Изобретение относится к литейному производству, а именно к литью по выплавляемым моделям для сборки модельных звеньев в блок при изготовлении керамических форм.
Известно также приспособление для сборки модельных звеньев в блоки, состоящее из полого конического стояка с опорной втулкой для литниковой чаши и зажимного механизма с объемным запорным колпачком С 13.
С целью автоматизации сборки модельных звеньев в блок на полном коническом стояке выполнены продольные выступы, на поверхности которых выполнены остроугольные поперечные канавки с режущей кромкой.
Наиболее близким к изобретению по технической сущности и достигаемому результату является приспособление для сборки модельных звеньев в блок, содержащее полый сток, опорную втулку с внешней кольцевой канавкой и зажимной механизм с подпружиненным стержнем и лепестками 2.
Недостатком этого приспособления является то, что при сборке модельliHX звеньев на стояк с натягом в литниковых втулках модельных звеньев появляются трещины, а образовавшаяся
стружка модельного состава при срезании излишек его препятствует плитному прилеганию модельных звеньев, что ведет к браку при нанесении огне упорного покрытия за счет проникновения между звеньями огнеупорной обмазки. Кроме того, зажимное устройство с объемным колпачком не позволяет полностью автоматизировать процесссборки модельных блоков.
Цель изобретения - улучшение ка;чества сборки модельных звеньев в блок и автоматизация процесса сборки модельных звеньев.
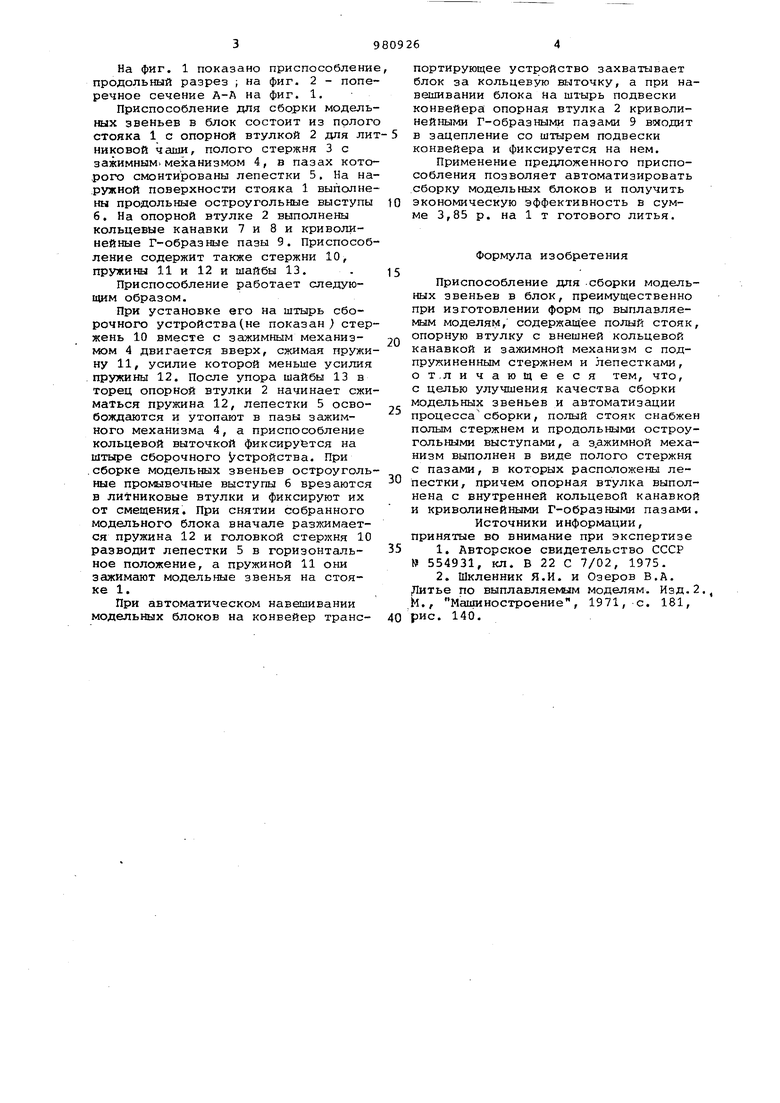
Поставленная цель достигается тем, что в приспособлении для сборки модельных звеньев в блок, содержащем полый стояк, опорную втулку с внешней кольцевой канавкой и зажимной механизм с подпружиненными стержнем и лепестками, полый стояк снабжен полым стержнем и продольны.ми остроугольными выступами, а механизм зажима выполнен в виде полого стержня с пазами, в которых расположены лепестки, причем опорная втулка выполнена с внутренней кольцевой канавкой и криволинейными Г-образными пазами. На фиг. 1 показано приспособление продольный разрез ; на фиг. 2 - поперечное сечение А-А на фиг. 1. Приспособление для сборки модельных звеньев в блок состоит из полого стояка 1 с опорной втулкой 2 для лит никовой чаши, полого стержня 3 с зажимным механизмом 4, в пазах которого смонтированы лепестки 5. На наружной поверхности стояка 1 выполнены продольные остроугольные выступы б. На опорной втулке 2 выполнены кольцевые канавки 7 и 8 и криволинейные Г-образные пазы 9. Приспособление содержит также стержни 10, пружины 11 и 12 и шайбы 13.. Приспособление работает следующим образом. При установке его на штырь сборочного устройства(не показан) стержень 10 вместе с зажимным механизмом 4 двигается вверх, сжимая пружину 11, усилие которой меньше усилия пружины 12. После упора шайбы 13 в торец опорной втулки 2 начинает сжиматься пружина 12, лепестки 5 освобождаются и утопают в пазы зажимного механизма 4, а приспособление кольцевой выточкой фиксируется на штыре сборочного Устройства. При .сборке модельных звеньев остроугольные промывочные выступы б врезаются в литниковые втулки и фиксируют их от смещения. При снятии собранного модельного блока вначале разжимается пружина 12 и головкой стержня 10 разводит лепестки 5 в горизонтальное положение, а пружиной 11 они зажимают модельные звенья на стояке 1. При автоматическом навешивании модельных блоков на конвейер транспортирующее устройство захватывает блок за кольцевую выточку, а при навешивании блока На штырь подвески конвейера опорная втулка 2 криволинейными Г-образными пазами 9 вяодит в зацепление со штырем подвески конвейера и фиксируется на нем. Применение предложенного приспособления позволяет автоматизировать сборку модельных блоков и получить экономическую эффективность в сумме 3,85 р. на 1 т готового литья. Формула изобретения Приспособление для -сборки модельных звеньев в блок, преимущественно при изготовлении форм пр выплавляемым моделям, содержащее полый стояк, опорную втулку с внешней кольцевой канавкой и зажимной механизм с подпружиненным стержнем и лепестками, от.личающееся тем, что, с целью улучшения качества сборки модельных звеньев и автоматизации процессасборки, полый стояк снабжен полым стержнем и продольными остроугольными выступами, а з.ажимной механизм выполнен в виде полого стержня с пазами, в которых расположены лепестки, причем опорная втулка выполнена с внутренней кольцевой канавкой и криволинейными Г-образными пазами. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР 554931, кл. В 22 С 7/02, 1975. 2.Шкленник Я.И. и Озеров В.А. Дитье по выплавляемым моделям. Изд.2., М., Мапщностроение, 1971, с. 181, рис. 140.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки модельных звеньев в блок | 1975 |
|
SU554931A1 |
| Приспособление для сборки модельных звеньев в блок | 1975 |
|
SU549241A1 |
| Приспособление для сборки модельных звеньев в блок | 1988 |
|
SU1688968A1 |
| Устройство для сборки, охлаждения и транспортировки модельных блоков | 1981 |
|
SU1006037A1 |
| Приспособление для сборки модельных звеньев в блок | 1986 |
|
SU1340885A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Устройство для соединения стояка модельного блока и подвески конвейера | 1977 |
|
SU899267A1 |
| Устройство для закрепления каркаса на конвейере | 1978 |
|
SU778901A1 |
| Установка для сборки модельных блоков | 1983 |
|
SU1144757A1 |
| Устройство для подвески модельного блока | 1980 |
|
SU917893A1 |

