1(54) ШТАМП-АВТОМАТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для развальцовки втулок | 1990 |
|
SU1782691A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для многопереходной штамповки | 1987 |
|
SU1724412A1 |
| Штамп-автомат для выдавливания полых деталей типа втулок | 1986 |
|
SU1409400A1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ ВЫСАДКИ ГОЛОВОК ТРАКОВЫХ ПАЛЬЦЕВ | 2001 |
|
RU2213639C2 |
| Автомат для горячей высадки болтов | 1985 |
|
SU1311830A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
Изобретение относится к области обработки металлов давлением.
Из:вестен штамп-автомат, содержащий рабочий инструмент В виде цилиндрическЬй матрицы с профилированной внутренней поверхностью и .пуансона, а также механизм -перемещения заготовки в рабочую зо«у с направляющими 1.
Недостатком известного щтампа-автомата является невысокая троизводительность и низкое качество деталей, вследствие отсутствия «атревательного устройства и применения вращающегося калибрующего инструмента.
Цель изобретения - повышение производительности работ и качества деталей.
Достигается это тем, что в предложенном щтамие-автомате матрица выполнена в виде стакана с калибрующи-ми пальцами, на которых установлен лодоружиненный относительно них съемник с отверстиями лод лальцы, при этом в матрице выполнено окно загрузки и окно выгрузки заготовки, оснащенное подвижной заслонкой, а механизм подачи снабжен инду1кторо,м нагрева заготовок, с окном выдачи заготовок, вьшолненньЕм соосно с загрузочным окном матрицы и термодагчиком, сблокированным с механизмом перемещения заслонки и (Пуансоном.
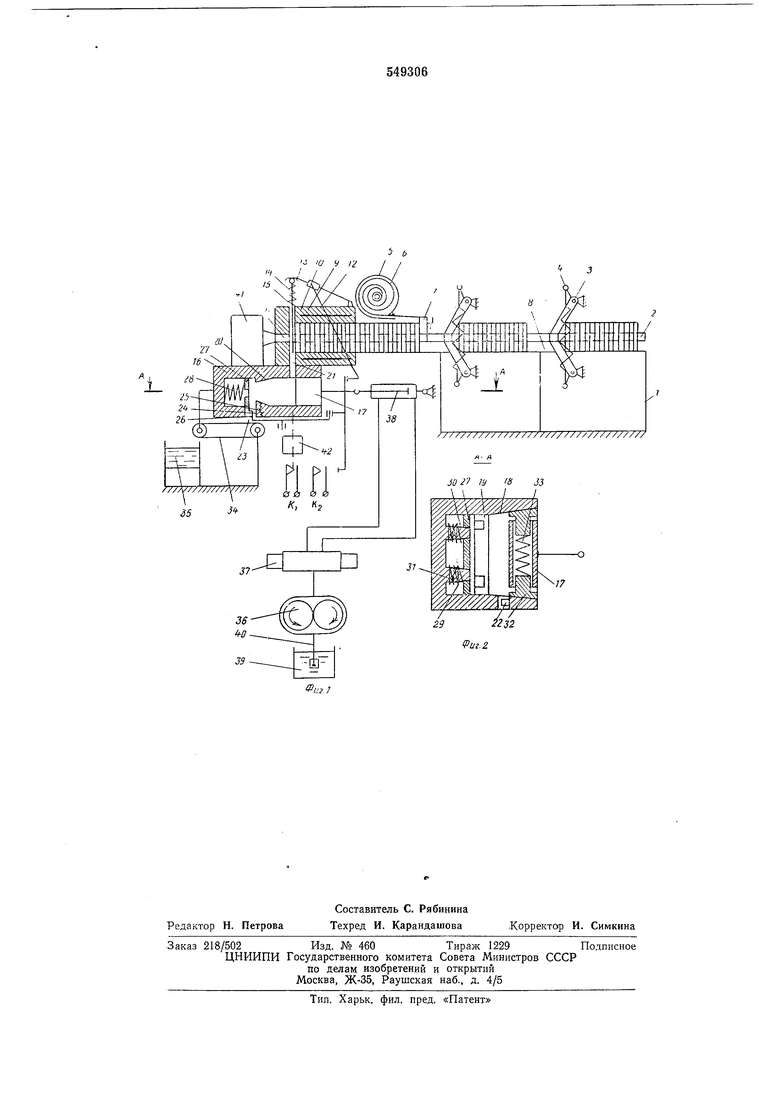
На фиг. 1 изображен штамп-автомат, общий вид; на фиг. 2 - разрез А-А фиг. 1.
Штамп-автомат включает 1, на которой установлены: механизм подачи, индуктор, штамп, транспортер, гидропривод и аппаратура управления.
Механизм подачи содер жит два направляющих прутка 2, фиксаторы 3 с сервопружинами 4, барабан 5 со спиральной пружиной 6 и ползуном 7, лоток 8 и индуктор нагрева заготовок.
Индуктор имеет индуктивный провод 9 в корпусе 10 с окном П, рычаг 12, кулису 13, два выталкивателя 14 с пружиной 15.
Штамт состоит из матрицы 16 и пуансона 17. Матрица выполнена в виде стакана, образованного сходящимися под углом боковыми стенками 18, участка 19 с параллельными стенками, участка с наклонными выступами 20 в верхней и нижней стенках.
iB верхней стенке выполнено окно загрузки 21, а в боковой стенке в одной плоскости с ним - гнездо с термодатчиком 22. В нижней стенке выполнено окно выгрузки 23.
В матрице смонтированы отражатели 24 с пружинами 25, заслонка 26, съемник 27 с пружинами 28, два калибрующих пальца 29 с коническим 30 и цилиндрическим 31 участками.
В пуансоне установлены два плунжера 32 и пружина 55.
Штамп-автомат имеет транспортер 34 и ванну 35.
Привод включает масляный насос 36, двухтози-ционный реверсивный золотник 37 с электромагнитным управлением, гидроцнлин1др 33 двустороннего действия, масляный бак 39 и трубопроводы 40.
Аппаратура управления состоит из фотоtuipOMCTpa 41 и фотореле 42.
Работает штамп-автомат следующим образом. Обрабатываемые заготов1ки отдельными пакетами загружаются в механизм подачи надеванием их на прутки 2. Заготовки, находящиеся в индукторе, нагреваются токами высокой частоты до задаяной температуры, которая контролируется фотапирометр01М 41. Выталкиватели J4 леремещают очередную заготовку из индуктора в шта:МП. От излучения этой за ГотОВ1КИ срабатывает тармодатчик 22, сигнал от лоследнего, пройдя через контакты Кь фотореле 42 к золотнику 37, обеспечивает включение гидроцилиндра 38 на рабочий ход, при (Котором осуществляется штамповка заготовки.
При Перемещении заготовки на участке с боковыми стенками 18 происходит ее продольное сжатие, плунжеры 32 входят в пуансон, а заслонка 26 закрывает окно выгрузки 2-3 .прежде, чем над ниш окажется заготовка. Далее за.готаака движется .по участку 19, длина которого равна ее толщине. При перемещении заготовки ,по наклонным выступам 20 отверстия ее обжи.маются, а отражатели 24 утотают в матрице. При перемещении заготовки по пальцам 29 отверстия ее калибруются до заданных размеров.
По окончании калибровки контакты Kz замыкаются, и ттуансон движется обратно. При этом съемни1К 27 снимает заготовку с пальцев, и до открывания заслонки 26 за готовка располагается .между съемником и отражателями на|д окно.м вьигрузки. После открывания заслонки заготовка выпадает на транспортер 34. За время пребывания на транспортере заготовка охлаждается до установленной температуры, лосле чего попадает в ван-ну для термообработки. Далее цикл штамповки повторяется.
Наличие индуктора и штампа данной конструюции и взаимного расположения с механиз;ма1ми и элементами автоматики, обеспечивающи.ми их согласованную работу, дает возможность обрабатывать до 11 тыс. штук деталей за смену при высоком их ка1честве.
Формула изобретения
Штамп-автомат, содержащий рабочий инструмент в виде цилиндрической матрицы с профилированной внутренней поверхностью и пуансона, а также механизм перемещения
заготовок в рабочую зону с направляющими, отличающийся TeiM, что, с целью повышения производительности работ и качества деталей, матрица выполнена в виде стакана
с калибрующими пальцами, на которых установлен подпружиненный относительно них съемник с отверстиями лод пальцы, при этом в матрнце выполнено окно загрузки и окно выгрузки заготовки, оснащенное подвижной
заслонкой, а механизм подачи снабжен индуктором нагрева заготовок с окном выдачи заготовок, вы1пол.ненным соосно с загрузочным окном матрицы и термадатчиком, сблокированным с механизмом перемещения засло«ки и пуансоном.
Источники информации, принятые во внимание при экспертизе:
