1
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных песчаных форм, преимущественно для крупных отливок.
Известен способ уплотнения зазора по разъему песчаной формы с помощью легкодеформируемых материалов (огнеупорной глины, прокладочной пасты или асбестового шнура), расположенных между нижней и верхней полуформа.ми по всему периметру разъема 1.
При этом способе после заливки формы имеют место заливы по разъему, что снижает размерную точность отливок и требует дополнительных затрат на их зачистку.
Наиболее близким к описываемому изобретению по технической сущности является способ уплотнения зазора путем расположения по разъему полуформы огнеупорнрй жидкоподвижной смеси. Огнеупорную жидкоподвижную смесь помещают в канавку, выполненную в нижней полуформе. При сборке полуформ выступ, сделанный в верхней полуформе, вытесняет из канавки жидкоподвижную смесь в зазор между полуформами, чем обеспечивается уплотнение зазора. Но .так
как канавка расположена на некотором расстоянии от полости формы во избежание засоров, после заливки формы . металлом отливка имеет заливы по разъему формы. К тому же наличие замка (канавки и выступа) Б случае неточной сборки может привести к нарущению геометрии отливок 2.
Цель изобретения - повышение качества отливок.
Для достижения цели рабочие полости полуформ закрывают по разъему вставками из газонаполненного термопласта, выступающими за линию разъема, а огнеупорную жидкоподвижную смесь располагают вплотную вокруг этих вставок.
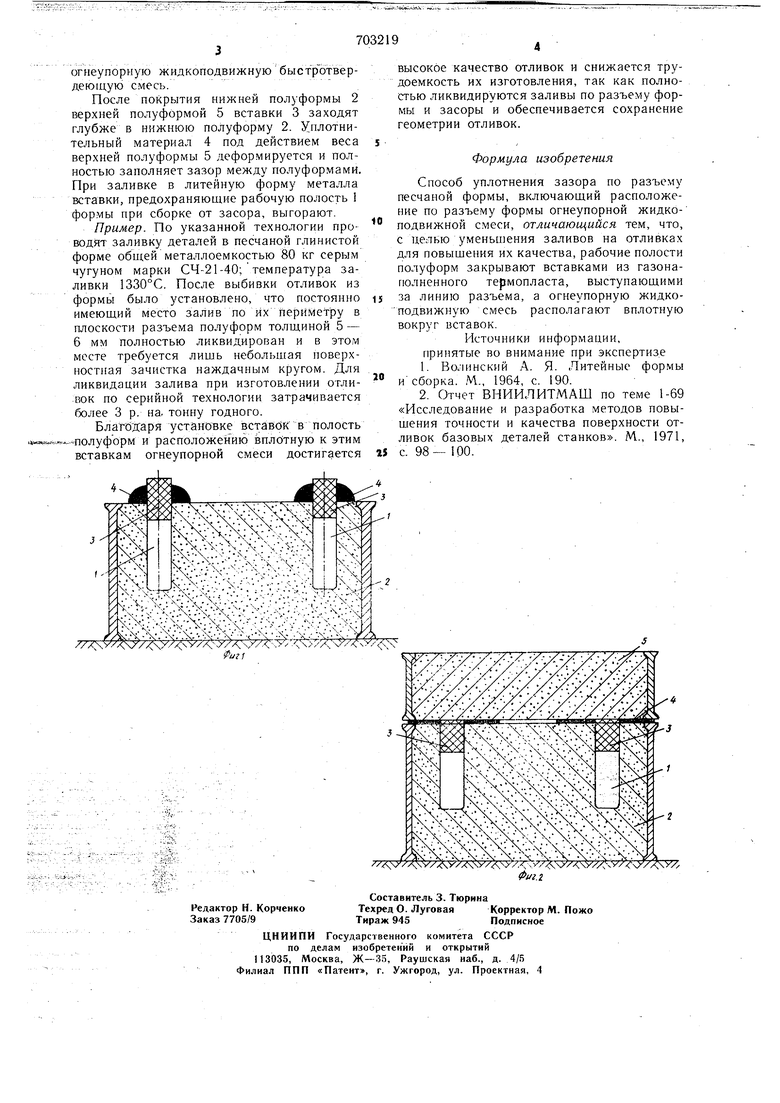
На фиг. I изображена полуформа с уплотнительным материалом до сборки; на фиг. 2 готовая литейная форма.
В рабочую полость 1 нижней литейной полуформы 2 устанавливают вставки 3, выполненные, например, из пенопласта. В местах установки стержней вставки помещают в зазор между стенками формы с стержнями. Вплотную квставкам 3 на лад нижней полуформы укладывают уплотнительный материал 4, в качестве которого используют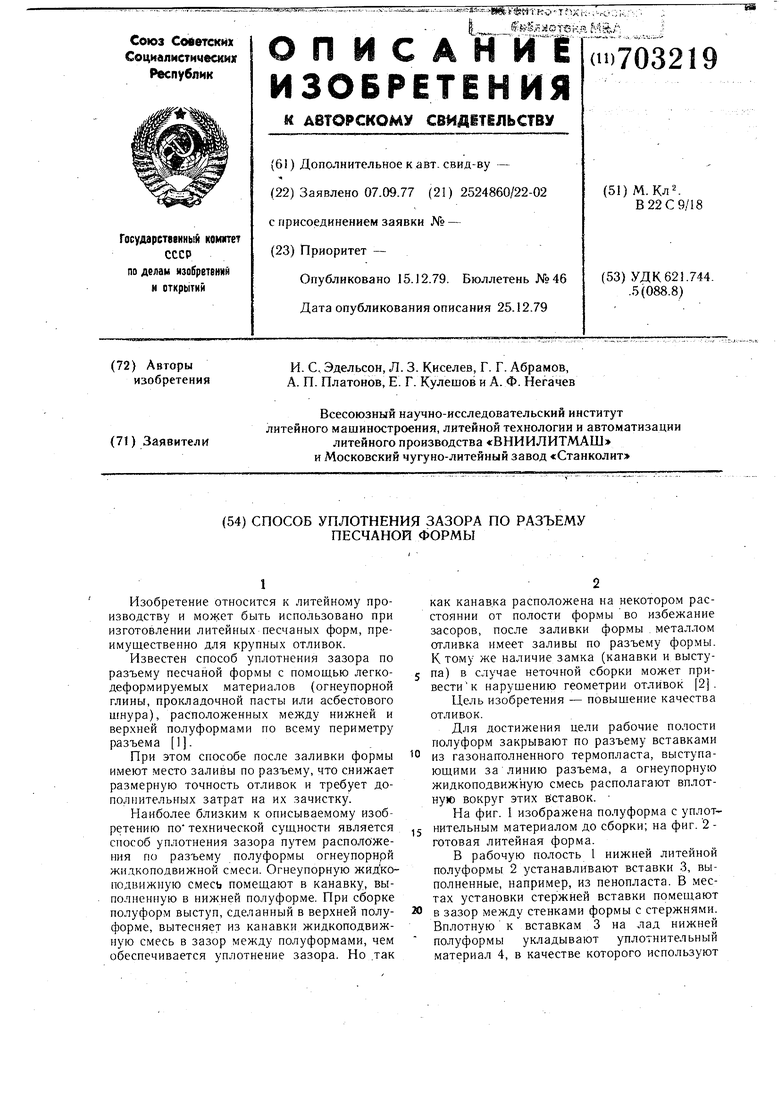
| название | год | авторы | номер документа |
|---|---|---|---|
| Самотвердеющая масса для уплотнения разъема литейных форм и стержней | 1985 |
|
SU1294451A1 |
| Литейная форма | 1975 |
|
SU548360A1 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМИЫХ МЕТАЛЛИЧЕСКИХ | 1973 |
|
SU387785A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ЛИТЕЙНЫХ ФОРМВСЕСОЮЗНАЯ | 1972 |
|
SU358080A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| МЕТАЛЛИЧЕСКАЯ ОПОРНАЯ ЧАСТЬ КОМПОЗИЦИОННОЙ КЕРАМИЧЕСКОЙ ФОРМЫ, КОМПОЗИЦИОННАЯ КЕРАМИЧЕСКАЯ ФОРМА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ КЕРАМИЧЕСКОЙ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2252105C2 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
