Изобретение относится к области литейного производства, в частности к точному литью по выплавляемым моделям для сборки модельны.х блоков.
Известно приспособление для сборки модельных блоков в точном литье, выполненное в виде пустотелого стояка с подпружиненным стержнем внутри, верхняя часть которого проходит через упорную втулку и несет на конце шарнирно связанные с ним лапки, взаимодействующие с блоком моделей на стояке 1.
Такое приспособление позволяет фиксировать модельные звенья после их сборки в блок, я после выплавки модельного состава керамическая форма оказывается свободно насаженной на каркас, без фиксации от сползания при повороте формы, литниковой чашей вверх.
Известно приспособление для сборки .модельных блоков в точном литье, имеющее пустотелый стояк с В монтированным в него подпружиненным стержнем, упорную втулку и запорное устройство в виде колпачка с резьбой по наружной поверхности, которое позволяет фиксировать керамическую форму в процессе и после выплавки модельного состав а 2.
Использование этого приспособления не позволяет достигнуть выход годного более
30 -45;о мз-за большого расхода металла на литниково-питающую систему блока отливок. С целью повышения выхода годного литья оно дополнительно снабжено двумя стержнями, соединеннымн между собой с одной стороны опорной плитой с подпружиненной обоймой, а с другой - кольцевьгм фиксатором с )1ымп пазами под стержни и с закрепленным на нем колпачком, на внутренпей поверхности которого выполнена резьба.
Все стержни закреплены неподвижно з
обойме, расположены в ней равномерно по
окружности н проходят через отверстия в
опорной плите. Запорное устройство выполнено в виде кольцевого фиксатора, который верхним торцом взаимодействует с блоком моделей, а фигурными отверстиями - с головками стержней. Фиксатор закрыт кольцевым колпачком, имеющим резьбу ио наружному и внутрениему диаметрам.
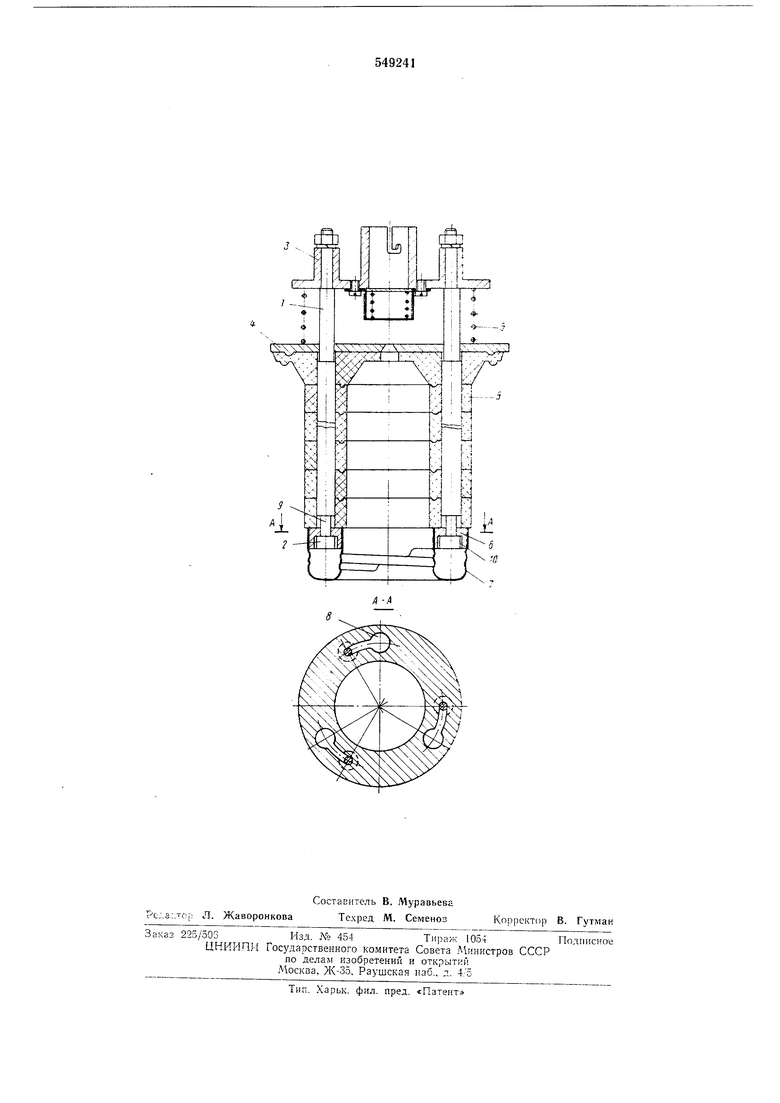
На чертеже показано пре.т.лагаемое присиособлеиие для сборки модельных блоков, две проекиии.
Приспособление имеет три стержня / с головкамн 2, равнорасположенньтми по окружиости, закрепленные неиодвижно в обойме 5 и проходяп1ие через отверстия в опорной плите 4, взаимодействующей через пружину 5 с обоймой. Фиксация модельного блока Б осущестзляется кольцевым фнксатором 6, который верхним торцом взаимодействует с модельным блоком.
Фиксатор закрыт кольцевым колпачком 7, имеющим резьбу по наружному и внутреннему диаметрам.
Прнспосоолеиие работает следующим абразом.
На стержни I, закрепленные в 3 и проходящие через опорную плпту 4, падевают модельные звенья, образующие блок моделей Б. Длина блока моделей равна длине участков стержней, выступаюлдих из опорной плиты, или на 5-10 мм превышает ее.
После этого на модельный блок укладывают кольцевой фиксатор 6 таким образом, чтобы голоВКИ 2 стержней совпадал) с отверстиями фигурных пазов 8. Затем к фиксатору прикладывают усилие, направленное вдоль стержней, под действием которого пружина 5 сжимается, а головки 2 стержней проходят в отверстия фигурных пазов 8. После того как головки стержней выйдут из фиксатора, последний ;поворачивается вокруг своей оси до упора, при этом щейки 9 стержней скользят по лрорезям фигурных пазов. По окончании поворота с фиксатора снимают усилие, и под действием пружины Головки стержней входят в гнезда 10 фиксатора.
Кольцевой колпачок 7 может быть установлен на фиксатор до или после фиксации модельного блока.
Такое приспособление позволяет соби-рать .модельные звенья в блоки, образующие вертикальную цилиндрическую полость в стояке литниково-питающей системы.
Применение полого трубчатого стояка литии ково-питающей системы снижает удельный расход жидкого металла на одну отливку, так как :При увеличении диаметра стояка на нем можно расположить большее количество отливок и, следовательно, увеличить отношение чернового веса отливок к весу жидкого металла, израсходованного на блок отливок, тем самым повысить выход годного до 60-70%.
Формула изобретения
Приспособление для сборки модельных звеньев в блок при изготовлении кера:мических форм ,по выплавляемым моделям, содержащее стержень с подвеской для крепления иа литейном конвейере и колпачком с резьбой на внешней его поверхности, отличающееся тем, что, с целью повышения выхода
годного литья, оно дополнительно снабжено двумя стержнями, соединенными между собой с одной стороны опорной плитой с подпружиненной обоймой, а с другой - кольцевым фиксатором с фигурными лазами под стержни
и с закрепленным на нем колпачком, на внутренней поверхности которого выполнена резьба.
Р1сточники информации, принятые во вииманне при экспертизе:
1. Инженерная монография «Литье по выплавляемым моделям, Шкленник Я. И., Озеров В. А., М., 1971 г., стр. 1:82.
2. Авторское свидетельство Л 238110, В 22 С 7/02, 1965 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки модельных звеньев в блок | 1981 |
|
SU980926A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ МОДЕЛЬНЫХ БЛОКОВ | 1969 |
|
SU238110A1 |
| Устройство для закрепления преимущественно керамических оболочковых форм,изготовляемых по выплавляемым моделям | 1974 |
|
SU495141A1 |
| Модельный блок для литья по выплавляемым моделям | 1990 |
|
SU1740099A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Блок выплавляемых моделей для получения отливок в керамических формах | 1987 |
|
SU1563837A1 |
| Стояк для литья по выплавляемым моделям | 1990 |
|
SU1748917A1 |
| Устройство для подвески модельного блока | 1980 |
|
SU917893A1 |
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| Устройство для сборки модельных звеньев в блок | 1981 |
|
SU984632A1 |