(54) УСТРОЙСТВО ДЛЯ СВИВКИ ПРОВОЛОК
.1
I Изобретение относится к обработке матариала давлением, в частности к оборудованию для свивки элементов каната и самого каната из составляющих нитевидных материалов - проволоки, пряжи и -может быть использовано при производстве витых изделий в метизной, электротехнической, легкой и других отраслях промышленности.
Известно устройство для свивки проволоки, содержащее смонтированные на станине отдающий механизм, приводной тяговый механизм, свивающий механизм и приемный механизм 1.
Известно устройство для свивки проволоки 2, содержащее отдающий механизм, приводной тяговый механизм и приемный механизм.
Наиболее близким к изобретению по. технической сущности является устройство для свивки проволоки, содержащее смонтированные на станине отдающий механизм, приводной тяговый механизм, свивающий, механизм с калибрующими направляющими элементами, распределительный шаблон и при- емный механизм 3.
Недостатком известных устройств является невысокое качество изделия.
Целью изобретения является, повышение качества изделия.
Указанная цель достигается тем, что устройство для свивки проволок, содержащее смонтированные на станине отдельный ме ханизм, приводной тяговый механизм, свивающий механизм с калибрующими направляющими элементами, распределительный шаблон и приемный механизм, снабжено дополнительным калибрующим направляюш щим элементом и распределительным шаблоном, размещенными последовательно между свивающим и тянущим механизмами, при этом дополнительный распределительный шаблон смонтирован на станине соосно со свивающим механизмом и с возможностью
)5 вращения с той же угловой скоростью, что и свивающий механизм, но в противоположном направлении, а свивающий механизм выполнен В- виде барабана с системой направляющих роликов. Кроме того, на выходе из свивающего механизма ролики размещены симметрично его продольной оси.
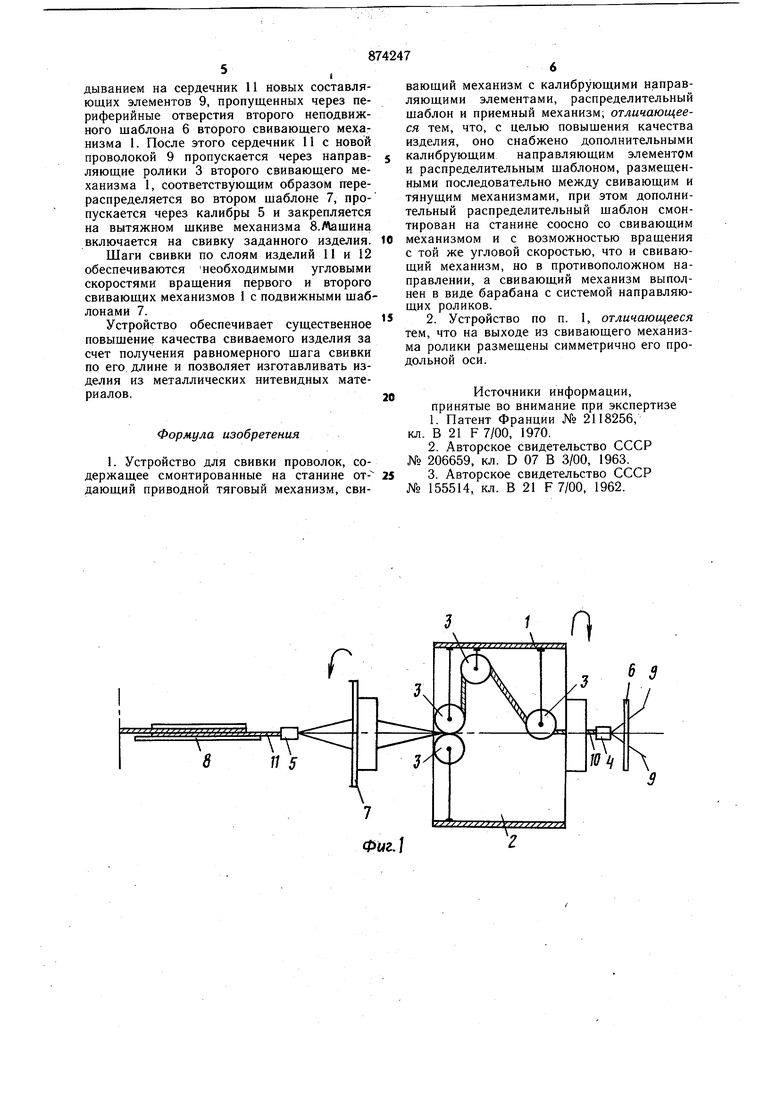
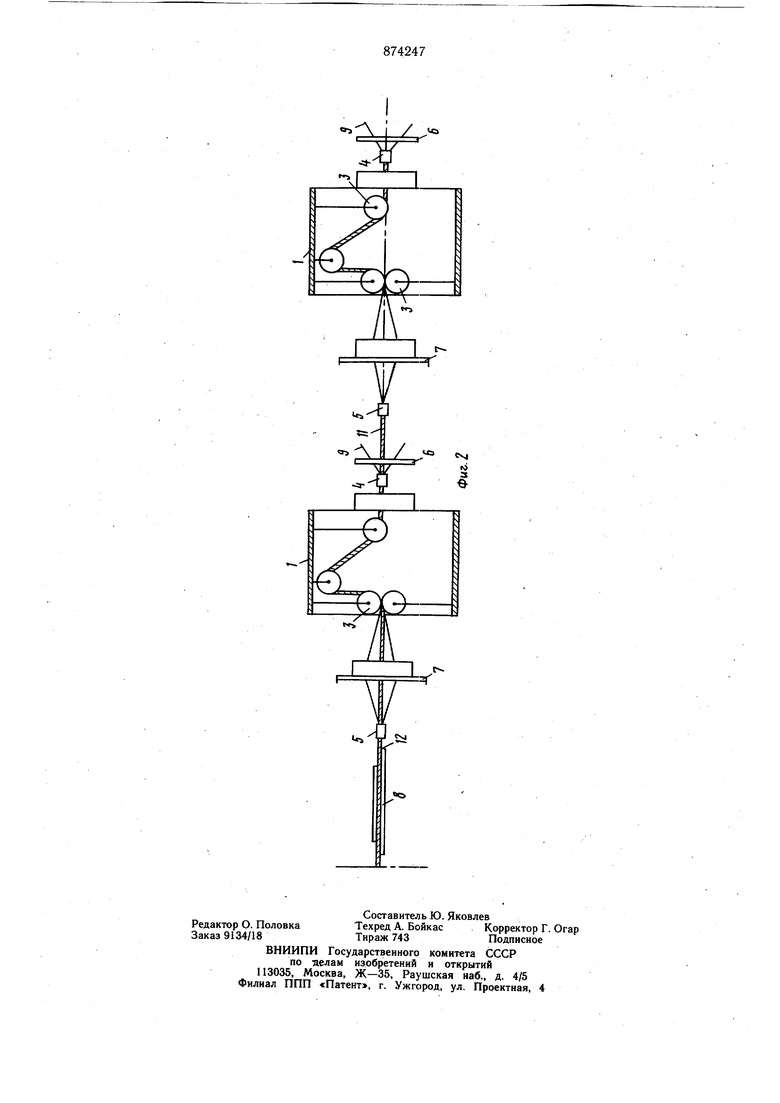
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - сдвоенное устройство. Устройство состоит из свивающего механизма 1, выполненного в виде барабана 2 с системой направляющих роликов 3, размещенных в барабане 2 и на его выходе установленных симметрично продольной оси барабана, калибрующих направляющих элементов основного 4 и дополнительного 5, неподвижного распределительного щаблона 6 и дополнительного приводного распределительного щаблона 7 с возможностью вращения с той же угловой скоростью, что И свивающий механизм 1, но в противоположном направлении. На станине также размещен тянущий механизм 8, отдающий механизм (не показан, расположен справа от щаблона 6) выполнен в виде зарядных катушек с проволоками 9 или другими нитевидными материалами, установленными на неподвижных рамах или выходящих, например, с чистовых барабанов волочильных станов. Основной направляющий элемент 4 предназначен для обжатия предварительно свитого изделия 10, а неподвижный щаблон 6 распределяет составляющие элементы 9 по слоям, при этом дополнительный направляющий элемент 5 предназначен для обжатия готового витого изделия 1.1 и размещен после дополнительного шаблона 7. УКладочный и приемный механизмы (не показаны) установлены слева от тянущего механизма 8. В основу изготовления витого изделия 11 заложен способ предварительной свивки составляющих элементов 9 в изделие 10 роликами 3 свивающего механизма 1 с последующей раскруткой и повторной скруткой подвижным щаблоном 7 в готовое изделие 11. Шаг свивки обеспечивается необходимой скоростью вытяжки готового изделия 11 тянущим механизмом 8 и числом оборотов свивающего механизма 1 и шаблона 7. Направление свивки изделия 11 обеспечивается вращением свивающего механизма 1 по часовой или против часовой стрелки. 11 -ia, riJiri I riD TCIVV/DV ri 1 . Устройство работает следующим обра «J - iСоставляющие элементы 9 (проволока, витые изделия, каболки и т.д.) с отдающего механизма или чистовых барабанов (не показаны, установлены справа от шаблона 6) после распределения в неподвижном щаблоне 6 пропускаются через калибр 4 и в виде пучка 10 подаются на направляющие ролики 3 свивающего механизма 1. Затем составляющие элементы пучка 10 повторно перераспределяются в подвижном распределительном щаблоне 7, пропускаются через калибрующие элементы 5 и закрепляются на вытяжном тянущем механизме 8. Устройство включается на заданный шаг и направление свивки. Заправка устройства составляющими элементами, например проволокой 9, осуществляется по следующей схеме: проволока 9 в виде пучка 10 после роликов 3 пропускается через центральное отверстие подвижного щаблона 7, калибры 5 и закрепляется на вытяжном механизме 8. После этого включается устройство до получения витого изделия 10 на выходных роликах 3 свивающего механизма 1. Затем проволока 9 освобождается от крепления на щкиве механизма 8, выводится из центрального отверстия щаблона 7 и вновь, теперь уже окончательно, перераспределяется в периферийных отверстиях щаблона 7 по слоям изделия 11, пропускается через калибры 5 и закрепляется на вытяжном щкиве механизма 8. Устройство включается на свивку готового изделия И. Для примера рассмотрим изготовление витого изделия 11 правой свивки. Для его изготовления необходимо обеспечить вращение свивающего механизма 1 по часовой, а подвижного распределительного щаблона 7 - против часовой стрелок с равными угловыми скоростями вращения. В этом случае изделие 10 получит предварительную правую свивку на роликах 3 и правую свивку этого же изделия 11 на вытяжном шкиве механизма 8 с промежуточным раскручиванием изделия 10 на участке между шаблоном 7 и свивающим механизмом I. Так изготавливают витое изделие в один технологический прием практически с любым числом составляющих элементов, но с одним щагом свивки по слоям изделия. Устройство позволяет также осуществить процесс свивки витого изделия с любым числом составляющих элементов, но с различными шагами свивки их по слоям изделия. Для примера рассмотрим изготовление двухслойного изделия с различными шагами свивки составляющих элементов по слоям изделия. Для этой цели между свивающим механизмом 1 с подвижным щаблоном 7 и калибрующими элементами 5 и вытяжным щкивом механизма 8 предусматривается второй свивающий механизм 1 с подвижным шабло механизмом с другими составляющими элементами 9, установленными по оси первого свивающего механизма 1. Первый и второй свивающие механизмы 1, а также подвижные щаблоны 7 кинематически связаны с вытяжным механизмом (щкивом) 8. Свивка двухслойного изделия 12 осуществляется с различными щагами свивки составляющих элементов 9 по слоям изделия. Составляющие элементы 9 подаются в первый и второй свивающие механизмы 1 различных отдающих механизмов или с чистовых барабанов волочильных станов, Так, например, первый слой проволок 9 с заданным шагом свивки свивается в изделие 11 первым свивающим механизмом 1 и первым щаблоном 7. Затем изделие 11 в виде свитого сердечника пропускается через центральное отверстие второго неподвижного щаблона б и калибр 4 второго свивающегр механизма 1 с одновременным накладыванием на сердечник 11 новых составляющих элементов 9, пропущенных через периферийные отверстия второго неподвижного щаблона б второго свивающего механизма 1. После этого сердечник 11 с новой проволокой 9 пропускается через направляющие ролики 3 второго свивающего механизма 1, соответствующим образом перераспределяется во втором щаблоне 7, пропускается через калибры 5 и закрепляется на вытяжном щкиве механизма 8.А ащина включается на свивку заданного изделия. Шаги свивки по слоям изделий 11 и 12 обеспечиваются необходимыми угловыми скоростями вращения первого и второго свивающих механизмов 1 с подвижными щаблонами 7. Устройство обеспечивает существенное повыщение качества свиваемого изделия за счет получения равномерного щага свивки по его длине и позволяет изготавливать изделия из металлических нитевидных материалов. Формула изобретения 1. Устройство для свивки проволок, содержащее смонтированные на станине от- дающий приводной тяговый механизм, свивающий механизм с калибрующими направляющими элементами, распределительный щаблон и приемный механизм; отличающееся тем, что, с целью повыщения качества изделия, оно снабжено дополнительными калибрующим направляющим элементом и распределительным щаблоном, размещенными последовательно между свивающим и тянущим механизмами, при этом дополнительный распределительный щаблон смонтирован на станине соосно со свивающим механизмом и с возможностью вращения с той же угловой скоростью, что и свивающий механизм, но в противоположном направлении, а свивающий механизм выполнен в виде барабана с системой направляющих роликов. 2. Устройство по п. 1, отличающееся тем, что на выходе из свивающего механизма ролики размещены симметрично его продольной оси. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2118256, кл. В 21 F7/00, 1970. 2.Авторское свидетельство СССР № 206659, кл. D 07 В 3/00, 1963. 3.Авторское свидетельство СССР № 155514, кл. В 21 F 7/00, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для свивки пучка проволочных прядей | 1978 |
|
SU749514A1 |
| Канатовьющая машина | 1978 |
|
SU796278A1 |
| Устройство для свивки каната | 1978 |
|
SU821607A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1980 |
|
SU941455A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU720084A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1974 |
|
SU501127A1 |
| Способ пластического обжатия витых проволочных изделий | 1976 |
|
SU614143A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2235818C1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU968123A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1982 |
|
SU1032072A2 |
8
// 5
6 3
; /
