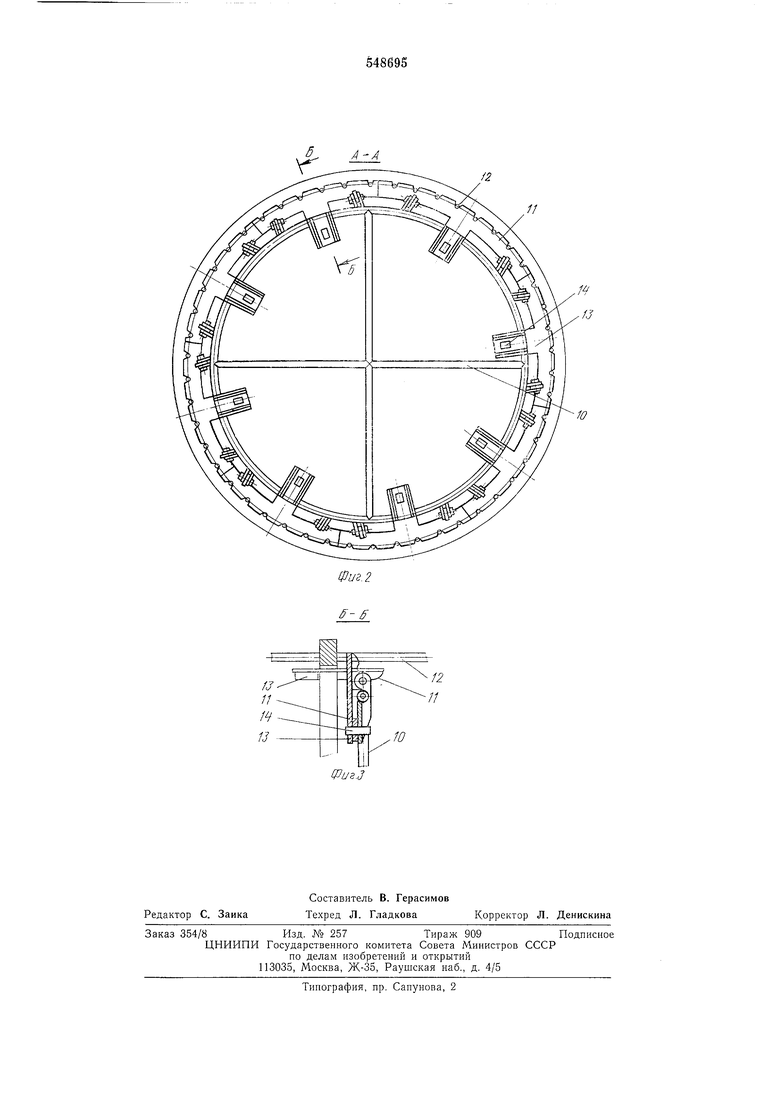
жение. Замки могут быть выполнены как с ручным, так и с механическим приводом. Секторные опоры выполнены таким образом, что при повороте в горизонтальное положение на 90° они образуют окружность, диаметр которой меньше диаметра отверстия фланца каркаса.
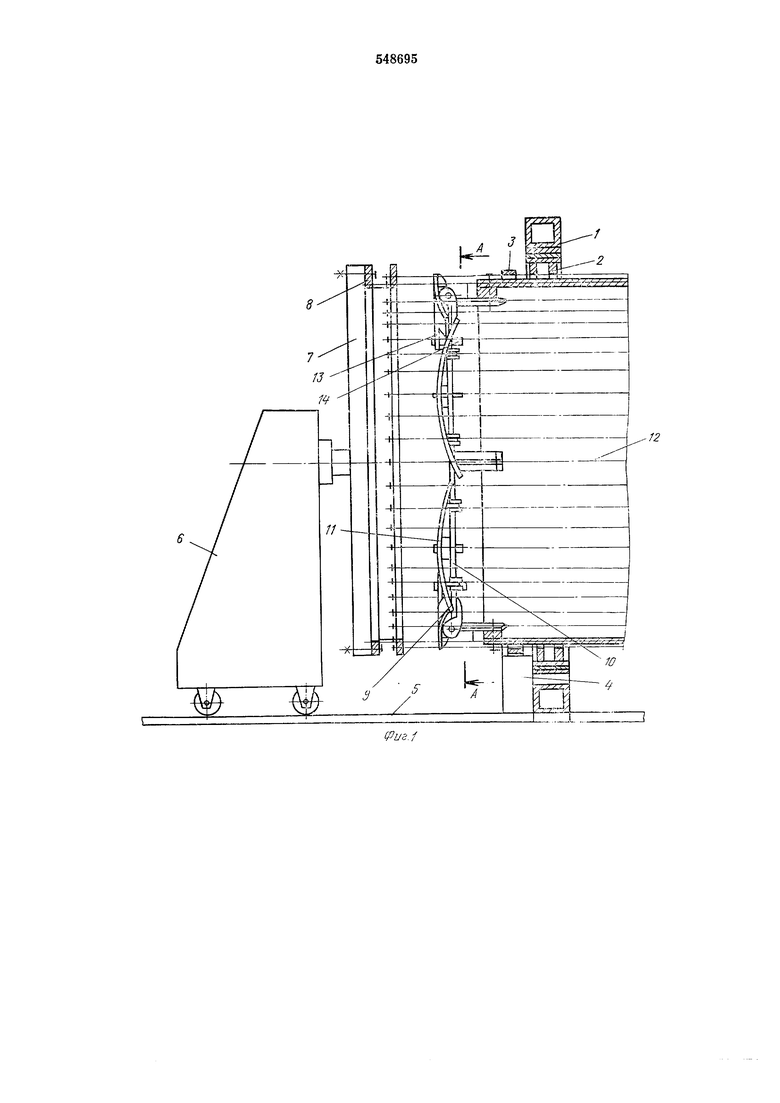
Сменную оправку 2 с фиксирующим устройством 9 устанавливают на автономном стенде. В отверстия сменной оиравки 2 и пазы фиксирующего устройства 9 закладывают продольные стержни 12 каркаса, к концам которых крепят один из фланцев. Сменную оправку с продольными стержнями подают в центральное отверстие планшайбы 1 и крепят в нем. Фланец каркаса прикрепляют к неприводной планшайбе 7 тянущей тележки 6.
Под ролики сварочного агрегата 4 подают поперечную арматуру, которая при вращении планшайбы и вытягивании каркаса наматывается иа продольные стержни и приваривается к ним.
Каркас протягивают до тех пор, иока свободные концы продольных стержней не дойдут до фиксирующего устройства 9, которое затем отсоединяют от сменной оправки 2 и вместе с каркасом снимают со станка.
На направляющие опоры фиксирующего устройства 9 надевают второй фланец и прикрепляют его к свободным концам продольных стержней каркаса, извлекают задвижки замков 14 рычагов 13, поворачивают на 90° в горизонтальное положение секторные упоры 11, после этого фиксирующее устройство 9 извлекают через отверстие в фланце из каркаса и прикрепляют к сменной оправке 2. Затем цикл изготовления арматурного каркаса повторяют.
Формула изобретения
Станок для изготовления арматурных каркасов железобетонных труб по авт. св. № 434165, отличающийся тем, что, с
целью цовышения производительности изготовления каркасов с фланцами, имеющими центральное отверстие, сменная оправка снабжена съемным фиксирующим устройством, выполненным в виде опорного кольца, по периметру которого с возможностью поворота закреплены секторные опоры с замками и пазами для продольных стержней каркаса, причем диаметр опорного кольца с повернутыми секторными опорами меньше диаметра отверстия
фланца каркаса.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 434165, кл. Е 04g 21/12, 1972.
Фиг. 2 ff- ff
f2
//
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов железобетонных труб | 1975 |
|
SU541010A2 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1977 |
|
SU711259A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU737603A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ i .,.,., КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ1 ^Ui5^ | 1972 |
|
SU434165A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| Станок для изготовления пространственных арматурных каркасов | 1989 |
|
SU1691004A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1986 |
|
SU1333754A2 |
| Установка для изготовления арматурных каркасов труб | 1985 |
|
SU1298324A1 |
| Устройство для сварки арматурных каркасов | 1986 |
|
SU1461606A1 |