И
Фиг1
Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям, и может быть использовано при сборке выплавляемых моделей в блоки на металлическом стояке- каркасе, нанесении слоев оболочковой формы и выплавлении моделей из оболочковой формы.
Известен модельный блок в производстве литья по выплавляемым моделям, включающий металлический стояк-каркас, модель литниковой воронки, модели отливок или модельные звенья и устройство для фиксации оболочковой формы на стояке- каркасе в процессе и после выплавления моделей. Устройство для фиксации выполнено в виде металлического колпачка или в виде металлической втулки с резьбой на наружной (боковой) поверхности, покрытой слоем модельного состава. В процессе выплавления моделей указанный слой удаляется, а оболочковая форма зависает на резьбе и таким образом удерживается на стоя ке-каркасе.
Недостатком известного модельного блока является то, что в процессе и после выплавления модельного состава вся оболочковая форма удерживается на стояке- каркасе только резьбой, причем со значительным зазором между резьбовыми поверхностями удерживающей детали и оболочковой формы, что часто приводит к разрушению оболочковой формы, особенно при вращении стояка-каркаса в горизонтальном и наклонном положениях.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является модельный блок, включающий металлический стояк-каркас, модель литниковой воронки, модельные звенья с центральными втулками и прижимной колпачок, изготовленные из выплавляемого модельного состава. При нанесении слоев оболочковой формы прижимной колпачок удерживает модельный комплект вместе с формирующейся оболочковой формой на стояке-каркасе, а при выплавлении модельного комплекта он расплавляется и оболочковая форма свободно зависает на стояке-каркасе в вертикальном или наклонном положении воронкой вниз. После завершения процесса выплавления она снимается со стояка-каркаса.
Недостатком указанного модельного блока является то, что низкая механическая прочность прижимного колпачка, выполненного из выплавляемого модельного материала, часто приводит к разрушению блоков s процессе нанесения слоев под действием динамических нагрузок и в связи с
увеличивающейся массой формирующейся оболочковой формы. Кроме того, в процессе выплавления моделей оболочковая форма теряет опоры, роль которых играли прижимной колпачок и центральные втулки, что вызывает частые случаи разрушения форм и как следствие снижение производительности, особенно при вращении стояков-каркасов с зависающими на них оболочковыми
0 формами, причем сильно ограничены возможности манипулирования блоком: в положении литниковой воронкой вверх оболочковая форма сползает со стояка-каркаса.
5 Цель изобретения - устранение указанного недостатка, т.е. увеличение производи- тельности за счет повышения эксплуатационной надежности модельного блока.
0 Эта цель достигается тем, что модельный блок, включающий металлический стояк-каркас, выплавляемые модельные звенья с центральными втулками, выплавляемую модель литниковой воронки и прижимной
5 колпачок, снабжен бочкообразной опорной втулкой, установленной между моделью литниковой воронки и верхним модельным звеном, причем опорная втулка и прижимной колпачок изготовлены из термопласта,
0 например из пенополистирола, пенопропи- лена или пенополиуретана.
Бочкообразная форма боковой поверхности исключает возможность отрыва опорной втулки от поверхности оболочковой
5 формы и перемещения опорной втулки вдоль стояка при манипулировании блоком в процессе и после выплавления моделей.
Выбор термопластов в качестве материалов прижимного колпачка и бочкообразной
0 опорной втулки обоснован тем, что они обладают повышенной в сравнении с воско- подобными модельными материалами прочностью, а также тем, что температуры их расплавления превышают температуры,
5 при которых выплавляют из оболочковых форм воскоподобные модельные составы. Например, температуры расплавления пенополистирола, пенополипропилена и пенополиуретана находятся выше 150°С, а
0 температуры выплавления широко применяемых модельных составов типа Р-3 и МВС-15 в жидких теплоносителях - в пределах 98- 120°С.
Благодаря повышенной прочности кол5 пачка из термопласта исключаются случаи разрушения блоков в процессе нанесения и сушки слоев оболочковой формы.
В период и после выплавления моделей прижимной колпачок и бочкообразная опорная втулка, изготовленные из термопласта и расположенные соответственно в нижней и верхней частях модельного блока, служат двумя опорами для оболочковой формы и надежно фиксируют ее относительно стояка-каркаса без зазоров между поверхностями формы и поверхностями опор, благодаря чему исключаются случаи разрушения форм при выплавлении моделей.
Известно использование термопластов в производстве литья по выплавляемым моделям. В этом случае модельный блок включает значительное количество деталей, изготовленных из термопласта: модели отливок или модельные звенья, модель литниковой воронки и прижимной колпачок. Однако указанный модельный блок имеет недостатки; отсутствие возврата модельного материала и наличие большого количества вредных выбросов в атмосферу от печи прокаливания при выжигании моделей.
В предлагаемом модельном блоке эти недостатки устраняются за счет того, что колпачки и бочкообразная опорная втулка из термопласта составляют по объему незначительную часть всего модельного комплекта.
Нафиг.1 схематически показан предлагаемый модельный блок; на фиг.2 - разрез А-А на фиг. 1.
Блок включает в себя металлический стояк-каркас 1, на который нанизаны выплавляемая модель литниковой воронки 2, бочкообразная опорная втулка 5 из термопласта и выплавляемые модельные звенья 3 с модельными втулками 6. Бочкообразная опорная втулка 5 из термопласта расположена между моделью литниковой воронки 1 и верхним модельным звеном. Со стороны нижнего модельного звена на стояк-каркас навинчен прижимной колпачок 4 из термопласта.
Модельный блок работает следующим образом.
После сборки модельного блока его подвешиваютна конвейерлинии нанесения слоев оболочковой формы. При нанесении слоев прижимной колпачок 4 из термопласта, обладая повышенной в сравнении с
колпачком из выплавляемого модельного состава прочностью, надежно удержиплп модельный комплект на стояке-каркасе В
период выплавления моделей в конвейер ных установках прижимной колпачок А и бочкообразная опорнёя втулка 5 из термопласта служат опорами для оболочковой формы, предотвращая ее разрушение, особенно при вращении стояка-каркаса в горизонтальном и наклонном положениях. После выплавления моделей из оболочковой формы стояк-каркас вывинчивается, а прижимной колпачок и бочкообразная
опорная втулка из термопласта выгорают при последующем прокаливании оболочковых форм
Использование предлагаемого модельного блока позволит получить за счет уменьшения технологических потерь оболочковых форм экономический эффект в пределах 5-8 руб. на одну тонну стального литья (по данным завода Ростсельмаш).
Формула изобретения
1. Модельный блок для литья по выплавляемым моделям, содержащий металлический стояк-каркас, выплавляемые модельные звенья с центральными втулками, выплавляемую модель литниковой воронки и прижимной колпачок, отличающий- с я тем, что, с целью увеличения производительности за счет повышения эксплуатационной надежности, он снабжен
бочкообразной опорной втулкой, установленной между моделью литниковой воронки и верхним модельным звеном, причем опорная втулка и прижимной колпачок изготовлены из термопласта.
2. Модельный блок по п.1, о т л и ч а ю- щ и и с я тем, что опорная втулка и прижимной колпачок выполнены из пенополистиро- ла.
3.Блокпоп.1,отл ича ющийся тем, что опорная втулка и прижимной колпачок
выполнены из пенополипропилена.
4,Блок по п.1, отл ича ю щи и с я тем, что опорная втулка и прижимной колпачок выполнены из пенополиуретана.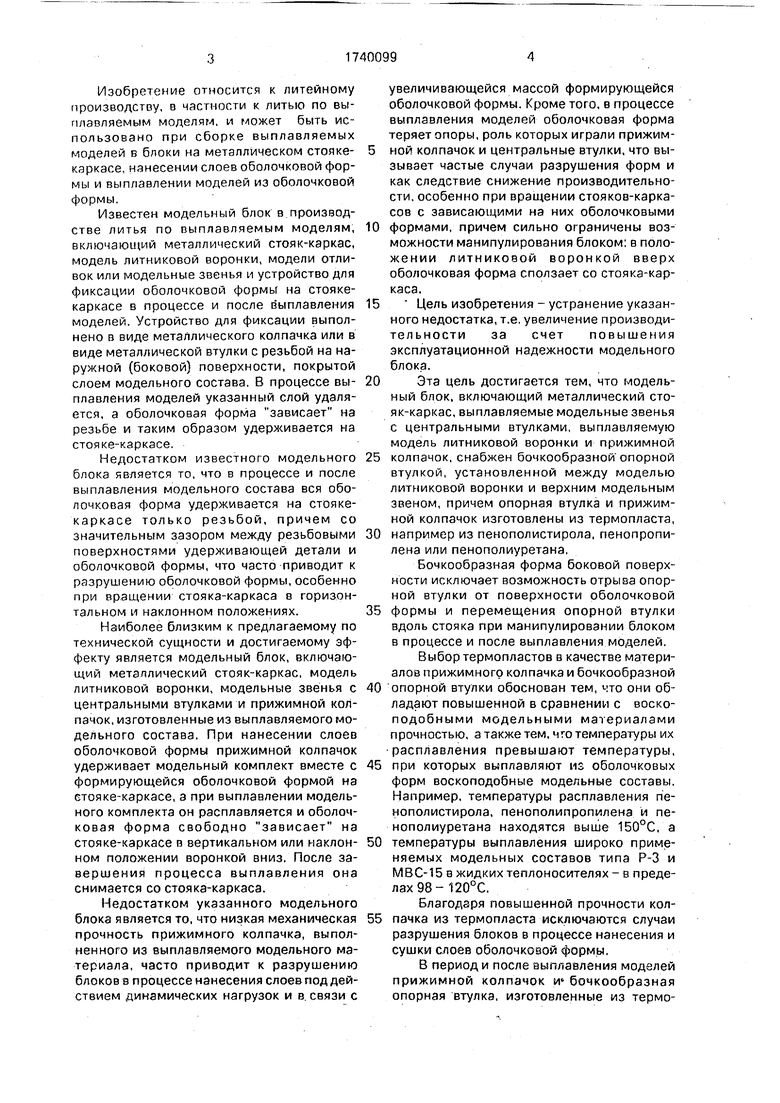
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления легкоплавких моделей из оболочковых форм | 1990 |
|
SU1764771A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418647C2 |
| Устройство для закрепления преимущественно керамических оболочковых форм,изготовляемых по выплавляемым моделям | 1974 |
|
SU495141A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| Способ изготовления модельного блока | 1990 |
|
SU1748918A1 |
| Блок выплавляемых моделей для получения отливок в керамических формах | 1987 |
|
SU1563837A1 |
| ЛИТНИКОВО-ПИТАЮЩАЯ СИСТЕМА ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2001 |
|
RU2218234C2 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| Приспособление для сборки модельных звеньев в блок | 1975 |
|
SU549241A1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |

Сущность изобретения: блок содержит стояк 1, модель литниковой воронки 2, бочкообразную опорную втулку 5 из термопласта, модельные звенья 3 с модельными втулками. 3 з п. ф-лы, 2 ил.
фие 2
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ МОДЕЛЬНЫХ БЛОКОВ | 0 |
|
SU238110A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМИРОВАНИЯ ОБОЛОЧЕК | 0 |
|
SU378280A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Ч | |||
