Изобретение относится к области электронной техники, в частности к усовершенствованию специального технологического оборудования для из- 5 готовления секций рулонных конденсаторов .
Известно устройство для намотки секций конденсаторов, содержащее размещенные на станине шпиндели с ру-|0 лонами наматываемых лент, намоточные шпиндели с полуоправками и держателями полуоправок и механизм съема ,намотанной секции в виде,.двух съемников, установленных по обе стороны Ha-|j мотанной секции 1.
Наличие механизма съема намотанной секции снижает надежность заправки концов лент в оправку, ак как полуоправки при встречном движении 20 проходят через отверстия съемников, в результате чего создаются условиЛ :натыкания и поломки полуоправок при их встречном движении. Лругим существенным недостатком известного устрой-25 ства являетсято, «то полуоправки жестко закреплены винтом в держателях и почти; всегда-практически имеется Логрешность их осевого ртк.лЬнения.
В результате этого в процессе намотки секции по оси оправки возникают радиальные биения Относительно оси вращения шпинделя, что приводит к образованию складок и морщтшй наматываемых в секцию лентах.
Цель изобретения - повышение надежности заправки концов лент в оправку и повышение качества намотки-достигается тем, что устройство для намотки секций рулонных конденсаторов, содержащее намоточные шпиндели С; пблуоправками и держателями полуоправок и механизм съема намотанной секции в виде двух дисков, установленных по обе стороны намотанной секции, снабжено подпружиненными втулками, размещенными в держателях полуоправок с возможностью взаймо-дейст в я с дисками механизмгС Съема намотанной секции, причем каждая втулка снабжена 1пов6дком, а в каждом из держателей выполнены продольные пазы для размещения рабочих торцов поводков.
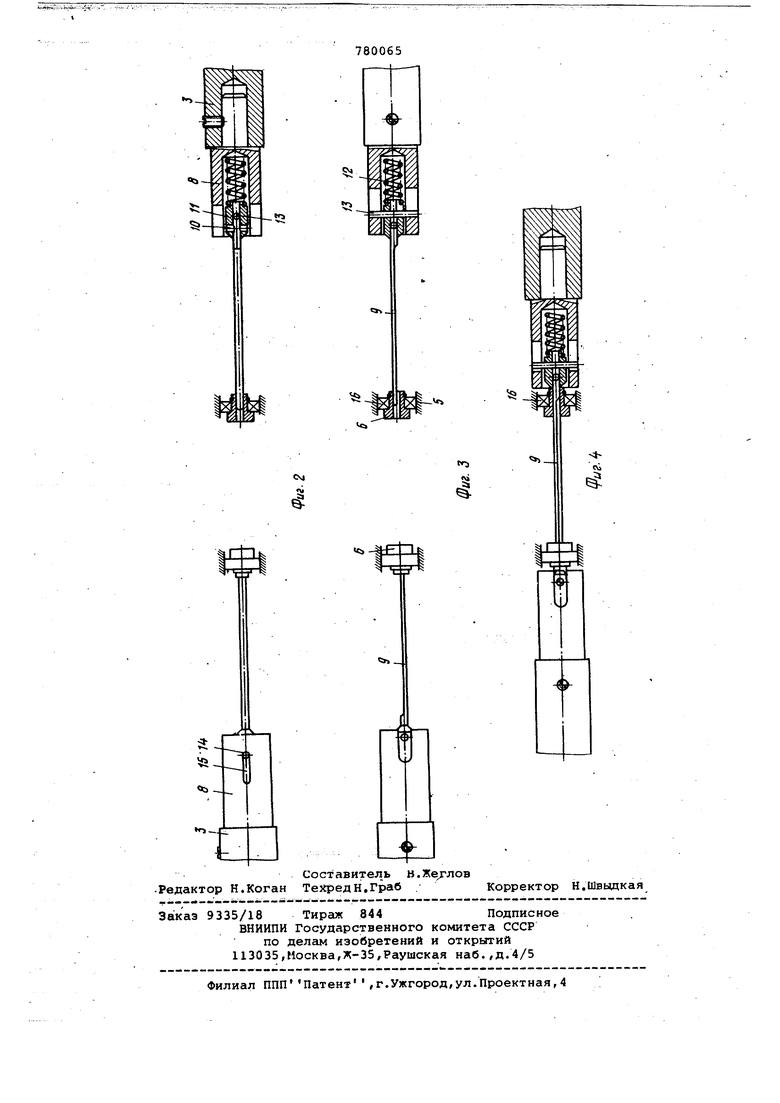
.На фиг. .1 даца схема предложенного устройства; на фиг. 2 и 3 йамоточные шпиндели с полуоправками в исходном положении; на фиг 4 намоточные шпиндели с полуоправка1 ш Двинутыми в положение для 11амотки секции. Устройстводля намотки секций рулонных конденсаторов содержит станину (на чертежеlie показана) ,на ко торой установлены смоточные шпинде ли 1 с рулонаминаматываемых Лент 2 йамбточные шпиндели 3, лентозапра;врчный механизм 4-, механизм съема на мотанной секции 5 в виде двух диско б и приводной механизм с цепной передачей 7. HaMOTOiHHe .шпиндели 3 заканчива ются на торце держателями 8 полуоправок 9, образующих при встречном схождении шпинделей щелевую цилиндр ческую оправку, в щель; которой запр ляется конец наматываемой:ленты 2, Каждая полуЬправка 9 закреплена винтами 10 во втулке 11, подпружиненной пружиной 12 в гнезде, выполненном в держателе 8 шпинделя 3, и снабжена поводком 13, рабочие торцы 14 которого зафиксированы в продольных ди-аметрально расположенных пазах 15 держателей 8. Диски, б механизма съема установлены по обе стороны от наматываемой секции 5 с возможностью синхронного вращения с шпинделями 3. Подпружиненные втулки 11 с полуоправками 9 при схождении последних в положение намотки секции под жаты в гнездах пружинами 12 к торцам съёмников 6 секций 5.. ЛентоэаправочныЯ механизм 4 из ползуна 17, на котором установлены ролико-эксцентриковый зажим 18 и, . лентоподающие ;пластины 19 в держателях 20. Привод ползуна 17 содержит кинематически свя занный с цепной передачей 7 кулак 21, рычаг 22,, тягу 23 и пружину 24. Для отрезки наматываемых лейт устройство снабжено нозками Д5. Установленные на станине дополнительные лентозаправочные механизмы 26 предназначены для подачи концов лент с других смоточных шпинделей (на фиг. не показаны) в наматываемую секцию 5 после намотки в нее оп ределенного числа витков ленты 2, заправляемой непосредственно;в цель меаду полуоправками 9. Устройство работает следукядим об разом. От электропривода (на чертеже не показан) приводится во вращение цепная передача 7. Кулак 21, воздей ствуя на рычаг 22 и тягу 23, переме щает в направлении полуоправок 9 ползун . 11i лентозаправочного ме)санизма 4, останавливающийся на некоторое время в переднемiкрайнем положении. Кромки губок 19, в которых удерживается заправляемая в ще между ролуоправкс1ми 9 лента 2, раоп
780065 лагаются несколько ниже образующей поверхности полуоправок. Намоточные шпиндели 3 с держателями 8 полуопрйвок 9 пepe 1eщaютcя встречно вдоль оси и полуоправка заходными фасками взаимодействует с заходными фасками губок 19, После захода концов полуоправок 9 за края ленты 2 ползун 17 с губками 19 механизма 4 под действием пружины 24 и кулака 21 перемещается в обратном направлении. .Конец ленты 2 при этом постоянно iнаходится в щели между полуоправками §. Продолжая встречное движение, концы полуоправок 9 заходят в отверс.тия дисков б, пружины 12 сжимаются, а поводок 13 отходит от передних стенок пазов в корпусе держателя 8. Центрирование полуоправок 9 в этом положении осуществляется отверстиями съемников б секций 5. В Случае натыкания торца полуоправки 9 в торец диска б пружина 12 сжимается и исключает поломку полуоправ тки. Включается привод вращения намоточных шпинделей 3, вместе С которыми приводятся во вращение держатели 8 с втулками 11 и полуоправками 9, а также дисков 6 секций. При этом контакт сопрягаемых деталей происходит только по точкам,соприкосновения одной стороны направляющего паза в корпусе держателя 8 с торцами поводка 13. ; При первом же обороте шпинделей 3 наматываемая лента 2 соединяет своим винтом полуоправки 9 и торец полуоправки, наткнувшейся на торец диска б, скользит по его торцу в сторону центрального отверстия и под действием пружины 12 мгновенно nepejyie-. щается а отверстии в. осевом .направле- . НИИ. При этом не происходит смещение ;конца ленты 2 вдоль полуоправок 9, так как окончательная затяжка канца ленты 2 на оправке происходит после намотки в секцию 5 нескольких винтов. После намотки заданного числа витков ленты 2 в секцию 5 ползун 17 возвращается в исходное положение, а лептозаправрчные механизмы 26 производят заправку концов остальных лент в карман, образованный наматываемой секцией 5 и наматываемой лентой.2. Секция 5 наматывается до заданного числа витков и ленты отрезаются нож.ами 25. Последний виток секции 5 закрепляется, например, при помощи клея. После отрезки лент и закрепления конца ленты на секции 2 включается цепная передача 7, шпиндели 3 с полуоправками расходятся в противоположные стороны, намотанная секция 5 упирается в торец одного из съемHHi oB 6 секций и после выхода полуоправок из отверстий съемников падает в приемную тару. Затем цикл повторяется...
Формула изобретения
Устройство для намотки секций рулонных конденсаторов, содержащее намоточные шпиндели с полуоправками и держателями полуоправок и ,механизм съема намотанной секции в виде двух дисков, установленных . по. обе стороны намотанной секции, отличаюгпееся тем, что, с целью повышения надежности заправки концов лент в опразку и повышений сачества намотки, оно снабжено под.пружиненными втулками, размещёнными в держателях полуоправок с воэмоясностыоТвзаимодёйствия с дисками механизма съема намотанной секции, причем каждая втулка снабженаповодком, а в каждом из держателей выполнены продольные пазы для размещения рабочих торцов поводков.
Источники информации, принятые во внимание при экспертизу 1. Авторское свидетельство СССР
0 456315, кл. Н 01 G 13/02, 1975 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Устройство для намотки секций рулонных конденсаторов | 1978 |
|
SU750590A1 |
| Поворотная головка для намотки секций рулонных конденсаторов | 1986 |
|
SU1322385A1 |
| Поворотная головка для намотки секций конденсаторов | 1981 |
|
SU1010669A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для намотки секцийРулОННыХ КОНдЕНСАТОРОВ | 1979 |
|
SU845186A1 |
| Устройство для намотки секций рулонных конденсаторов | 1977 |
|
SU721858A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Оправка для намотки секций рулонных конденсаторов | 1980 |
|
SU894811A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
2f
