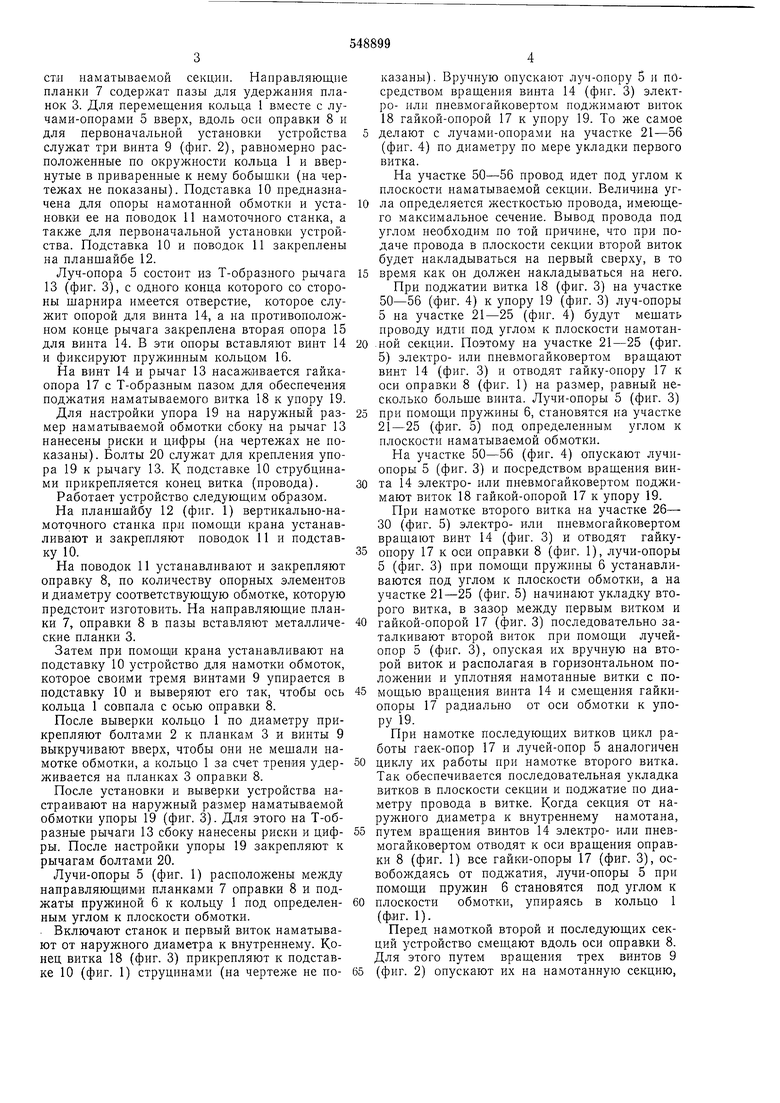
стй наматываемой секции. Направляющие планки 7 содержат иазы для удержания нланок 3. Для перемещения кольца 1 вместе с лучами-опорами 5 вверх, вдоль оси оправки 8 и для первоначальной установки устройства служат три винта 9 (фиг. 2), равномерно расположенные по окружности кольца 1 и ввернутые в приваренные к нему бобышки (на чертежах не показаны). Подставка 10 предназначена для опоры намотанной обмотки и установки ее на поводок 11 намоточного станка, а также для первоначальной установки устройства. Подставка 10 и поводок 11 закреплены на планщайбе 12.
Луч-опора 5 состоит из Т-образного рычага 13 (фиг. 3), с одного конца которого со стороны шарнира имеется отверстие, которое служит опорой для винта 14, а на противоположном конце рычага закреплена вторая опора 15 для винта 14. В эти опоры вставляют винт 14 и фиксируют нружинным кольцом 16.
На винт 14 и рычаг 13 насаживается гайкаопора 17 с Т-образным пазом для обеспечения поджатия наматываемого витка 18 к упору 19.
Для настройки упора 19 на наружный размер наматываемой обмотки сбоку на рычаг 13 нанесены риски и цифры (на чертежах не показаны) . Болты 20 служат для крепления упора 19 к рычагу 13. К подставке 10 струбцинами ирикрепляется конец витка (провода).
Работает устройство следующим образом.
На планшайбу 12 (фиг. 1) вертикально-намоточного станка при помощи крана устанавливают и закрепляют поводок 11 и подставку 10.
На поводок 11 устанавливают и закрепляют оправку 8, по количеству опорных элементов и диаметру соответствующую обмотке, которую предстоит изготовить. На направляющие планки 7, оправки 8 в пазы вставляют металлические планки 3.
Затем при помощи крана устанавливают на подставку 10 устройство для намотки обмоток, которое своими тремя винтами 9 упирается в подставку 10 и выверяют его так, чтобы ось кольца 1 совпала с осью оправки 8.
После выверки кольцо 1 по диаметру прикрепляют болтами 2 к планкам 3 и винты 9 выкручивают вверх, чтобы они не мешали намотке обмотки, а кольцо 1 за счет трения удерживается на планках 3 оправки 8.
После установки и выверки устройства настраивают на наружный размер наматываемой обмотки упоры 19 (фиг. 3). Для этого на Т-образные рычаги 13 сбоку нанесены риски и цифры. После настройки упоры 19 закрепляют к рычагам болтами 20.
Лучи-опоры 5 (фиг. 1) расположены между направляющими планками 7 оправки 8 и поджаты пружиной 6 к кольцу 1 под определенным углом к плоскости обмотки.
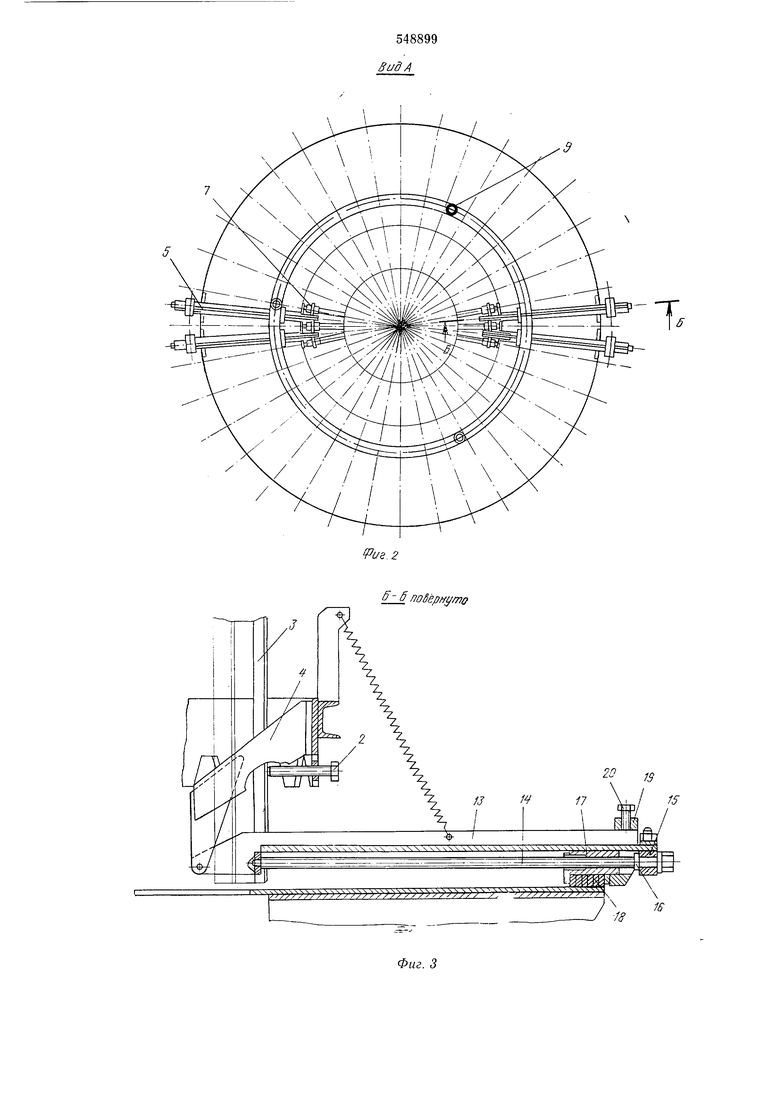
Включают станок и первый виток наматывают от наружного диаметра к внутреннему. Конец витка 18 (фиг. 3) прикрепляют к подставке 10 (фиг. 1) струцпнами (на чертеже не показаны). Вручную опускают луч-опору 5 и посредством вращения винта 14 (фиг. 3) электро- или пневмогайковертом поджимают виток 18 гайкой-опорой 17 к упору 19. То же самое делают с лучами-опорами на участке 21-56 (фиг. 4) по диаметру по мере укладки первого витка.
На участке 50-56 провод идет под углом к плоскости наматываемой секции. Величина угла определяется жесткостью провода, имеющего максимальное сечение. Вывод провода под углом необходим по той причине, что при подаче провода в плоскости секции второй виток будет накладываться на первый сверху, в то время как он должен накладываться на него.
При поджатии витка 18 (фиг. 3) на участке 50-56 (фиг. 4) к упору 19 (фиг. 3) луч-опоры 5 на участке 21-25 (фиг. 4) будут мешать проводу идти под углом к плоскости намотан,ной секции. Поэтому на участке 21-25 (фиг. 5) электро- или пневмогайковертом вращают винт 14 (фиг. 3) и отводят гайку-опору 17 к оси оправки 8 (фиг. 1) на размер, равный несколько больше винта. Лучи-опоры 5 (фиг. 3) при помощи пружины 6, становятся на участке 21-25 (фиг. 5) под определенным углом к плоскости наматываемой обмотки.
На участке 50-56 (фиг. 4) опускают лучиопоры 5 (фиг. 3) и посредством вращения винта 14 электро- или пневмогайковертом поджимают виток 18 гайкой-опорой 17 к упору 19.
При намотке второго витка на участке 26- 30 (фиг. 5) электро- или пневмогайковертом вращают винт 14 (фиг. 3) и отводят гайкуопору 17 к оси оправки 8 (фиг. 1), лучи-опоры 5 (фиг. 3) при помощи пружины 6 устанавливаются под углом к плоскости обмотки, а на участке 21-25 (фиг. 5) начинают укладку второго витка, в зазор между первым витком и гайкой-опорой 17 (фиг. 3) последовательно заталкивают второй виток при помощи лучейопор 5 (ф.иг. 3), опуская их вручную на второй виток и располагая в горизонтальном положении и уплотняя намотанные витки с помощью вращения винта 14 и смещения гайкиопоры 17 радиально от оси обмотки к упору 19.
При намотке последующих витков цикл работы гаек-опор 17 и лучей-опор 5 аналогичен циклу их работы при намотке второго витка. Так обеспечивается последовательная укладка витков в плоскости секции и поджатие по диаметру провода в витке. Когда секция от наружного диаметра к внутреннему намотана, путем вращения винтов 14 электро- или пневмогайковертом отводят к оси вращения оправки 8 (фиг. 1) все гайки-опоры 17 (фиг. 3), освобождаясь от поджатия, лучи-опоры 5 при помощи пружин 6 становятся под углом к плоскости обмотки, упираясь в кольцо 1 (фиг. 1).
Перед намоткой второй и последующих секций устройство смещают вдоль оси оправки 8. Для этого путем вращения трех винтов 9 (фиг. 2) опускают их на намотанную секцию,
а болты 2 (фиг. 3), стопорящие кольцо 1 (фиг. 1), отводят от иланок 3, освобождая кольцо 1 от стопорения. Опираясь иа намотанную секцию виитами 9, устройство иеремещают вверх вдоль оси вращения 8, вращая винты 9 настолько, чтобы не мешать намотке следующей секции. Стопорят устройство при помощи болтов 2 к планкам 3, убирают винты 9 путем вращения, поднимая их вверх, чтобы они не мещали намотке следующей секции и начинают намотку второй секции. Намотку второй секции производят обычно от внутреннего диаметра к наружному, провод в этом случае подается под натяжением. Намотка третьей секции аналогична намотке первой, а намотка второй - четвертой и т. д.
Формула изобретения
Устройство для изготовления неирерывных обмоток, содержащее несущий корпус, поводок, планщайбу, опорные элементы, отличающееся тем, что, с целью получения обмоток с большими радиальными размерами из
провода больщого сечения, например, цодразделенного или транспонированного, опорные элементы установлены подвил но на лучах, шарнирно соединенных с корпусом и подпружиненных под углом к его оси.
12
г./ Вид А

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНЫХ ОБМОТОК, ПРЕИМУЩЕСТВЕННО ДЛЯ ТРАНСФОРМАТОРОВ | 1973 |
|
SU373779A1 |
| Станок для намотки непрерывных обмоток без перекладки секций | 1970 |
|
SU474858A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Станок для намотки магнитопроводов | 1973 |
|
SU557681A1 |
| Станок для намотки электрических катушек | 1974 |
|
SU604040A1 |
| Устройство для намотки многослойных катушек | 1977 |
|
SU723689A1 |
| Способ изготовления непрерывных обмоток и устройство для его осуществления | 1989 |
|
SU1677798A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU780065A1 |
| КАТУШКА ИНДУКТИВНОСТИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2535838C2 |
| Устройство для изготовления обмотки статоров электрических машин | 1978 |
|
SU989685A1 |

подёрнуто W f
37
2S 25 2 23 22
Фиг.if (pus. 5
