1
Изобретение относится к изготовлению сварных прокатно-штампованных емкостей.
По основному авт.св. №573289 известен стан для изготовления сварных емкостей, содержащий разматыватель, формующую машину, подающий механизм, стсщионарную роликовую машину для продольнойсварки, механизм для продольной и поперечной резки, машину для поперечной сварки, передагадее устройство, цепной транспортер fl}.
Недостатки данного стана заключаются в том, что он не обеспечивает механизированной уборки, штабелирования и накопления емкостей.
Целью изобретени.ч является повышение производительности за счет механизации процесса.
Эта цель достигается тем, что стан оснгицен накопительным цепным конвейером со встрое шым штабелирующим устройством и задакадим устройством с приводом возвратно-поступатель ного движения, связанным с накопительным конвейером, а штабелирующее устройство выполнено в виде коробчатых элементов, попарно образуквдих накопительные карманы с отверстием в днище, закрепленных на звеньях цепного накопительного конвейера, и стола с механизмом подъема и опускания, кинематически связанного посредством рычагов и храпово-кулачкового механизма с задающим устройством, выполненным, в свою очередь, в виде рамки с направляющими, снабженной . утапливаемыми упорами, при этом коробчатые элементы снабжены шарнирно
0 установленными сбрасывателями.
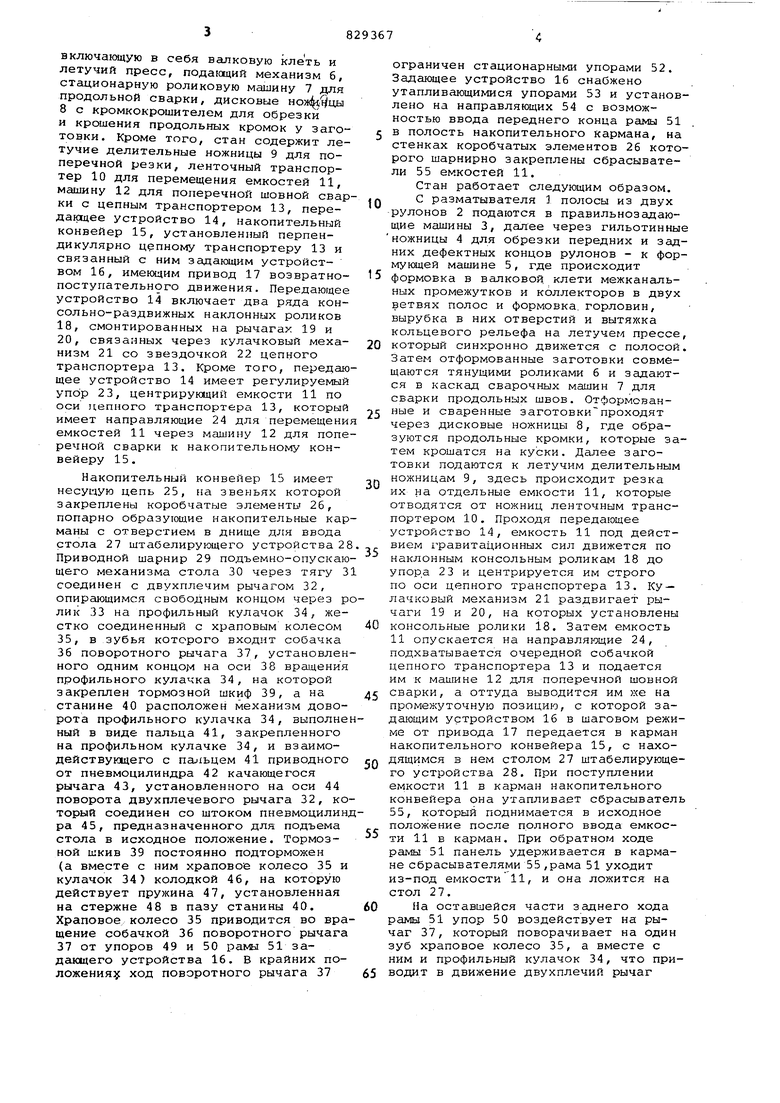
На фиг. 1 изображен стан для изготовления сварных прокатно-штг1мпованных емкостей, вид сбоку; на фиг. 2 - то же, вид в плане; на
5 фиг. 3 - то же, вид сзади; на фиг, 4 - то же, поперечный разрез по накопительному конвейеру со штабелирующим и задающим устройствами; на фиг. 5 - разрез А-А на фиг. 4, по оси.,храпово-кулачкового механизма;
0 на фиг. 6 - продольный разрез Б-Б на фиг. 4, по накопительному конвейеру в месте штабелирующего устройства,
Стан для изготовления сварных
5 прокатно-штампованных емкостей содержит два раз7- атывателя 1 для одновременной размотки двух рулонов 2 листового йроката, две правильнозадающие машины 3, спаренные гильотинные ножницы 4, формующую машину 5,
включающую в себя валковую клеть и летучий пресс, подаодий механизм 6, стационарную роликовую машину 7 для продольной сварки, дисковые 8 с кромкокрошителем для обрезки и крошения продольных кромок у заготовки. Кроме того, стан содержит летучие делительные ножницы 9 для поперечной резки, ленточный транспортер 10 для перемещения емкостей 11, машину 12 для поперечной шовной сварки с цепным транспортером 13, передаквдее устройство 14, накопительный конвейер 15, установленный перпендикулярно цепному транспортеру 13 и связанный с ним задающим устройством 16, имеющим привод 17 возвратнопоступательного движения. Передающее устройство 14 включает два ряда консольно-раздвижных наклонных роликов 18, смонтированных на рычагах 19 и 20, связанных через кулачковый механизм 21 со звездочкой 22 цепного транспортера 13. Кроме того, передающее устройство 14 имеет регулируемый yncip 23, центрирующий емкости 11 по оси цепного транспортера 13, который имеет направляющие 24 для перемещени емкостей 11 через мгииину 12 для поперечной сварки к накопительному конвейеру 15.
Накопительный конвейер 15 имеет несущую цепь 25, па звеньях которой закреплены коробчатые элементы 26, попарно образующие накопительные карманы с отверстием в днище для ввода стола 27 штабелирующего устройства 28 Приводной шарнир 29 подъемно-опускающего механизма стола 30 через тягу 3 соединен с двухплечим рычагом 32, опирающимся свободным концом через рлик 33 на профильный кулачок 34, жестко соединенный с храповым колесом 35, в зубья которого входит собачка
36поворотного рычага 37, установленного одним концом на оси 38 вращения профильного кулачка 34, на которой закреплен тормозной шкиф 39, а на станине 40 расположен механизм доворота профильного кулачка 34, выполненый в виде пальца 41, закрепленного на профильном кулачке 34, и взаимодействумщего с па)хьцем 41 приводного от пневмоцилиндра 42 качающегося рычага 43, установленного на оси 44 поворота двухплечевого рычага 32, который соединен со штоком пневмоцилинра 45, предназначенного для подъема стола в исходное положение. Тормозной шкив 39 постоянно подторможен
(а вместе с ним храповое колесо 35 и кулачок 34) колодкой 46, на которую действует пружина 47, установленная на стержне 48 в пазу станины 40. Храповое колесо 35 приводится во вращение собачкой 36 поворотного рычага
37от упоров 49 и 50 рамы 51 задающего устройства 16. В крайних положения ход поворотного рычага 37
ограничен стационарныг-ш упорами 52. Задающее устройство 16 снабжено утапливающимися упорами 53 и установлено на направляющих 54 с возможностью ввода переднего конца рамы 51 в полость накопительного кармана, на стенках коробчатых элементов 26 которого шарнирно закреплены сбрасыватели 55 емкостей 11.
Стан работает следующим образом.
С разматывателя 1 полосы из двух рулонов 2 подаются в правильнозадающие машины 3, далее через гильотинны ножницы 4 для обрезки передних и задних дефектных концов рулонов - к формующей машине 5, где происходит формовка в валковой клети межканальных промежутков и коллекторов в двух ветвях полос и формовка, горловин, вырубка в них отверстий и вытях ка кольцевого рельефа на летучем прессе который синхронно движется с полосой отформованные заготовки совмещаются тянущими роликами 6 и задаются в каскад сварочных машин 7 для сварки продольных швов. Отформованные и сваренные заготовки проходят через дисковые ножницы 8, где образуются продольные кромки, которые затем крошатся на куски. Далее заготовки подаются к летучим делительным ножницам 9, здесь происходит резка их на отдельные емкости 11, которые отводятся от ножниц ленточным транспортером 10. Проходя передающее устройство 14, емкость 11 под действием гравитационных сил движется по наклонным консольным роликам 18 до упора 23 и центрируется им строго по оси цепного транспортера 13. Кулачковый механизм 21 раздвигает рычаги 19 и 20, на которых установлены консольные ролики 18. Затем емкость 11 опускается на направляющие 24, подхватывается очередной собачкой цепного транспортера 13 и подается им к машине 12 для поперечной шовной сварки, а оттуда выводится им же на промежуточную позицию, с которой задающим устройством 16 в шаговом режиме от привода 17 передается в карман накопительного конвейера 15, с находящимся в нем столом 27 штабелирующего устройства 28. При поступлении емкости 11 в карман накопительного конвейера она утапливает сбрасывател 55, который поднимается в исходное положение после полного ввода емкости 11 в карман. При обратном ходе рамы 51 панель удерживается в кармане сбрасывателями 55,рама 51 уходит из-под емкости11, и она ложится на стол 2 7.
На оставшейся части заднего хода рамы 51 упор 50 воздействует на рычаг 37, который поворачивает на один зуб храповое колесо 35, а вместе с ним и профильный кулачок 34, что приводит в движение двухплечий рычаг 32, обеспечивая опускание стола 27 на один шаг, равный высоте емкости 11. При обратном ходе рамы 51 ее упоры 53, утапливаясь, проходят под емкостью 11, и в крайнем положении за очередной емкостью 11, находя1цейся на направляющих 24, поднимаются в исходное положение. Следующим движением рамы 51 вперед очередная емкость 11 подается упорами 53 в карман накопительного конвейера 15, при этом упор 49 поворачивает рычаг 37 в исходное положение. Собачка 36 перескакивает через один зуб храпового колеса 35. В это время вся система штабелирующего устройства неподвижна, так как храповое колесо 35 через шкив 39 заторможено колодкой 46 за счет пружины 47. При обратном ходе раг/и 51 сначала происходит сброс с переднего конца рамы 51 очередной емкости 11 на пачку емкостей, находящихся на столе 27 штабелирующего устройства 28, а затем - поворот профильного кулачка 34 рычагом 37 от упора 50 и опускание стола 27 с пачкой емкостей 11 на один шаг. Во время штабелирования емкостей обе полости пневмоцилиндров 42 и 45 соединены с атмосферой. Так в автоматическом режиме происходит набор пачки емкостей в кармане до тех пор, пока стол 27 не опустится ниже уровня осей звеньев цепи 25 накопительного конвейера 15, а пачка не опустился на дно кармана. (Опущен ное положение системы штабелирования показано пунктиром на фиг.4). После этого цепь 25 накопительного конвейе ра 15 перемещается на катках по направляющим на шаг, равный расстоянию между карманами. В пустой карман вво дится стол 27 за счет поворота двухплечего рычага 32 пневмоцилиндром 45 при подаче воздуха в штоковую полост и одновременно устанавливается в исходное положение профильный кулачок 34 путем его доворота пневмоцилиндром 42 через рычаг 43, воздействующим на палец 41, закрепленный на кулачке 34. Штоковая полость пневмоцилиндра соединяется с атмосферой, а рычаг 43 возвращается пневмоцилиндром 42 в исходное положение. Далее процесс штабелирования емкостей в пустой карман продолжается в указанной последовательности. На конвейере 15 может быть накоплено одна или несколько пачек, которые снимаются авто(электро) погрузчиком и отвозятся на склад или другие линии для дальнейший обработки емкостей. Формула изобретения 1.Стан для изготовления сварных емкостей по авт.св. №573289, отличающийся тем, что, с целью повышения производительности за счет механизации процесса, он оснащен накопительным цепным конвейером со встроенным штабелирующим устройством и задающим устройством с приводом возвратно-поступательного движения, связанным с накопительным конвейером. 2.Стан ПОП.1, отличающийся тем, что штабелирующее устройство выполнено в виде коробчатых элементов, попарно образующих накопительные карманы с отверстием в днище, закрепленных на звеньях цепного накопительного конвейера, и стола с механизмом подъема и опускания, кинематически связанного посредством рычагов и храпово-кулачкового механизма с задающим устройством, выполненным,в свою очередь, в виде с направлягацими, снабженной утапливаегиыми упорами, при этом коробчатые элементы снабжены шарнирно установленными сбрасывателями. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №573289, кл. В 23 К 11/06, 1976.
мid 18 11 20 Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Штабелирующее устройство | 1975 |
|
SU587067A1 |
| Стан для изготовления сварных емкостей | 1976 |
|
SU573289A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Устройство для завертывания прямоугольных предметов | 1981 |
|
SU977287A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Автомат для укладки рулонов на плоский поддон | 1979 |
|
SU781164A1 |
| Линия для консервации мотковпРОВОлОКи | 1979 |
|
SU844094A1 |
| Установка для охлаждения древесностружечных плит | 1980 |
|
SU935309A1 |



«««;
Ъ9
