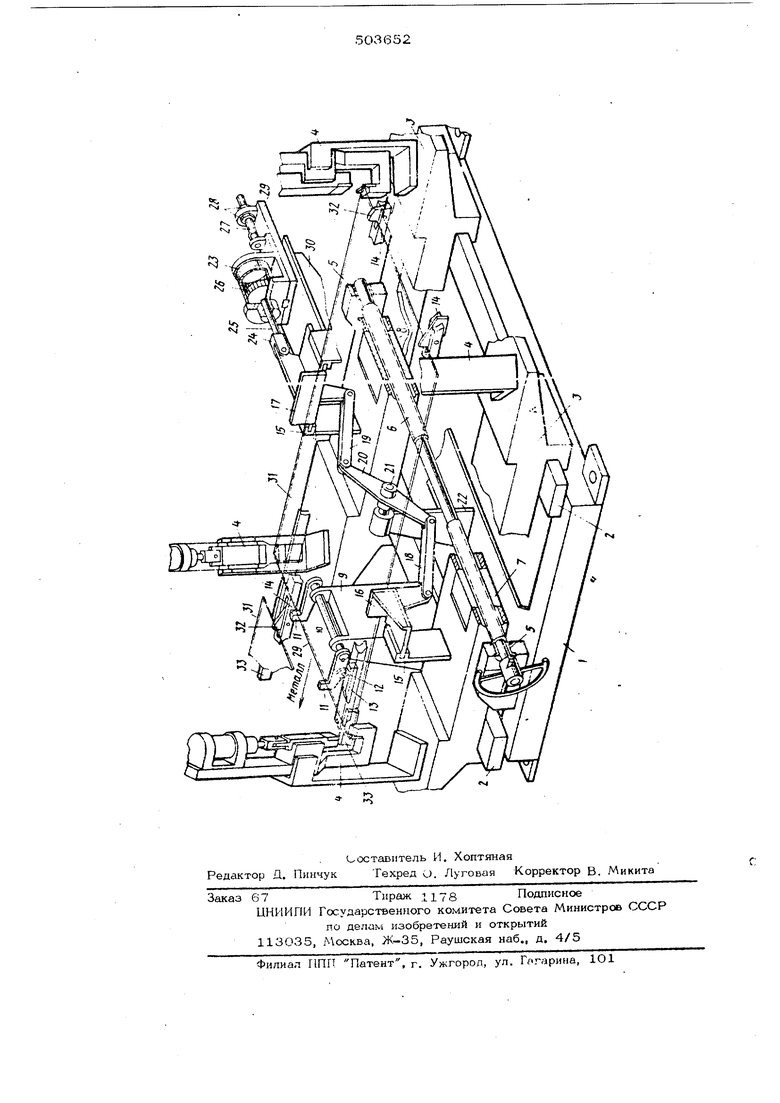
25 и поршнем 26. Цилиндр 23 установлен с эозможностью осевого перемещения при помощи шпильки 27 и гаек 28 по плите 29 жестко закрепленной на стойке 30 каретки 3. - Обрабатываемый лист 31 транспортируется при помощи упоров 32, закрепленных на линейках 14. Механизм работает следующим образом. В зависимое И от ширинь; обрабатываемого листа 31 и величины отрезаемой унего угловой фаски кареттси 3 вращением винта 6 устанавливаются на требуемое расстояние между ними. При перемещении каретсж 3 происходит одновременно и пере мещение прижимов 16 и 17, так под действием сжатого воздуха порше ль 26 прижат к передней части корпуса цилиндра 23. При таком положении поршня производи-Ля подстройка центрирующих прижимов 16 и 17 под фактическую ширину обрабатываемого листа, для чего цилиндр 23 смешается в осевом направлении вращением гаек 28 по шпильке 27. Зафикси- ровав требуемое положение цилиндра 23, подают сжатый воздух в его штоковую полость, и поршень 26 перемещается до упора в заднюю часть цилиндра 2,3. При этом центрирующие прижимы 16 и 17 раз- двинутся, так как движение прижима 17 через тяги 18, 19 и 2О передается прижиму 16. Разведение прижимов обеспечив ет свободное лфохождение через них обрабатываемого листа при его транспортировк Устройство подготовлено к обрезке фасок. Лист 31 подается на позицию речЭки линейками 14 транспортного устройства. Упорами 32, расположенными на линейках 14, лист подается до боковых упоров 11, которые поднимаются в j лбочее положение копиром 13 несколько раньше, чем подойдет к нему лист 31. Теперь подается воз дух в поршневую полость цилиндра 23, и прижимы 16 и 17 сближаются, центрируя лист в требуемом .оложении относительно ножниц 4, а ножницы одновременно производят обрезку четырех угловых фасок. Линейки 14 реверсируются, и упоры 11 опускаются. При реверсе линеек 14 обрабатываемый лист 31 лежит неподвижно на стационарных направляющих 33, а упоры 32, утапливаясь, проходят под обрабатываемым листом 31. Пройдя расстояние, равное шагу подачи транспортного устройства, линейки 14 останавливаются, а yno-i ры 32, находясь в промежутках между листами 31, поднимаются вверх. Подается воздух в штоковую полость дилиндра 23, и прижимы 16 и 17 раздвигаются. При последующем ходе линеек 14 вперед лист с обрезанными фасками убирается, а на его место поступает Н-вый. Далее цикл работы устройства повторяется. Величина хода линеек 14 больше длины листа 31, поэтому упоры 11 поднимаются вверх только после того, как лист с обрезанными фасками будет удален с позиции резки. о р м у л а 3 о о р е тения Направляющий механизм к устройству для обрезки листа, содержащий установленные на основании два прижима, связанные между собой тремя тягами, последовательно скрепленными одна с другой, при этом один из прижимов соединен со штоком силового цилиндра, отличаюшийс я тем, что, с целью повышения точности установ ки листа, он снабжен двумя каретками, установленными на основании с возможностью синхронного возвратно-поступательного перемещения в направлении, перпендикулярном к оси подачи листа, на каждой из которых закреплен один из прижимов, и смонтированной на основании осью, на которой установлена средняя тяга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия | 1969 |
|
SU327736A1 |
| Стан для изготовления сварныхЕМКОСТЕй | 1979 |
|
SU829367A2 |
| Устройство для резки листов | 1978 |
|
SU791469A1 |
| Устройство для переплетных работ | 1989 |
|
SU1719245A1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2391193C1 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС НА МАШИНАХ НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2009 |
|
RU2391194C1 |
| Агрегат для обрезки фанеры на форматные листы | 1951 |
|
SU100234A1 |
| Устройство для штучной подачи листовых заготовок | 1987 |
|
SU1479219A2 |
| Установка для упаковывания длинномерных тонкостенных труб | 1985 |
|
SU1361057A1 |