Кроме того, из-за применения в предлагаемом устройстве двух или более роликов (вместо одного) д.1Я одновременного изготовления одного и того же изделия, расположенных последовательно один за другим по одной оси или п параллельных плоскостях с расстоянием между .ними равным, например, t, технические возможности гиперболических роликов могут быть значительно расширены при гфоизводстве витых изделий из нитевидных материалов. При применении, напри.мер, в предлагаемом устройстве двух роликов 10 и 11 одинакового диаметра (см. фяг. 2), установленfibix в параллельных плоскостях с расстоянием между ними t или по одной оси, изделие 12 на готовом размере можно получить в виде пучка параллельных проволок либо в виде свитого изделия, но с шагом свивки вдвое .меньше по сравнению с зада 1шым. Готовое изделие i2 (см. фиг. 2) на выходе будет получено в виде пучка параллельных проволок, если пучок проволок 3, пропущенный через шаблон 14 и плашхи 15, будет направлен под oдинaкGБЬ 5и углами девиации одновременно на правый буртик ролика 10 и. левый буртик ролика 10, т. е. при а tti. Готовое изделие 12 на ролике 11 будет получено в виде свитого готового изделия с шагом свивки вдвое меньшим, если изделие 12 одновременно направить на ролики 10 и 1 только на правые буртики (см. фиг. 2). Изменяя углы девиации составляющих элементов на ролики 10 и 11 и увеличивая число роликов до трех и т. д., можно получить различные варианты свивки одного и того же изделия. Например, при применении трех роликов для одновременного изготовления одного изделия технологию изготовления его можно организовать по схеме свивка-развивка-свивка или изготовление изделия начать свивкой составляющих элементов сплава, а изделие на готовом размере получить с противоположной свивкой элементов и наобооот и т. д.
При наличии в предлагаемом устройстве двух вытяжных и навивочных механизмов один гиперболический ролик одновременно можно использовать для изготовления двух самостоятельных изделий с противоположными направлениями свивки составляющих элементов, используя для этой цели правый и левый буртики ролика одновременно.
Предлагаемое устройство также позволяет произвести разворот приемно-вытяжного механизма от нуля до 180° относительно гиперболического ролика с размоточным устройством с целью уменьшения зоны обслуживания.
На фиг. 3 схематически показана технология изготовления многослойного, например двухслойного,изделия с одним направлением и с различными шагами свивки по слоям пряди с вытяжкой готового изделия 12 с общим вытяжным шкивом 16 (см. фиг. 1)
Изделие изготавливается двумя роликами 17 и 18, расположенными в параллельных плоскостях с расстоянием между плоскостями t. Первый слой из проволок 13, пропущенных через шаблон 14 и плашки 15, в виде пучка проволок под углом девиации а подается на правый буртик ролика 17, затем этот пучок 10 подается на ролик 18 под углом девиации ci, также на правый буртик ролика 18, предварительно пройдя центральное отверстие шаблона и плашек 20.
Являясь сердечником, изделие в шаблоне обрастает проволоками 21 второго слоя, которые также пропускаются и через плащки 20. Конец двухслойного изделия 12 выводится к приемной катушке с предварительным огибанием этим пучком вытяж-ного шкива.
Диаметры роликов 17 и 18 подбираются описанным способом. Устройство включается в работу на заданную свивку готового изделия.
Аналогично производится изготовление двухслойного изделия с противоположным направлением свивки элементов по слоям. В этом случае используются одновременно правый и левый буртики роликов 17 и 19.
Использование гиперболического ролика с подачей на него составляющих элементов с некоторым углом девиации для свивки готового изделия позволяет вынести катушки с ними за пределы зоны вращения свивающего органа, организовать бесщпульную свивку витых изделий и значительно упростить конструкцию мащин и устройств.
Формула изобретения
S и установленных один за другим по одной оси или в параллельных плоскостях.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 512840, кл. В 21 F 7/00, 1975.
