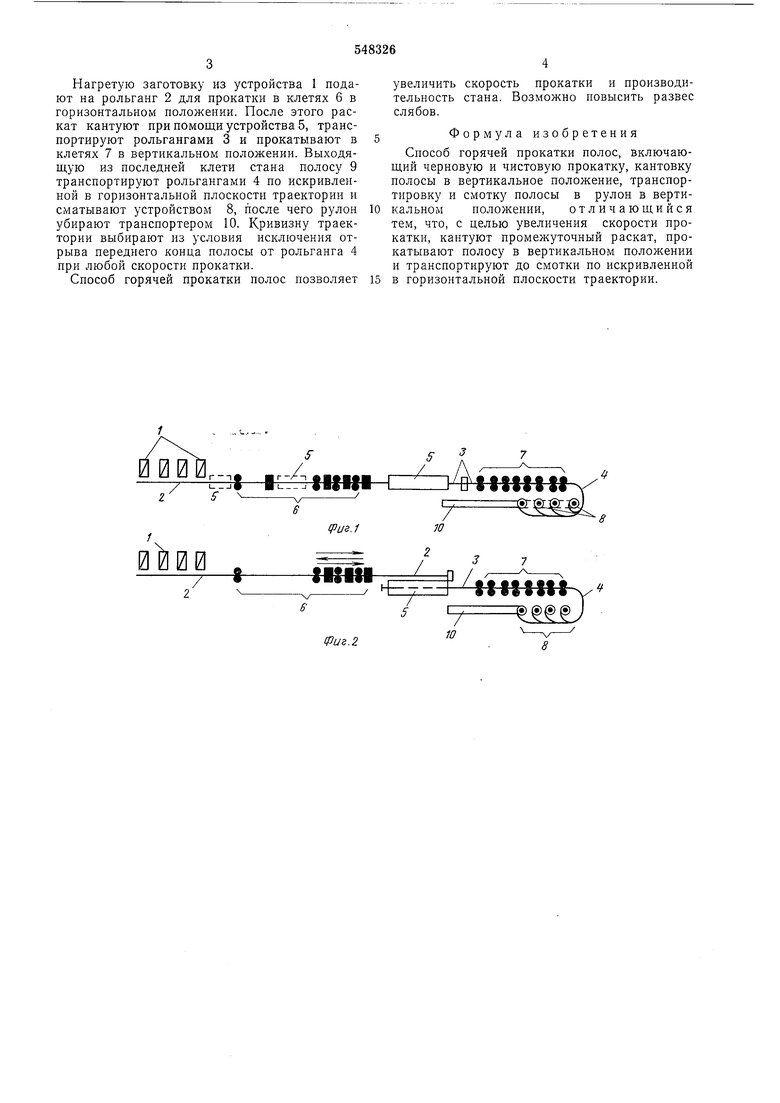
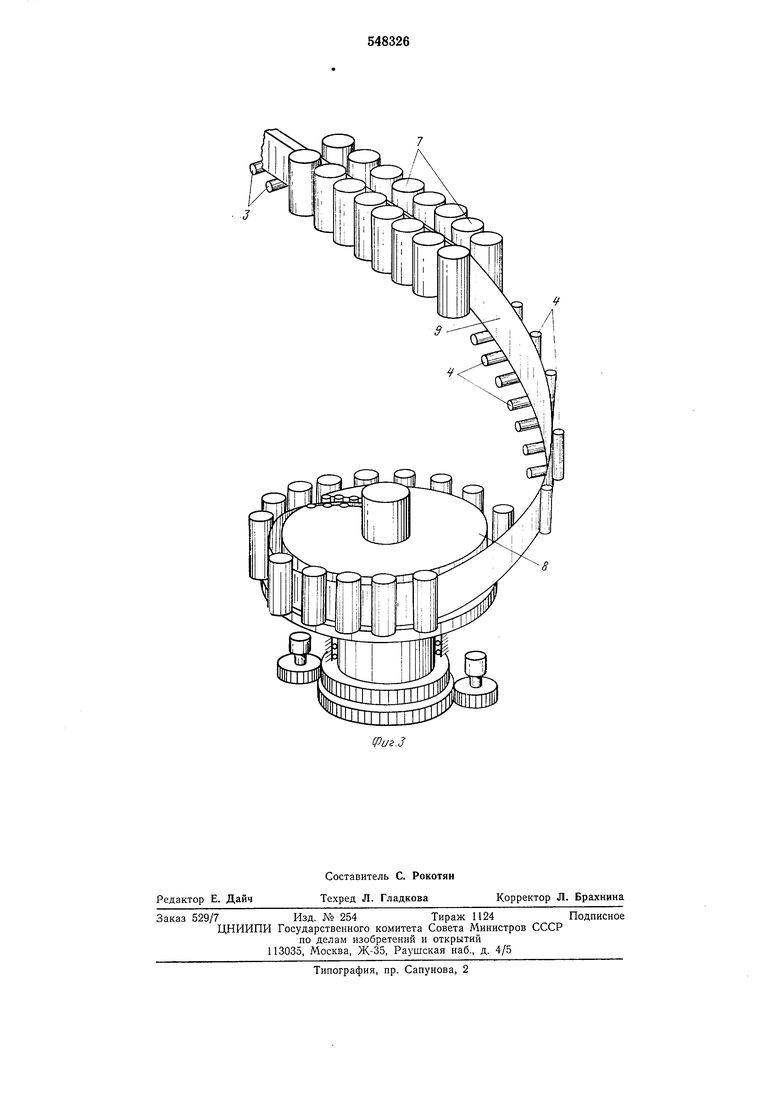
Нагретую заготовку из устройства 1 подают на рольганг 2 для прокатки в клетях 6 в горизонтальном положении. После этого раскат кантуют при помощи устройства 5, транспортируют рольгангами 3 и прокатывают в клетях 7 в вертикальном положении. Выходящую из последней клети стана полосу 9 транспортируют рольгангами 4 по искривленной в горизонтальной плоскости траектории и сматывают устройством 8, после чего рулон убирают транспортером 10. Кривизну траектории выбирают из условия исключения отрыва переднего конца полосы от рольганга 4 при любой скорости прокатки.
Способ горячей прокатки полос позволяет
увеличить скорость прокатки и производительность стана. Возможно повысить развес слябов.
Формула изобретения
Способ горячей прокатки полос, включающий черновую и чистовую прокатку, кантовку полосы в вертикальное положение, транспортировку и смотку полосы в рулон в вертикальном положении, отличающийся тем, что, с целью увеличения скорости прокатки, кантуют промежуточный раскат, прокатывают полосу в вертикальном положении и транспортируют до смотки по искривленной в горизонтальной плоскости траектории.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| Прокатный стан для производства горячекатаных полос | 1976 |
|
SU686787A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2279937C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| Способ горячей прокатки полос | 1984 |
|
SU1176981A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ЛИСТОВОМ СТАНЕ | 2012 |
|
RU2487768C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ С ДВУМЯ ГРУППАМИ МОТАЛОК | 2005 |
|
RU2312720C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| Способ горячей прокатки толстолистовой стали | 1983 |
|
SU1152673A1 |
f
/
