1
Изобретение относится к области литейного производства, в частности к машинам центробежного литья чугунных труб.
Известно устройство для охлаждения формы в машине центробежного литья чугунных труб, включающее коллекторы разбрызгивания охлаждающей воды, расположенные параллельно по всей длине формы, и трубопроводы подаЧ:И охлаждающей 1воды 1.
Недостаток известного устройства заключается в том, что оно не обеспечивает равномерности охлаждения и повышения качества отливок.
Предложенное устройство отличается тем, что оно содержит направляюший стержень, расположенный параллельно относительно формы, на котором установлен с возможностью перемещения ползун, несущий элемент для дополнительного местного разбрызгивания охлаждающей воды. Элемент для дополнительного местного разбрызгивания соединен с трубопроводом для подачи охлаждающей воды через гибкий трубопровод, который выполнен с возможностью удлинения в зависимости от положения ползуна на его направляющем стержне, причем гибкий трубопровод намотан винтообразно и расположен на тяге, параллельной направляющему
стержню квадратного сечения. Трубопровод подачи охлаждающей воды снабжен краном для одновременной подачи охлаждающей воды к коллекторам и к элементам для дополнительного разбрызгивания.
Это позволяет устранить отмеченные недостатки.
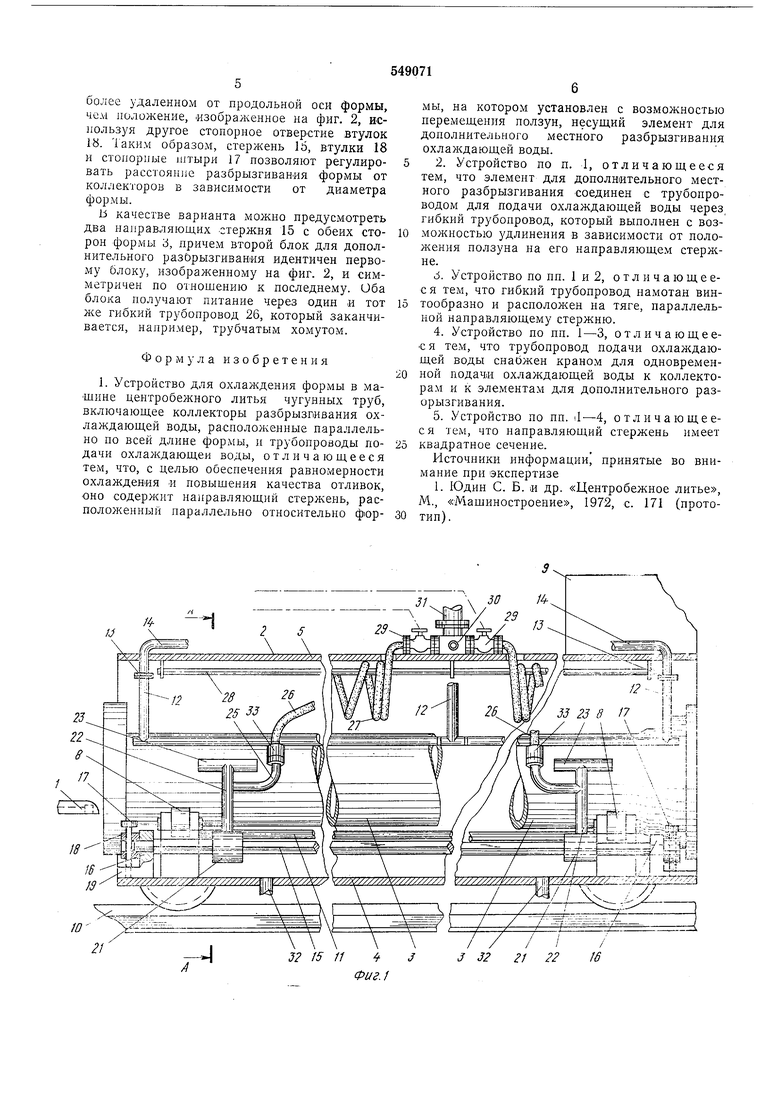
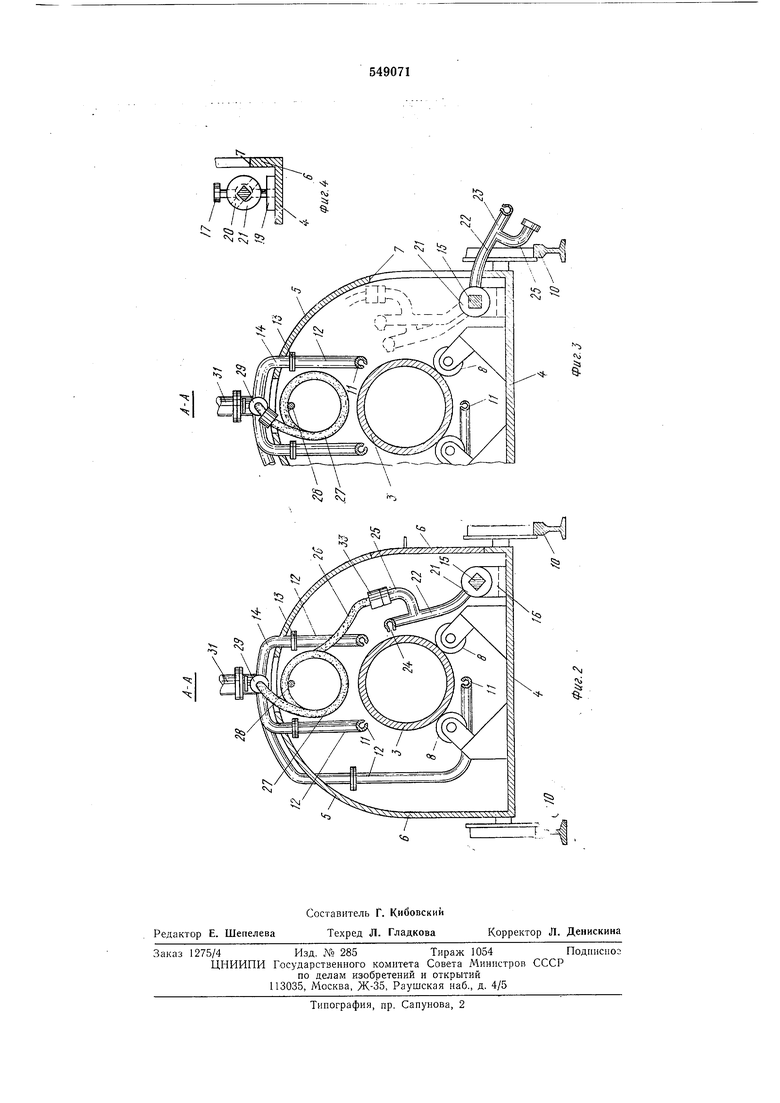
На фиг. 1 иоказан общий вид мащины центробежного литья, содержащий устройство для охлаждения; на фиг. 2 - разрез по А-А на фиг. 1 (устройство для охлаждения изображено в рабочем положении); на фнг. 3 - то же (устройство для охлаждения изображено в нерабочем положении); на фиг.
4 - поперечный разрез направляющего стержня квадратного сечения.
Согласно изобретению, машина для центробежного литья содержит подвижную тележку, перемещаюшуюся между желобом 1
и не показанным ,на чертеже извлекателем отлитых труб, расположенным на противоположном конце пути перемещения подвижной
тележки.
Подвижная тележка содержит корпус 2, внутри которого размещена форма 3. Корпус 2 имеет нижнюю платформу 4, сводчатый потолок 5, соединенный с обеих сторон с платформой 4 боковыми перегородками 6. Одна
из ЭТИХ перегородок имеет съемные панели, позволяющие открыть боковое окно 7 по всей длине корпуса (фиг. 3), Форма лежит на роллках 8, приводимых во враи1;ение двигателем 9. Вся установка может перемещаться по рельсам 10 с помощью пневматического силового цилиндра (не показан). Три коллектора И для распыления воды, длина которых соответствует длине формы 3, расположены продольно в корпусе 2 вблизи от наружной поверхности формы. Два из этих коллекторов расположены над формой с обеих сторон вертикальной плоскости, проходящей по продольной оси формы, а третий находится под формой в этой вертикальной плоскости. Коллекторы 11 содержат иа своих концах трубопроводы 12 для подвода и отвода воды, соединенные с возможностью снятия с помощью фланцев 13 с патрубками 14, проходящими сквозь стенку корлуса и соединенными с трубопроводом для подачи воды.
Корпус 2 содержит в своей нижней части продольный направляющий стержень 15, расположенный продольно вблизи боковой стенки, параллельно продольной оси формы и коллекторам для разбрызгивания. Направляющий стержень 15 имеет, например, квадратное поперечное сечение и может вращаться вокруг своей оси в опорных концевых подщипниках 16. Он может удерживаться в различных угловых положениях с помощью щтыр.я или щтифта 17, проходящего сквозь втулку 18, укрепленную на каждом конце стержня, и неподвижную пластину 19, жестко укрепленную на платформе (фиг. 4). В установке предусмотрен щтырь 17, втулка 18 и пластина 19 около каждого подщ ипника 16; каждая втулка 18 имеет по меньщей мере два диаметральных отверстия 20 для различной угловой ориентации щтыря 17 с тем, чтобы иметь возможность придать по меньщей мере два возможных направления для направляющего стержня 15.
На направляющем стержне 15 расположены два ползуна 21, имеющие внутреннее сечение такое же, как и сам квадратный стержень. Каждый ползун 21 имеет жесткий поднимающийся трубопровод 22, снабженный на своем верхнем конце элементом 23 для дополнительного местного разбрызгивания воды. Этот элемент 23 образован коротким коллектором, направленным параллельно продольной оси формы 3, и содержит несколько распылительных насадок 24. В рабочем положении, изображенном на фиг. 2, этот коллектор находится слегка над продольной осью формы и около поверхности последней, причем насадки 24 направлены к этой поверхности.
Из жесткого трубопровода 22 выходит жесткая изогнутая труба 25 для соединения с гибким трубопроводом 26, смотанным в несколько витков 27, которые подвещены к верхней стенке корпуса с помощью тяги 28.
Гибкий трубопровод 26 соединен с жесткой трубой 25 через .специальный быстроразъемный щтуцер. Гибкий трубопровод 26 проходит сквозь верхнюю стенку корпуса и соединяется с лсестким патрубком кранолЕ 29 для регулирования расхода. Этот крап 29 укреплен на щтуцере 30 в виде тройника, основной канал которого соединен с основным трубопроводом 31 для подачи воды.
Трубы для ПОдачи воды в разбрызгивающие коллекторы 11 также соединены с этим основным трубопроводом 31 (фиг. 2). Распределение воды является общим для основных коллекторов 11 и для дополнительных
элементов 23 для разбрызгивания воды и контролируется одним и тем же краном, установленным на основном трубопроводе 31 для подачи воды и не показанным на чертежах. Открытие и закрытие кранов, установленных на основном трубопроводе 31, влияет на подачу прекращение подачи воды одновременно к коллекторам II и по дополнительным элементам 23, причем последние, кроме того, управляются краном 29.
Нижняя платформа 4 корпуса 2 снабжена короткими патрубками 32 для слива охлаждающей воды.
Работа описанного устройства осуществляется следующим образом.
Если, например, на только что извлеченных трубах замечают чрезмерно красные участки, то отмечают наличие одного или двух ненормально горячих участков на форме 3, снабженной или не снабженной огнеупорной
фзтеровкой; после этого перемещают ползуны 21 по направляющему стержню до тех пор, пока дополнительные элементы разбрызгивания не окажутся напротив этих участков. В ходе этих перемещений гибкие витки 27
сближаются или расходятся, чтобы раздвинуться или сжаться на требуемую длину.
Таким образом, форма 3 охлаждается не только через коллекторы 11, но и через дополнительные элементы 23, которые обеспечивают местную подачу дополнительной воды и, следовательно, более интенсивное охлаждение чрезмерно горячих участков. Таким образом, залитый в форму чугун затвердевает с однородной структурой.
В нерабочем положении можно после удаления боковых панелей корпуса снять быстросъемные щтуцера 33. После извлечения щтырей 17 направляющий стержень 15 с патрубками, несущими коллекторы для разбрызгивания, может быть повернут в полностью убранное положение (фиг. 3), при котором патрубки опираются на нижнюю кромку окна 7 корпуса. В этом нерабочем положении устройства боковое окно открыто и после
снятия коллекторов для разбрызгивания обеспечивается доступ для извлечения формы через окно.
Если заменить форму 3 формой больщего диаметра, то стопорят стержень 15 и его
втулки 18 в положении коллектора, немного
более удаленнОлМ от продольной оси формы, чела положение, изображенное на фиг. 2, используя другое стопорное отверстие втулок 18. 1аким образом, стержень 16, втулки 18 и стопорные штыри 17 позволяют регулировать расстояпле разбрызгивания формы от коллекторов в зависимости от диаметра формы.
Ь качестве варианта можно предусмотреть два направляющих стержня 15 с обеих сторон формы 6, причем второй блок для дополнительного разОрызгивания идентичен первому блоку, изображенному на фиг. 2, и симметричен по отношению к иоследнему. Оба блока получают питание через один -и тот же гибкий трубопровод 26, который заканчивается, например, трубчатым хомутом.
Формула изобретения
1. Устройство для охлаждения формы в машине центробежиого литья чугунных труб, включающее коллекторы разбрызгивания охлаждающей воды, расположенные параллельно ио всей длиие формы, и трубопроводы подачи охлаждающей воды, отличающееся тем, что, с целью обеспечения равномерности охлаждения и повышения качества отливок, оно содержит направляющий стержень, расположенный параллельно относительно фюрмы, на котором установлен с возможностью иеремещения ползун, несущий элемент для дополнительного местного разбрызгивания охлаледающей воды.
2. Устройство по п. 1, отличающееся тем, что элемепт для дополнительного местного разбрызгивания -соединен с трубопроводом для подачи охлаждающей воды через, гибкий трубопровод, который выполнен с возмол иостью удлииения в зависимости от лолол :ения ползуна на его иаиравляюще.м стерлсне.
d. Устройство по пп. 1 и 2, отличающееся тем, что гибкий трубопровод намотан винтообразно и расположен на тяге, параллельной направляющему стержню.
4.Устройство по пп. 1-3, отличающее€ я тем, что трубопровод подачи охлаждающей воды снабжен крано.м для одновременной подачи охлаждающей воды к коллекторам и к элементам для дополнительного разорызгивания.
5.Устройство по пп. 1--4, отличающееся тем, что направляющий стержень имеет
квадратное сечение.
Источники информации, принятые во внимание при экспертизе
1. Юдин С. Б. и др. «Центробежное литье, М., «Машиностроение, 1972, с. 171 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья труб | 1981 |
|
SU996083A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ центробежного литья труб из чугуна с шаровидным графитом и устройство для его осуществления | 1975 |
|
SU579869A3 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ ПОЛЯКОВА В.И. И ГИДРОЭЛЕКТРОСТАНЦИЯ | 1999 |
|
RU2143078C1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ СЛЯБОВ, ТОНКИХ СЛЯБОВ, ПРОФИЛЕЙ И ПОДОБНОГО | 2006 |
|
RU2377089C2 |
| СПОСОБ ДЛЯ ЛИТЬЯ ТРУБ ИЗ БАЗАЛЬТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2368499C1 |
| ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ ОТЛИВКИ ТРУБ | 1936 |
|
SU53761A1 |
| УСТРОЙСТВО ДЛЯ ОТВОДА И УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ ГОРЯЧИХ КОНВЕРТЕРНЫХ ГАЗОВ | 1994 |
|
RU2080392C1 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
32 15 11 4 Фиг.1 V J
