Изобретение относится к литейному и металлургическому производству, в частности получению металлической дроби методом распыления.
Возрастающая потребность в металлических порошках для нужд суспензионной разливки, порошковой металлургии, электросварки и т. д. способствует развитию методов получения металлических порошков. Наиболее перспективным является метод получения металлических порошков распылением, заключаюш,ийся в том, что жидкий металл, перемеш,аясь по вертикальному каналу, выполненному из огпеунора, диспергируется струями газообразного или жидкостного распылителя. В зависимости от энергетических характеристик распылителя, конструктивных особенностей распыливающей головки изменяются фракционный состав, форма полученной металлической дроби.
Известно устройство 1 для распыления раснлавов, состояш,ее из промежуточной емкости для расплава с выходным соплом, трубопроводом для подвода окислительного газа и емкости для сбора металла.
Недостатками известного устройства является низкая экснлуатационная надежность в работе. Распыливаюш,ая форсунка стыкуется со стаканчиком из огнеупорного материала промышленного ковша, причем в месте
стыка наблюдаются заливы металла, температурные напряжения, приводяш,ие к растрескиванию стаканчика. Качество распыления зависит от толш;ины стенки расныливаюш,его стаканчика, поэтому стремятся к уменьшению толщины стенки, что резко снижает срок службы этого стаканчика. К числу недостатков относится также и сложность изготовления распыливаюшей головки.
0
Целью изобретения является упрощение технологического процесса изготовления распыливающей головки и повыщение надежности ее в работе. Цель достигается тем, что корпус головки выполняется в виде заформо5ванной смесью, например жидкостекольной, самотвердеющей опоки.
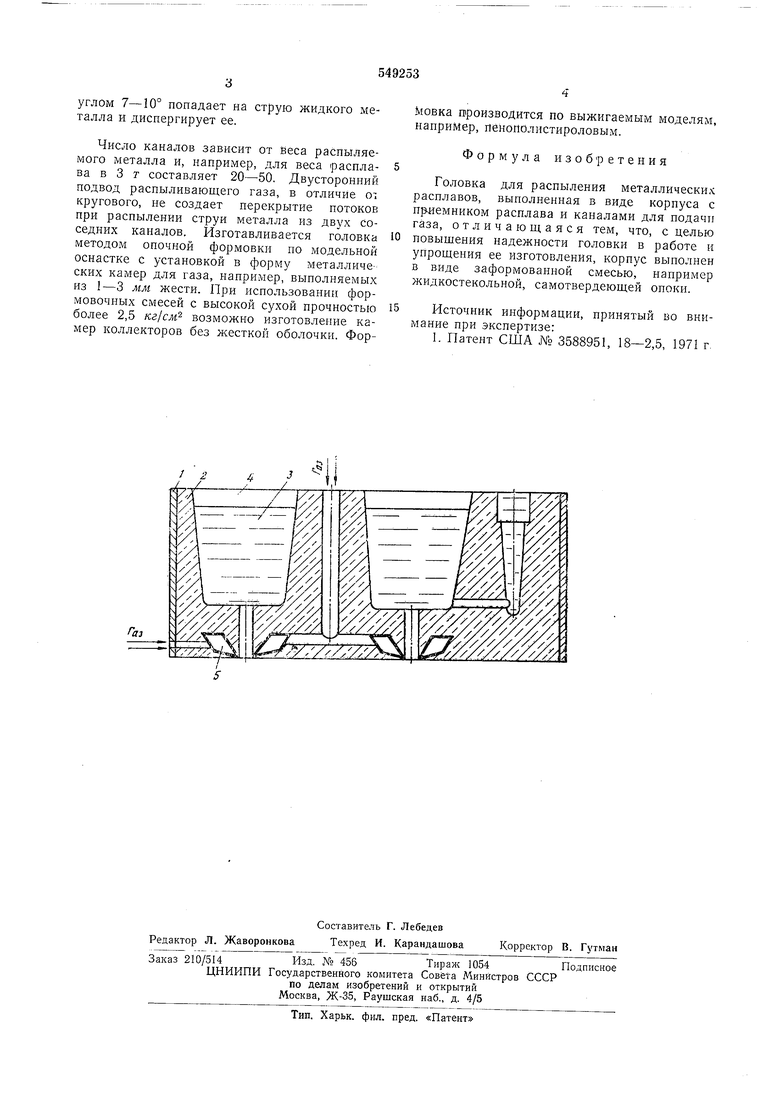
Изобретение поясняется чертежом, где изображена головка для распыления. Головка для распыления состоит из опоки 1 с формовочной смесью 2, в которую подается расплав 3. В опоке заформован приемник 4 расплава и каналы для подачи газа.
Работает головка следующим образом. Опока 1 устанавливается над бункером для
5 металлической дроби. Жидкий металл из ковша через литниковую систему подается в приемник 4 расплава и нри помощи каналов образует струю на выходе из формы. каналы 5 подается газовый поток, например, воздух. Воздущный поток с двух сторон под
0
углом 7-10° попадает на струю жидкого металла и диспергирует ее.
Число каналов зависит от веса распыляемого металла и, например, для веса расплава в 3 т составляет 20-50. Двусторонний подвод распыливающего газа, в отличие oi кругового, не создает перекрытие потоков при распылении струи металла из двух соседних каналов. Изготавливается головка методом опочной формовки по модельной оснастке с установкой в форму металлических камер для газа, например, выполняемых из 1-3 мм жести. При использовании формовочных смесей с высокой сухой прочностью более 2,5 кг/сж возможно изготовление камер коллекторов без жесткой оболочки. ФорМовка грроизводится по выжигаемым моделям, например, пенополистироловым.
Формула изобретения
Головка для распыления металлических расплавов, выполненная в виде корпуса с приемником расплава и каналами для подачи газа, отличающаяся тем, что, с целью повышения надежности головки в работе и упрощения ее изготовления, корпус вынолнен в виде заформованной смесью, например жидкостекольной, самотвердеющей опоки.
Источник информации, принятый во внимание при экспертизе:
I. Патент США № 3588951, 18-2,5, 1971 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлической дроби | 1975 |
|
SU530745A1 |
| Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе | 2019 |
|
RU2714788C1 |
| Способ получения дроби из железо-углЕРОдиСТыХ СплАВОВ | 1979 |
|
SU822997A1 |
| Установка для получения литой металлической дроби | 1980 |
|
SU933263A1 |
| Способ получения металлической дроби | 1976 |
|
SU586966A1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕСЧАНЫХ ФОРМ | 1992 |
|
RU2043823C1 |
| Способ получения металлической дроби | 1977 |
|
SU647061A1 |
| Способ получения дроби | 1975 |
|
SU541582A1 |
