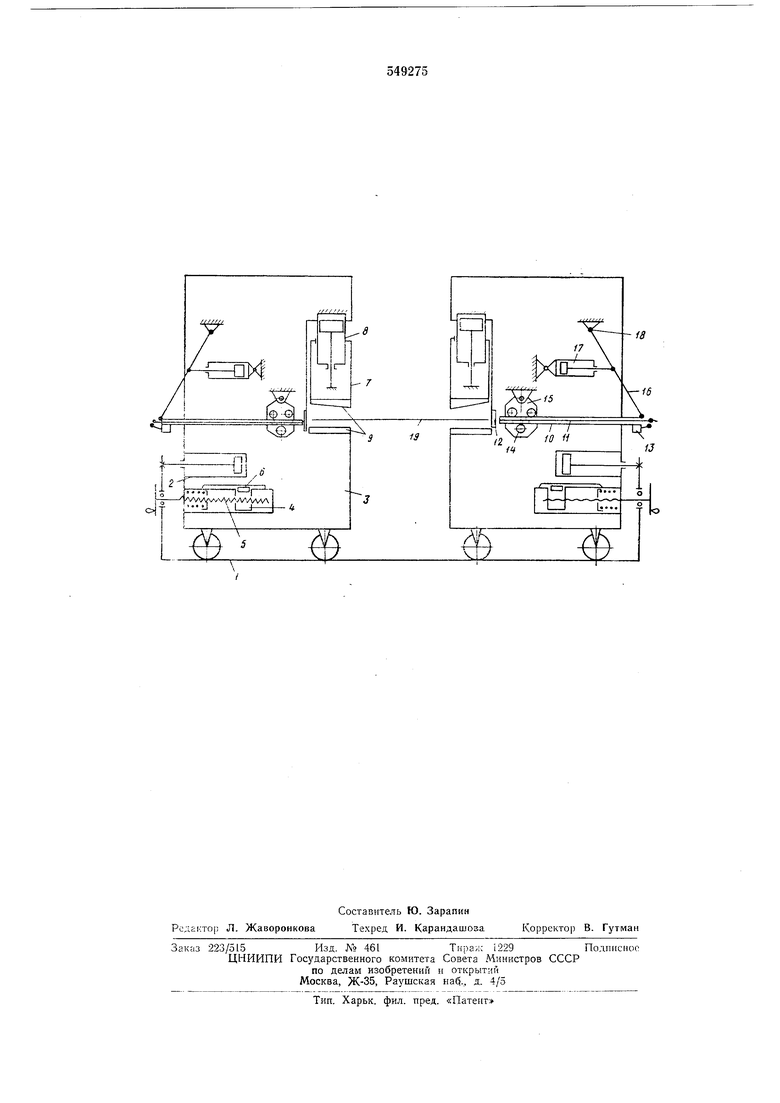
В исходном положении ножниц каретки J и штанги 10 отведены в крайнее заднее ноложенне и находятся на наибольшем от оси подачи полос расстоянии. В зону резки ноступает полоса 19 и останавливается с таким расчетом, чтобы задний конец нолосы находился в зоне резки. Каретки 3 сближаются и остаиавливаются носле упора соответствующих поверхностей в гайки 4, предварительно установленные на заданный размер полосы по ширине. Включаются цилиндры 17, и штанги с тягами // движутся иавстречу друг другу до соприкосновения одного из уноров 12 с боковой кромкой полосы. При этом соответствующая иружина начинает сжиматься и срабатывает датчик 13. Полоса начинает или продолжает смещаться поперек оси ее подачи до соприкосновения другой боковой кромки полосы с упором 12 тяги 11, расположенным ца противоположной каретке 3. Аналогично предыдущему происходит срабатывание другого датчика 13, в результате чего движение штанг прекращается, а полоса устанавливается по оси и усилие на ее боковые кромки не превышает усилия сжатия пружин. Вслед за этим включаются цилиндры 8 и производится обрезка боковых кромок полосы. После чего механизмы возвращаются в исходное положение, подается передний KOHei; следующей полосы и операции повторяются, Б результате чего коицы обеих полос по ширине стаиовятся равными.. Формула изобретения 1. Ножницы для обрезки концов полос, содержащие две перемещающиеся навстречу одна другой приводные каретки, несущие режущие суппорты и регулируемые ограничители хода, а также приводпые центрирующие штанги с датчиками и рычагами, отличающиеся тем, что, с целью снижения веса оборудования, повышения его производительности и точности обрезки полос, а также механизации процесса, центрирующие штанги с датчиками и рычагами попарно смонтированы по обеим сторонам приводных кареток, при этом передний конец каждой штанги подвижно установлен в роликах, встроенных в шарнирно закрепленные на каретках кронштейны, а задний соединен с поворачивающимися рычагами, закрепленными попарно на валах. 2. Ножницы по п. 1, отличающиеся тем, что, с целью обеспечения центровки тонкого полосового проката без смятия его боковых кромок, центрирующие штаиги выполнены полыми, а во внутренних полостях смонтированы подпружиненные тяги, имеющие в передией части упоры, соприкасающиеся с центрируемой полосой, а в задней - датчики для отключения привода перемещення центрирующих штанг после сжатия пружин обеих тяг, расположенных по одну сторону каждой каретки. Источник информации, принятый во внимание при экспертизе: 1. «Режущие машины прокатных цехов, ч. I, А-14-70, НИИИнформтяжмаш, стр. 100.
i3

| название | год | авторы | номер документа |
|---|---|---|---|
| Однодисковые ножницы | 1979 |
|
SU863200A1 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Стан для изготовления сварныхЕМКОСТЕй | 1979 |
|
SU829367A2 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| Направляющий механизм к устройству для обрезки листа | 1974 |
|
SU503652A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2007 |
|
RU2348493C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |