(54) СТАНОК ;1ЛЯ ИЗГОТОВ, АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБН ГОННЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления арматурных каркасов железобетонных труб | 1975 |
|
SU541010A2 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1978 |
|
SU737603A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ i .,.,., КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ1 ^Ui5^ | 1972 |
|
SU434165A1 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU361847A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1109289A1 |
| Станок для изготовления арматурных каркасов железобетонных труб | 1975 |
|
SU548695A2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРЛ\АТУРНЫХ КАРКАСОВ | 1973 |
|
SU400683A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ ЖЕЛЕЗОБЕТОННЫХ ТРУБ | 1971 |
|
SU321614A1 |
Изобретение относится к оборудованию дл- .:::- ii.eHr-i арматур ы: каркасод желеИзв с ен с . ; гот;.)В.1ения арматурных каркасов же -езобетонных гр.б, o:--p,-:-::-i--i 1; , уи -мы вр.лшсни;. г:родо ; ного перемещения, поворотную планшайбу с центральным отверстяом и соединенную с нем посредством замкового приспособления сменную оправку с приспособлением для закрепления продольных стержней кар каса 1 j.
Известен также станок того же назначения, содержащий механизмы вращения и продольного перемещения, поворотную планшайбу, соединенную с н;й посредством замкового приспособления с.менную оправк со съемным фиксфуклиим устройством, выполненным в виде загюрюго хильда, по периметру которого с возможностью поворота закреплены секторные опоры с замком и пазами для продольных стержней каркаса 2.
Недостатком этих станков является их непригодность для изготовления длинномерных арматурных каркасов.
Наиболее близким к изобретению явлм ется станок для изготовления арматурных еч бсчл-ных , содсрж пнй .;iiii;;i;;6. сосдимоиную с nci :.-iKoB(ii4) присяособчешш ме;;(),Ui -;;inyA/ гслсжкч с рилик.мтам :. на котоКЫХ установлена к с,к:нной оправке iianpaB Явиде соединенных между
ляюпшя кассета i собой Д 1СКОБ. ; установлсииые по периметрам днсков и (.MipaBKH npnciu собления для креплении ролольных стержней каркаса З
Этот станок позволяет изготавливать длинномерные каркасы, но не обеспечивает возможности изготовления длинномерных каркасов с двумя фланцами.
Цель изобретения - обеспечить возможность изготовления длинномерных каркасов с двумя фланцами.
Для этого в станке для изготовления арматурных каркасов железобетонных труб, содержащем поворотную плаищайбу, соединенную с ней посредством замкового приспособления сменную оправку, подающую тележку с роликовыми ложементами, на
которых установлена нрикрепленная к сменi;- ;. :.:,ti---; ;;-:iir,;;i;j;/iio;ii,afi кассета в виде cc)o;;. между собой дисков, и установленные но периметрам дисков и оправки приспособления для крепления продольных стержней каркаса, замковое приспособление вынольено в 15иде последовательно расноложенн1 х вдоль сменной оправки фиксиpyioHinx элементов, кинематически связанных между собой и попеременно взаимодействующих с планшайбой, а приспособление для крепления продольных стержней каркаса выполнены подвижными и подпружикепнымк.
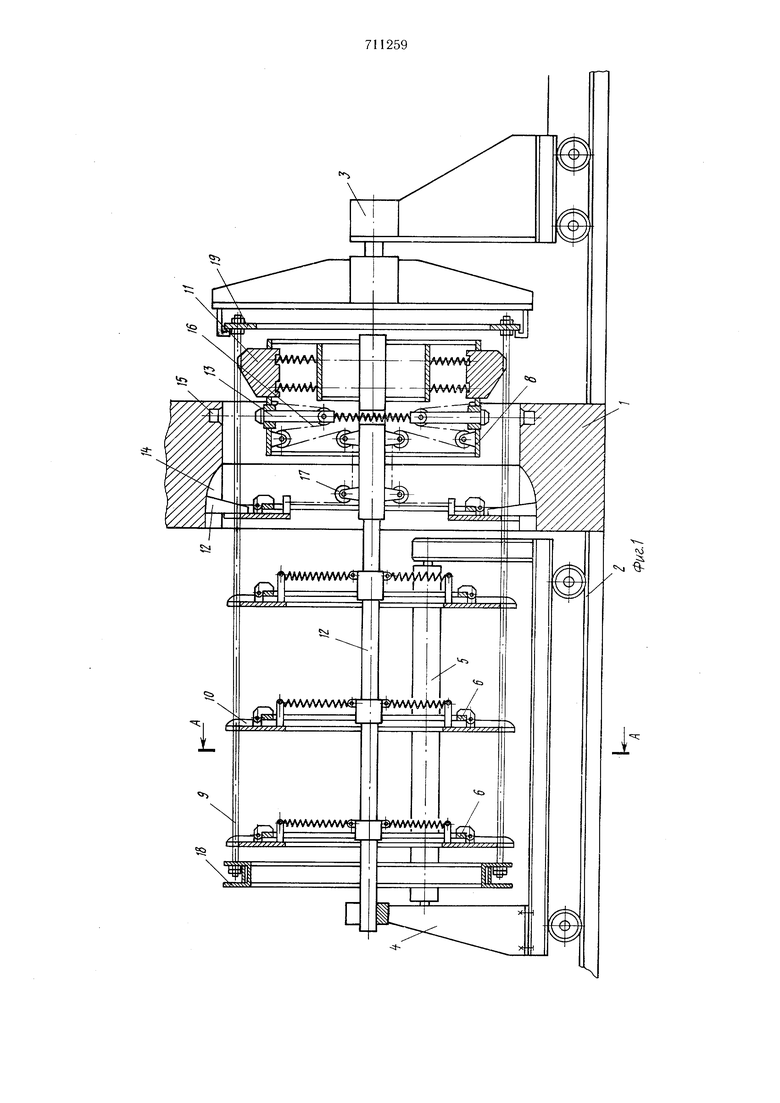
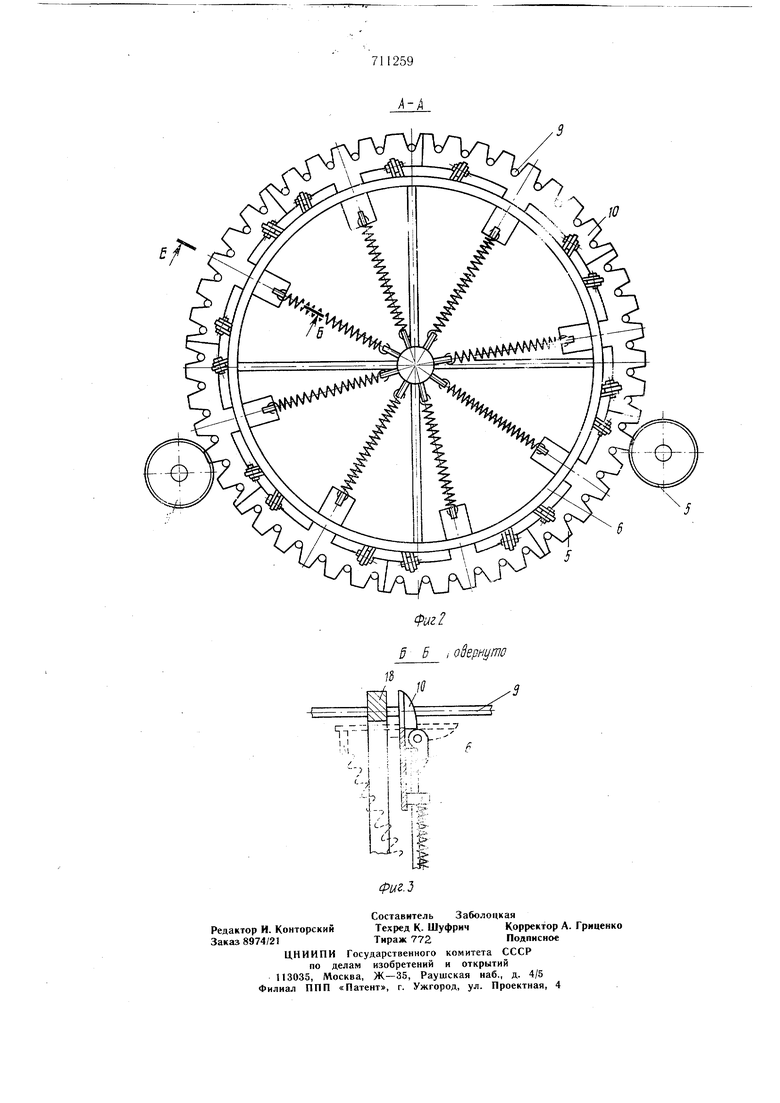
Ма фиг. 1 показан общий вид станка; на фиг. 2 - разрез А - А на фиг. 1; на фн1. 3 - разрез Б-- Б на фиг. 2.
С1анок со;1,ержит поворотную планшайбу , подвижные направляющие 2, тянущую тележку 3 я 1ода1О лую тележку 4 с роликовы.ми ложементами 5, на которых установлена и;- ;р;н : Я;Ощая кассета в виде дисков 6, жестко с()сди1че|Пн,х между собой стержнем 7. i;: котором также закре11лена сменная оправка 8. По периметру дисков 6 и онравки 8 закреплены приспособления для креп„чения продольных стержней 9 изготавливаемого йрмату)ного каркаса, которые выполHi.:ii, Б fiii;i.c: г однружиненных подвижных секторог; 10 и ii с пазами под стержни 9. М;,1рав,;1 11О1:,ая кассета и оправка 8 связаны с n,n; iMiiri i5o:i 1 с 11омопи ю последовательно , оженнь,1х замков, выполненных в виде iioiiOp T n,ix yitopoB 12 и подвижных под11ружипень ых щтырей 13, вза модействуюnuix с образованными в планщайбе 1 соответственно радиальными назами 14 и отверстиями 15. Упоры 12 и штыри 13 попарно кинематически связапы .между собой, наiij)iiMep, с помощью тросов 16, огпбаюпшх систему блоков 17.
Станок работает следующим образом. П;:11ранляюп1ую кассету со сменной оправкой 8 ,ч.1(зают на специальном стенде. В .ы eeivTopOB 10 и И укладывают про,;.;.Плпл.- ст ржни 9, изготавл1 ваемого каркаса, и lia их концах закрепляют фланцы 18 и 19. За1ем кассету с оправкой 8 с помощью ;-ру30подъемного устройства устанавливают на ложементы 5 тележки 4 и возводят кассег, и :14, 8 i отверстие планшайбы 1, гак, чтобы упоры 12 вош.ли в пазы 14, носле фланеи 19 крепят к тянущей тележке 3. i|)i 11ере и11:чм1ии каркаса с помощью тянущей тележки. 3 и при вращении нлаищайбы 1 производят последовательную павивку на стержни 9 пог1ереч 1ой арматуры и ее приварку с помощью сварочного агрегата (не показан). При перемещении каркаеа относительно направляющей кассеты фланец 18 поворачивает секторы 10, что обеспечивает
его проход над опорными дисками 6, после чего секторы 10 под действием пружин возвращаются в исходное вертикальное положение. Подойдя к оправке 8, фланец 18 поворачивает упоры 12, которые через тросы 16 выдвигают штыри 13 и они входят в отверстия 15 планшайбы 1, в результате чего при проходе фланца 18 через упоры 12 вращение изготавливаемому каркасу от планщайбы 1 передается через штыри 13. После прохода фланца 18 через этот участок упоры 12 и вместе с ними штыри 13 возвращаются в исходное положение и вращение Каркасу от планшайбы 1 снова передается через упоры 12. При сходе каркаса с оправки 8 фланец 18 перемещается по скосам
секторов 11 и устанавливает их внутрь оправки 8.
Изготовленный каркас отсоединяют от тянущей тележки 3 и снимают со станка 7, а направляющую кассету с оправкой 8 выводят из отверстия планщайбы 1 и заменяют на другую с предварительно уложенными продольными стер снями 9, после чего цикл изготовления каркаса повторяют.
Формула изобретения
Станок для изготовления арматурных каркасов железобетонных труб, содержащий
поворотную планшайбу, соединенную с ней посредством замкового приспособления сменную оправку, подающую тележку с роликовыми ложементами, на которых установлена прикренленная к сменной оправке направляющая кассета в виде соединенных
между собой дисков, и установленные по периметрам дисков и оправки приспособления для крепления продольных стержней каркаса, отличающийся тем, что, с целью обеспечения возможности изготовления длинномерных каркасов с двумя фланцами, замковое приспособление выполнено в виде последовательно расположенных вдоль сменной оправки фиксирующих элементов, кинематически связанных между собой и попеременно взаимодействующих с планшайбой,
а приспособления для крепления продольных стержней каркаса выполнены подвижны.ми и подпружиненными. .
Источники информации, принятые во внимание при экспертизе
1,1
711259
Фиг 2
В Б , обернуто
/(/
пс
-7 ; И;. -А b.j
