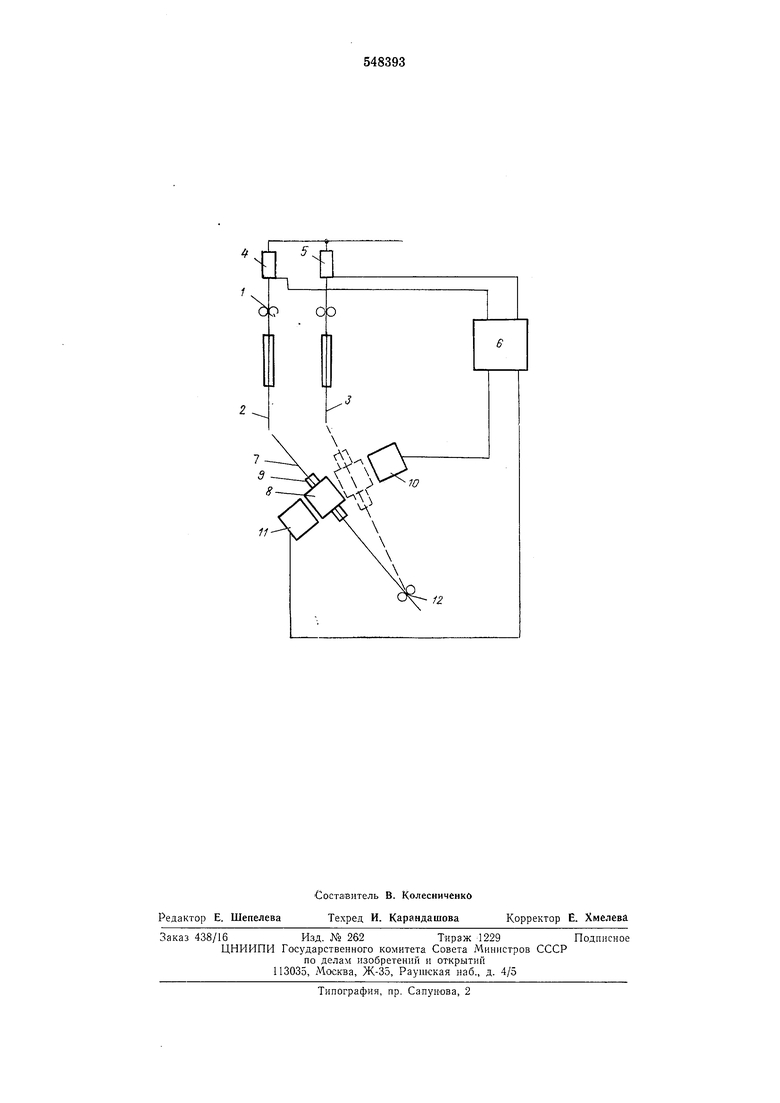
п,рн питании от одного источника тока в первоначальный момент времени дуга загорается на одном из электродов, дуговой промежуток которого будет иметь большую проводимость (например, один из электродов ближе подойдет к наплавляемой детали). При этом сварочный ток на электроде превышает номинальную величину тока для данной скорости подачи электрода. Происходит его плавление (скорость плавления больше, чем скорость подачи электрода), увеличивается дуговой промежуток и дуга переходит в стадию затухания. В этот момент дуговой промежуток на другом электроде уменьшится и будет иметь большую проводимость. Так произойдет .возбуждение дуги и начнется плавление второго электрода. Процесс повторяется. При наплавке сигнал с датчиков тока 4, 5, поступающий на выход электронного ключевого элемента 6, в зависимости от полярности включает одно из плеч элект;ронлого ключевого элемента, на выходе которого включена обмотка электромагнита 10 или 11. Включенный электромагнит 10 или И лритягивает якорь 8, механически связанный с мундштуком 9, через который проходит присадочная проволока 7.
Конец присадочной проволоки 7 оказывается в зоне сварочной дуги одного электрода, где в данный -момент временн сварочный ток больше. За счет плавления этого электрода .расстояние между ни-м и деталью увеличиваетСЯ, увеличивается сопротивление дугового промежутка и ток сварочной дуги уменьшается, а в цепи другого электрода в этот момент времени сварочный ток становится больше и с1 Г}1ал датчиков тока 4, 5, поступающий в электронный ключевой элемент 6, меняет полярность, в результате чего последний переключает ток с обмотки электромагнита 10 «а обмотку электромагнита И, тем самым перемещая якорь 8 с Мундштуком 9 и присадочную проволоку 7 в зону дуги электрода 2. При сварке и наплавке присадочная проволока 7 в каждый момент времени находится в зоне дуги электродов 2, 3, с максимальным сварочным током, который обеспечивает непрерывное ее расплавление за счет тепла сварочных дуг. Частота перепадов
токов сварочных электродов находится в пределах 0,3-20 ГЦ.
Благодаря управляемому колебанию присадочной проволоки и попаданию ее в зону сварочной дуги в момент ее на ибольшего горения позволяет подавать лрисадочную проволоку с большей скоростью, обеспечивая полное ее расплавление и увеличение производительности сварки и наплавки за счет увеличения коэффициента наплавки на 15% по сравнению с существующими сварочно-наплавочными аппарата.ми.
При этом расход электроэнергии на расплавление электродного .материала уменьшается
на 36%. Колебание присадочной проволоки в сварочных ваннах, улучшая условия кристаллизации расплавленного металла, повышает служебные свойства наплавленного .металла. Горение дуги в раздельные сварочные ванны
увеличивает ширину наплавленного слоя, что повышает производительность нанесения слоя на поверхности детали.
Эффективное использование тепла сварочных дуг на расплавление присадочной проволоки позволяет снизить тепловложение в деталь, что ведет к у.меньшению деформации и затрат, связанных с ее устранением.
Формула изобретения
Устройство для управления подачей присадочной проволоки при сварке и наплавке двумя электродами, содержашее механизм подачи электродов и механизм колебания присадочной проволоки, выполненный в виде двух
электромагиитов и электронного ключевого элемента, к выходам которого подключены электромагниты, о т л и чающееся тем, что, с целью обеспечения полного расплавления присадочной проволоки при увеличении скорости ее подачи, к управляющему входу электронного ключевого элемента дизъюнктивно подключены выходы введенных в устройство датчиков тока каждого электрода.
Источники информации, принятые во внимание при экспертизе:
1.Авт. св. № 349514, В 23К 9/04, 1970.
2.Патент Великобритании № 1064452, В 3/2, 1964 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| Способ дуговой сварки под флюсом | 1986 |
|
SU1389962A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОЛЕБАНИЯМИ ЭЛЕКТРОДА | 1991 |
|
RU2047435C1 |