(54) ЛИТЕЙНАЯ ФОРМА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения зазора по разъему песчаной формы | 1977 |
|
SU703219A1 |
| Самотвердеющая масса для уплотнения разъема литейных форм и стержней | 1985 |
|
SU1294451A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ЛИТЕЙНЫХ ФОРМВСЕСОЮЗНАЯ | 1972 |
|
SU358080A1 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Разъемная разовая литейная форма | 1984 |
|
SU1296277A1 |
| КОКИЛЬ С ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА | 1991 |
|
RU2009008C1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
1
Изобретение относится к отрасли литейного производства и может быть использовано при изготовлении литейных форм преимущественно для крупных отливок.
Известна литейная форма, включающая верхнюю и нижнюю полуформы с литниковой системой и имеющая прокладку по всему периметру разъема собранной формы, выполненную в виде сплошного валика из высокоогнеупорных легкодеформпруемых материалов: огнеупорной глины, прокладочной пасты или асбестового шнура.
Однако указанная литейная форма не обеспечивает качественной герметизации разъема полуформ и приводит к получеиию заливов по разъему, требующих дополнительных затрат для их устранения, и снижает размерную точность отливок.
Известна также песчаная литейная форма, состоящая из верхней и нижней полуформ с литпиковой системой и уплотнительным элементом разъема полуформ, установленным по периметру разъема и выполненным в виде холодильника.
Такая конструкция литейной формы также не иозволяет полностью ликвидировать заливы по разъему. В образованный между полуформами зазор из рабочей полости формы в
процессе ее заполнения поступает жидкпй металл до встречи с уплотняющим элементом и, затвердевая, образует заливы.
В результате снижается размерная точность отливок и увеличивается величина припуска на мехаиическую обработку. Это вызывает необходимость обрубки заливов на отливках, что является трудоемкой и дорогостоящей операцией в литейных цехах, а также приводит к
дoпOv нитeльпoй мехаиической обработке.
Целью изобретеиия является устранение заливов по разъему полуформ и повыщеиие размерной точности отливок. Достигается это за счет того, что уплотиительный огнеупорный элемент, выполненный в виде гибкой леиты, укреилеп одним краем в плоскости разъема па нижней полуформе по перпметру ее формообразующей части, а второй край этого уилотнительного элемента расположен свободно внутри рабочей полости формы.
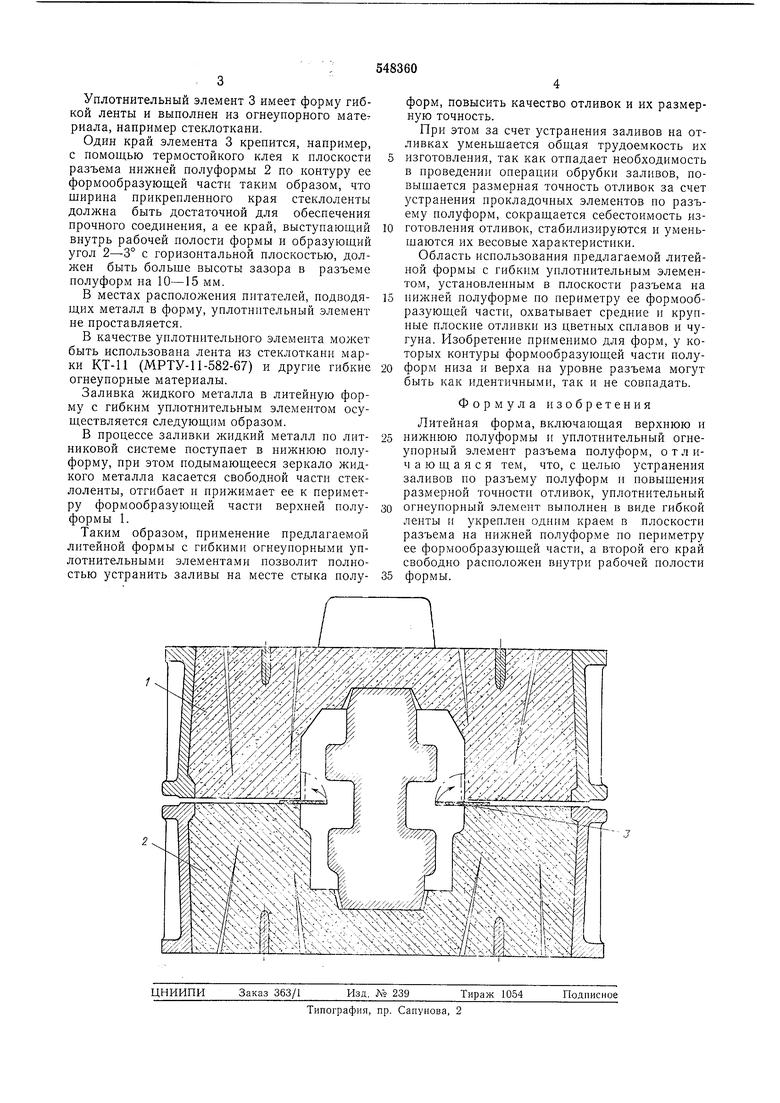
На чертеже представлена литейная форма с уплотнительным элементом, поперечный разрез.
Литейиая форма состоит из верхней полуформы 1, нижней полуформы 2 и уплотнительного огнеупорпого элемента 3 разъема иолуформ.
