(54) УСТРОЙСТВО ДЛЯ ПОДВЕСКИ МОДЕЛЬНОГО БЛОКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки модельных звеньев в блок | 1981 |
|
SU980926A1 |
| Способ изготовления модельного блока | 1990 |
|
SU1748918A1 |
| Приспособление для сборки модельных звеньев в блок | 1988 |
|
SU1688968A1 |
| Приспособление для сборки модельных звеньев в блок | 1975 |
|
SU549241A1 |
| Устройство для закрепления преимущественно керамических оболочковых форм,изготовляемых по выплавляемым моделям | 1974 |
|
SU495141A1 |
| Устройство для защиты резьбы,устройство для съема полимерных резьбовых изделий с резьбооформляющего элемента и литьевая форма для их изготовления | 1981 |
|
SU1068347A1 |
| Способ получения литникового канала в форме | 1975 |
|
SU522895A1 |
| Устройство для сборки модельных звеньев в блок | 1981 |
|
SU984632A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
1
Изобретение относится к области литейного производства и может быть использовано для механизированного изготовления форм методом электрофореза при литье по выплавляемым моделям.
Для подвески и звеньевой сборки, моделей в блок применяются устройства, состоящие из опоры литниковой чаши, з.акрепленной на полом корпусе, во внутренней полости которого установлены лепестковые захваты и, взаимодействующие со съемным наконечником, и подвижный шток, управляющий работой захватов при креплении модельных .звеньев и снятии блоков 1.
Недостатком таких устройств являются ограниченность применения (только для вертикальных литниково-питающих систем с секционной сборкой модельных звеньев),и значительный парк, из-за невозможности удаления сформированного изделия сразу после изготовления.
Кроме того, при изготовлении форм классическим послойным методом и методом электрофореза на верхней плоскости литниковой чаши модельного блока образуется покрытие, удаление которого связано, как правило.
с использованием ручного труда и отличается значительной трудоемкостью процесса.
Целью изобретения является уменьшение трудоемкости процесса путем совмещения операций съема формы с удалением покрытия на верхней плоскости литниковой чаши в сыром состоянии.
Цель достигается тем, что в устройстве для подвески модельного блока, содержащее полый металлический корпус, внутри которого установлены подвижный шток и
10 лепестковые захваты, взаимодействующие со съемным наконечником, корпус снабжен подпружиненной профильной шайбой с укрепленным в ее основании кольцевым ножом, защитным колпачком, жестко установленным на корпусе и связанным с профильной шайбой посредством пружины, и упорами, ограничивающими движение профильной шайбы при разъеме, цричем про(|)ильная шайба выполнена с вертикальными направляющими канавками.
20
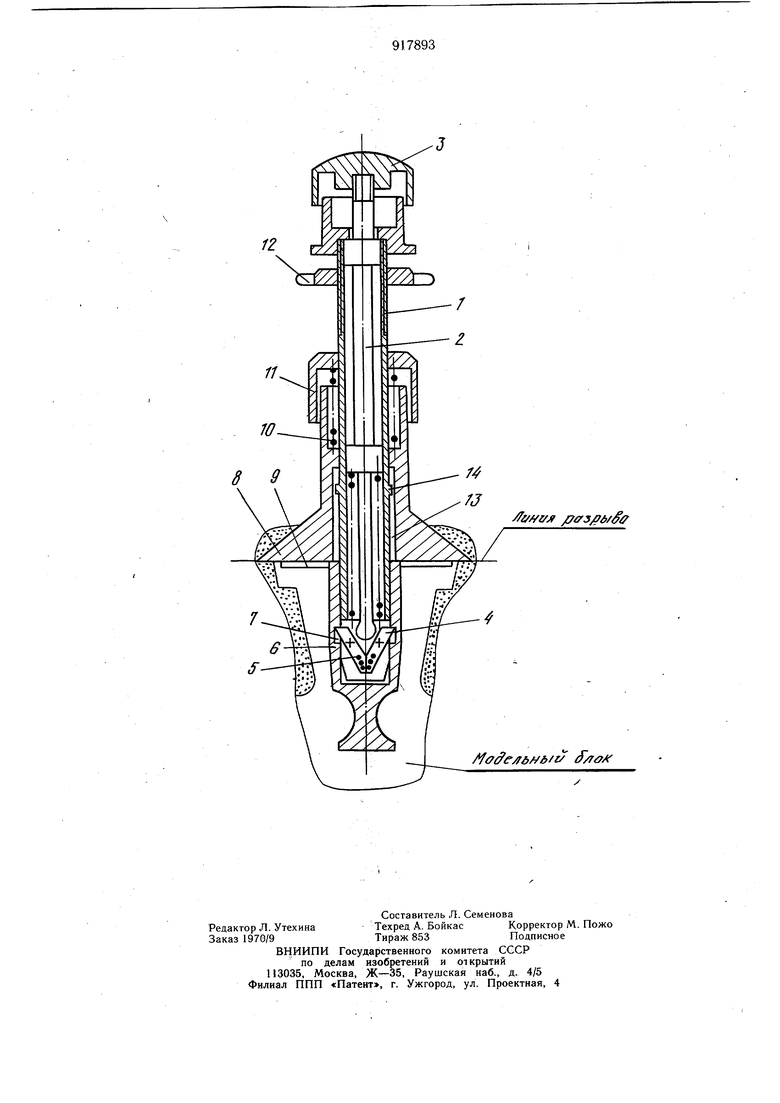
На чертеже изображено устройство подвески модельного блока.
Устройство содержит металлический полый корпус 1, во внутренней полости которого установлены подвижный шток 2 с рабочей головкой 3, лепестковые захваты 4, связанные пружиной 5 и фиксирующие съемный наконечник 6 посредством кольцевой упорной канавки 7 с профильной шайбой 8 с закрепленным в ней кольцевым ножом. 9, предотвращающим попадание суспензии на верхнюю плоскость литниковой чаши за счет давления пружины 10, степень сжатия которой регулируется защитным колпачком 11. Крепление устройства в транспортно-технологическом узле механизированного оборудования производится гайкой 12. Профильная щайба выполнена с вертикальными направляющими канавками 13, взаимодействующими с упорами 14 на корпусе. Устройство работает следующим образом. Наконечник 6 устанавливают в прессформу литниково-питающей системы и запрессовывают модельную массу. Подвеска модельного блока производится таким образом, чтобы нижний конец корпуса 1 вошел во внутреннюю полость наконечника 6. При этом кольцевой нож 9 подпружиненной профильной шайбы 8 врезается в тело модели, предотвращая тем самым попадание суспензии на верхнюю плоскость литниковой чащи. Зажимные лепестки 4 сначала поворачиваются, не препятствуя перемещению, а при совмещении с кольцевой канавкой 7 внутренней полости наконечника 6 автоматически расходятся под действием пружины 5, обеспечивая надежное крепление. Удаление керамики с литниковой чаши после нанесения покрытий осуществляют одновременно со съемом формы нажатием на рабочую головку 3. При этом нижний конец стержня 2 освобождает зажимные лепестки из кольцевой канавки наконечника 6, вследствие чего форма под действием собственного веса идет вниз, перемещая профильную щайбу 8 по вертикальным направляющим канавкам 13 до упоров 14. При остановке профильной щайбы покрытие разрывается по наружному контуру литниковой чаши, где толщина оболочки минимальна. Затем профильную щайбу 8 очищают от остатков суспензии. При этом устройство готово к последующей эксплуатации. Наконечник 6 удал$ ют из формы после вытапливания модельного .состава, промывают в горячей воде и подают на операцию изготовления моделей. Предложенное устройство позволяет совместить съем формы с подрезкой литниковой чащи. Кроме того, устройство позволяет рещить задачу полной механизации и автоматизации процесса изготовления форм методом электрофореза для серийного и массового производства, при этом форма не требует дополнительной обработки. Ожидаемое снижение себестоимости 1 тонны годного литья за счет сокращения количества держателей и автоматизации подрезки литниковых чащ при внедрении устройства составит ориентировочно 6-10 руб. Формула изобретения Устройство для подвески модельного блока, содержащее полый металлический корпус, внутри которого установлены подвижный шток и лепестковые захваты, взаимодействующие со съемным наконечником, отличающееся тем, что, с целью снижения трудоемкости процесса путем совмещения операций съема форм с удалением покрытия на верхней плоскости литниковой чащи, корпус снабжен подпружиненной профильной щайбой с укрепленным в ее основании кольцевым ножом, защитным колпачком, жестко установленным на корпусе и связанным с профильной щайбой посредством пружины, и упорами, ограничивающими движение профильной щайбы при разъеме, причем профильная щайба выполнена с вертикальными направляющими канавками. Источники информации, принятые во внимание при экспертизе 1. Литье по выплавляемым моделям. Под ред. Я. И. Шкленника и В. А. Озерова. М., 1971, с. 181 - 184 (прототип).
/ г/f/yjf jyff3/06/ ff
ff e/f6f 6fi: /ra/f
