(54) ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС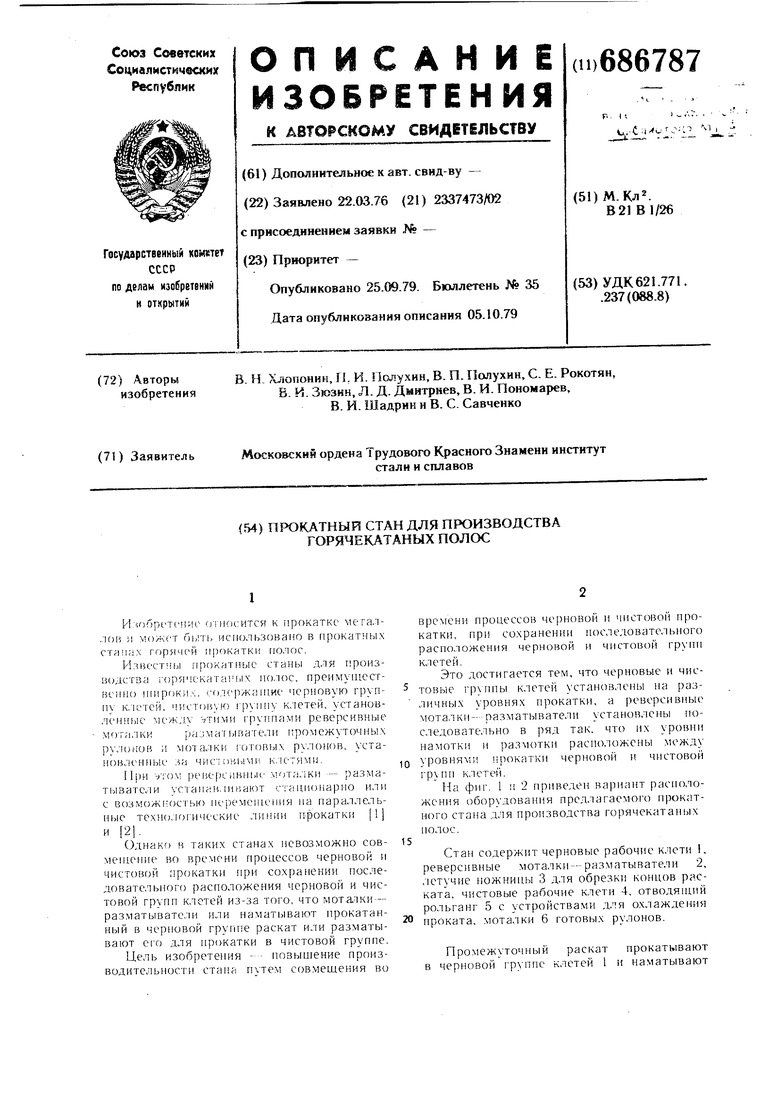
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471580C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2254183C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
i
Ичпбрстсиио относится к ирокаткс мегал..K)ti 1 может быть исгкхпьзоЕ ано в прокатных CTaiiji.x горячей прокатки полос.
Известны прокатные станы для произнодства г()рячеката ч,1Х полос, преиму иествеппо пирокил. солср/капшс черновую трупnv к/1етей. чистоную lynny клете й, уетановлен и,1с межл.у чтпмп группами реверсивные моталки ра:;матыватели промежуточных ру.юнов и моталки 4)тов)1х ру.юнов, устапов,:1енные за чистовыми к,1С-тямн.
При реверсивн1,1е мота.лки - размаТ1-)1ватели устапавлинак т ciannonapiio или с возмож1;остьк) перемещения па параллельные техпо,логт1ческие п-рокатки и Г2.
Однако в таких станах невозможно еовмеи1ение во времени процессов черновой н чистовой прокатки нрп сохранении последовательпого расположения черновой и чистовой групп клетей из-за того, что мотапки-разматывателп или наматывают прокатанный в черновой группе раскат или разматывают его для прокатки в чистовой группе.
Цель изобретения - - повышение производительности стана совмещения во
времени процессов че)новои и чистовой прокатки, при сохранении носледовательного расположения черновой и чистовой групп клетей.
Это достигается тем, что черновые и чистовые группы клетей установлены на различных уровнях прокатки, а реверсивные моталки- разматыватели установлены последовательно в ряд так, что их уровни намоткп и размотки расположены между
уровнями прокатки черновой и чистовой групп клетей.
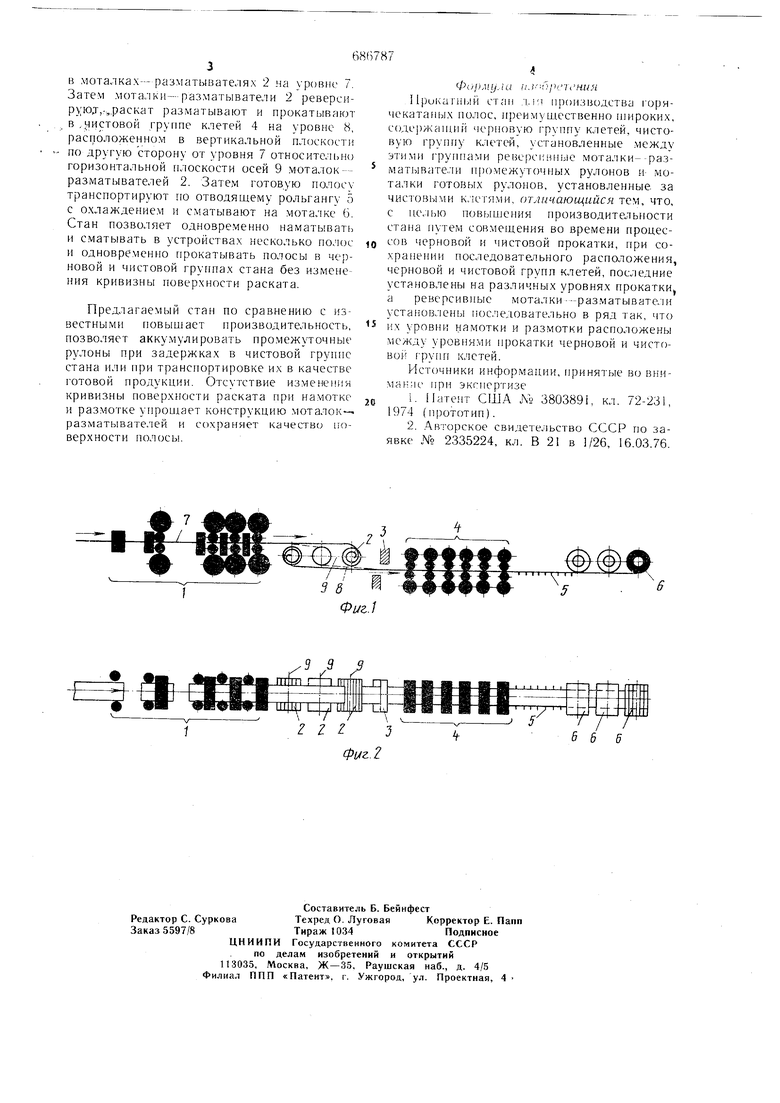
На фиг. I и 2 приведеп вариант расноложения оборудования предлагаемого прокатного стана для производства горячекатаных нолос.
Стан содержит черновые рабочие к,1ети 1, реверсивные моталки-разматыватели 2, летучие ножницы 3 для обрезки концов раската, чистовые рабочие клети 4, отводящий рольганг 5 с устройствами д, охлаждения
проката, моталки 6 готовых рулонов.
Про.межуточный раскат
прокатывают в черновой группе клетей 1 и наматывают
в моталках-- разматывателях 2 на уровне 7. Затем моталки- разматыватели 2 реверсиpyroj,.,.раскат разматывают и прокатывают в ,л1истовой группе клетей 4 на уровне 8, расположенном в вертикальной плоскости по другую сторону от уровня 7 относител1)Но горизонтальной плоскости осей 9 моталок- разматывателей 2. Затем готовую полосу транспортируют по отводяндему рольгангу 5 с охлаждением и сматывают на моталке 6. Стан позволяет одновременно наматывать и сматывать в устройствах несколько полос и одновременно прокатывать полосы в черновой и чистовой группах стана без измене ния кривизны поверхности раската.
Предлагаемый стан по сравнению с известными повышает производительность, позволяет аккумулировать промежуточные рулоны при задержках в чистовой группе стана или при транспортировке их в качестве готовой продукции. Отсутствие изменения кривизны поверхности раската при намотке и размотке упроиаает конетрукцию моталок- разматывателей и сохраняет качестве; поверхности полосы.
ФорМуЛи )/. (:;Т/(7 i.4W.4
11рикаг1И11Й стан л.Mi производства горячекатаных полос, преимун 1ественно (нироких, соде)жаии1Й черновую группу клетей, чистовую группу клетей, установленные между эти.ми грунпа.ми реве)С1-;нн 1е моталки--разматывате.ти 11)омежуточных рулонов и моталки готовых рулонов, установленные за чистовыми клетями, отличающийся тем, что, с ие,1ью повышения нроизводительности стана путем совме1дения во вре.мени процессов черновой и чистовой прокатки, при сохранении последовательного раеположения, черновой и чистовой групп клетей, последние установлены на различных уровнях прокатки, а реверсивные моталки-разматывате.1и установлены последовательно в ряд так, что их уровни намотки и размотки расположены между уровнями прокатки черновой и чистовой групп клетей.
Источники информации, принятые во внимание при экспертизе
