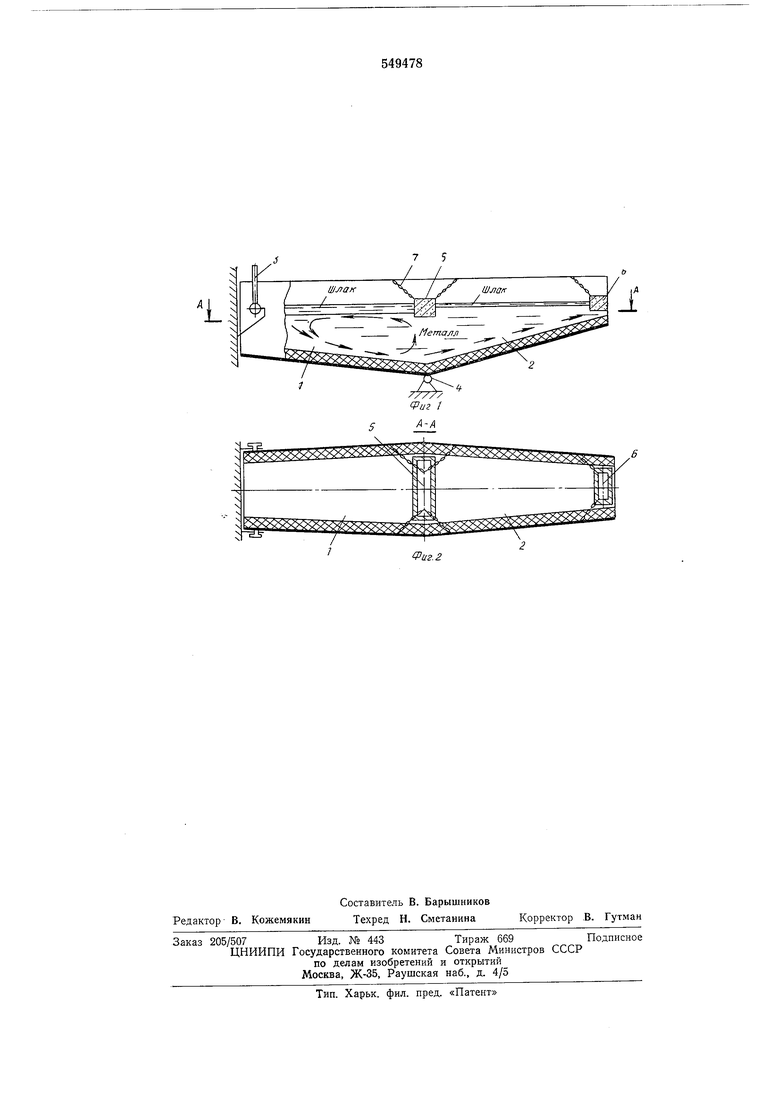
скоба 3 с целью подъема приемной части желоба краном или лебедкой. В этом случае желоб крепится иа опоре с помощью шарпира 4 в месте его изгиба. В рабочей полости желоба имеются две скиммериые огнеупорные перегородки 5 и 5, которые закреплены на металлическом кожухе желоба гибкими связями, например цепями 7. Перегородка 5 расположена между приемной и сливной частями желоба на разделении 1потока .металла, идущего в сторону агрегата и в сторону слива, а перегородка 6- непосредственно у сливного носка желоба. Перегородки 5 и 5 изготавливаются из огнеупорных материалов с удельным весом большим, чем у шлака, но меньшим, чем у металла. В случае обработки стали для этой цели могут быть использованы, например, хромом агнезитовые (уд. вес 3,7-3,9 т/ж), корундовые (уд. вес. 3,9-4,2 г/л) или углеродистые (уд. вес. 2,1-2,23 т1м) изделия. Массу плавающей перегородки удобно регулировать изменением веса крепежного приспособления. Желоб работает следующим образом. При выпуске металла из агрегата он заполняет желоб до уровня носка сливной части 2 и переливается в ковш. Струя металла, выходящая из агрегата, погружаясь в объем металла, в приемной части 1 желоба создает движение его нижних слоев в сторону слива. Встретив сопротивление сливной части 2 желоба (подъем лещади и сокращение поперечного сечения), металл поднимается вверх и разделяется на два потока: один сливается в ковш, а другой разворачивается обратно к агрегату, навстречу выходящей из него струи металла. Задаваемые на обратный поток металла жидкие или твердые материалы для его обработки перемещаются под выходящую из агрегата струю металла, которая увлекает их в нижние слои металла, дробит на капли или оплавляет твердые куски, частично прогоняет -в сторону слива. В лриемной части 1 желоба подавляющая часть материалов всплывает на поверхность обратного потока, и процесс повторяется заново. Плавающая на металле перегородка 5, установленная на разделении приемной и сливной частей желоба, а также и потоков металла, идущих в сторону агрегата и в сторону слива, удерживает всплывающие материалы от их движения в сливную часть желоба на поверхности металла. В результате они многократно перемещаются под струю металла, выходящую из агрегата, и могут попасть в сливную часть желоба только в объеме металла, за счет чего увеличиваются степень его обработки и эффективность использования присаживаемых материалов. В сливной части 2 жёлоба часть материалов также всплывает на поверхность. Плавающая на металле перегородка 6, установленная у сливного носка, удерживает их от перемещения в ковш. Здесь материалы дополнительно контактируют с металлом и иостеленно удаляются из сливной части желоба, увлекаясь под перегородку 6 ускоряющимся потоком металла у сливного носка желоба. В случае применения, например, синтетического шлака перегородка 6 обеспечивает также изоляцию поверхности металла в сливной части желоба от контакта с воздухом, исключает тем самым насыщение металла кислородом и повышает его качество. Таким образом, предложенный желоб для выпуска и обработки металла, содержащий скиммерное устройство в виде двух огнеупорных перегородок, соединенных гибкой связью с кожухом желоба и плавающих вследствие этого на поверхности металла независимо от его уровня в желобе, на протяжении всего выпуска металла в ковш способствует длительному контакту с присаживаемыми материалами и преимущественному продвижению их в сторону слива в объеме металла, за счет чего увеличивается степень обработки металла, повышается его качество и эффективность использования материалов для обработки стали. Формула изобретения Желоб для выпуска и обработки металла, содержащий футерованный кожух и скиммерное устройство, установленное в рабочей полости желоба, отличающийся тем, что, с целью увеличения степени обработки металла, скиммерное устройство выполнено в виде двух огнеупорных перегородок, соединенных гибкой связью с кожухом желоба, причем одна перегородка расположена между приемной и сливной частями ж-елоба, а другая - непосредственно у сливного носка желоба. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР по заявке Afo 2027550, F 27 D 3/15, 1974 г. 2.Авторское свидетельство СССР N. 291447, F 27 В 3/18, 1967 г.
L
j:
9иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Желоб для обработки и выпуска металла из плавильного агрегата | 1974 |
|
SU545849A1 |
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Желоб для выпуска, обработки металла и отделения печного шлака | 1976 |
|
SU600187A1 |
| Желоб для выпуска и обработкижидКОгО МЕТАллА | 1979 |
|
SU802376A1 |
| Съемный трехручьевой сталевыпускной желоб | 1982 |
|
SU1116287A1 |
| Двухручьевой желоб | 1980 |
|
SU892174A1 |
| Способ выпуска расплава из подового сталеплавильного агрегата | 1983 |
|
SU1135766A1 |
| Подовый сталеплавильный агрегат | 1979 |
|
SU802762A1 |
| Желоб для перелива жидкого металла | 1979 |
|
SU840655A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |