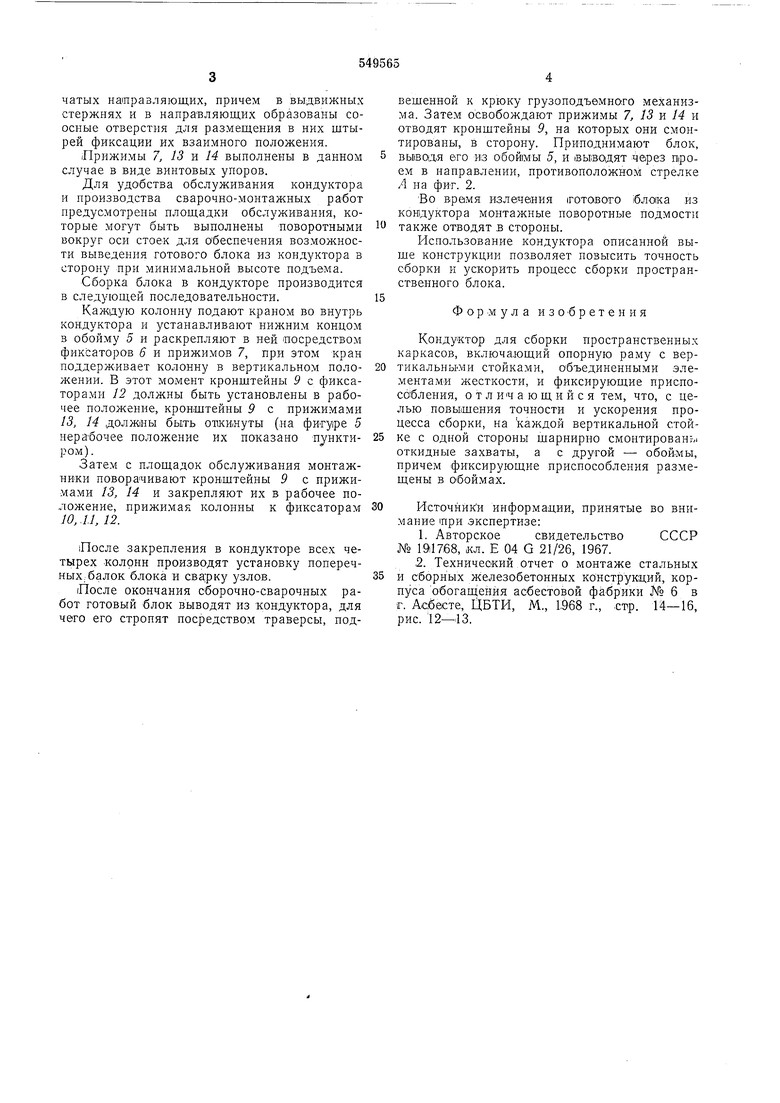
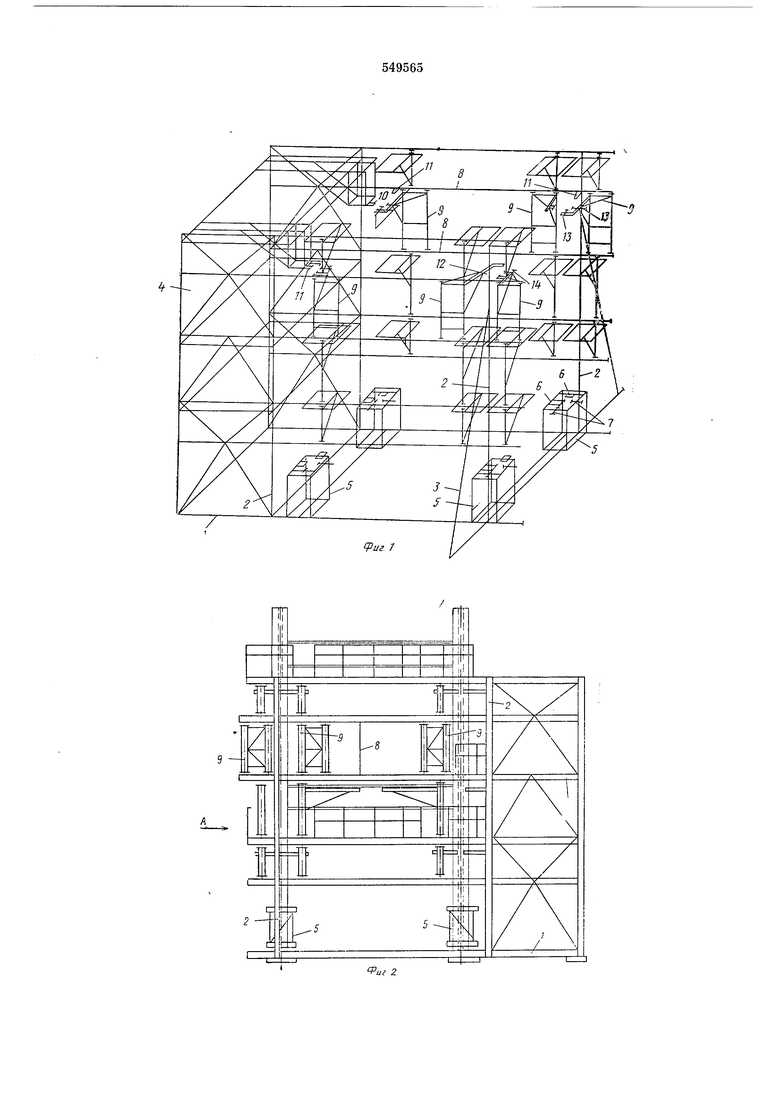
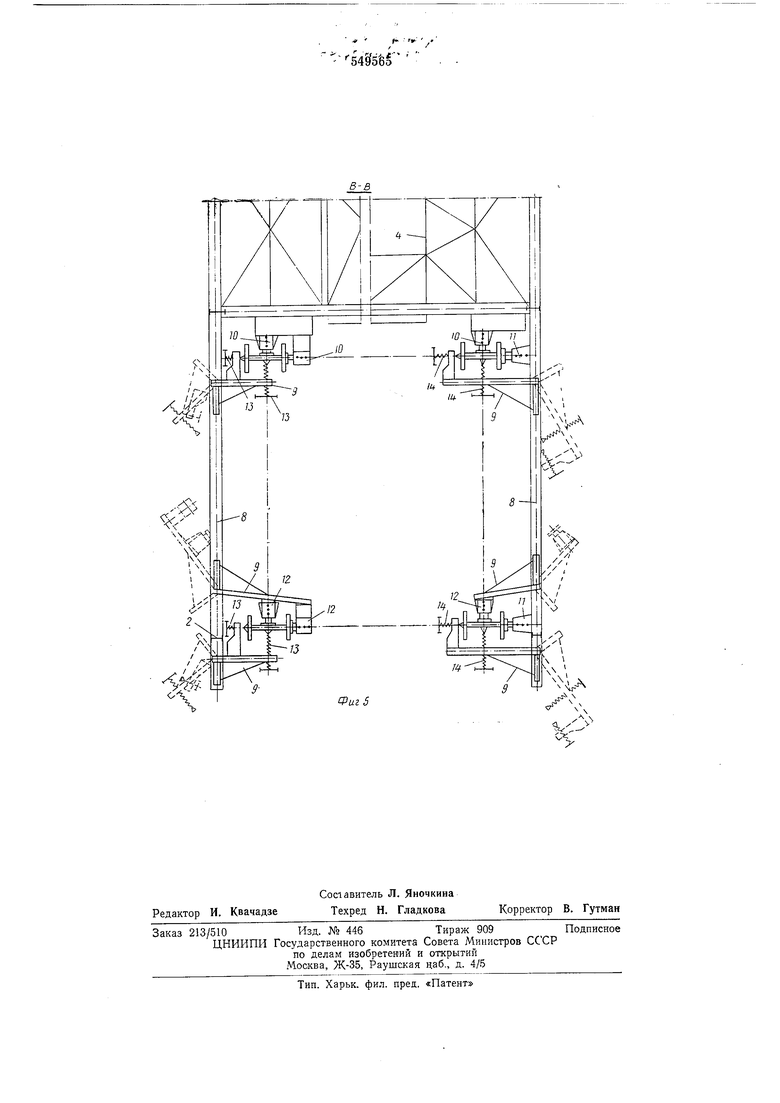
чатых направляющих, причем в выдвижных стержнях и в направляющих образованы соосные отверстия для размещения в них щтырей фиксации их взаимного положения. Прижимы 7, 13 и 14 выполнены в данном случае в виде винтовых упоров. Для удобства обслуживания кондуктора и производства сварочно-монтажных работ предусмотрены площадки обслуживания, которые могут быть выполнены поворотными вокруг оси стоек для обеспечения возможности выведения готового блока из кондуктора в сторону при минимальной высоте подъема. Сборка блока в кондукторе производится в следующей последовательности. Каждую колонну подают краном во внутрь кондуктора и устанавливают нижним концом в обойму 5 и раскрепляют в ней посредством фиксаторов 6 и прижимов 7, при этом кран поддерживает колонну в вертикальном положении. В этот момент кронштейны 9 с фиксаторами 12 должны быть установлены в рабочее положение, кронштейны 9 с прижимами 13, 14 должны быть опкииуты (на фигуре 5 нерабочее положение их показано пунктиром). Затем с площадок обслуживания монтажники поворачивают кронштейны 9 с прижимами 13, 14 и закрепляют их в рабочее положение, прижи.мак колонны к фиксаторам 10, .11, 12. После закрепления в кондукторе всех четырех колонн производят установку поперечных, балок блока и сварку узлов. После окончания сборочно-сварочных работ готовый блок выводят из кондуктора, для чего его стропят посредством траверсы, подвещенной к крюку грузоподъемного механизма. Затем освобождают прижимы 7, 13 к 14 л отводят кронщтейны 9, на которых они смонтированы, в сторону. Приподнимают блок, вьвводя его из обоймы 5, и выводят через проем в иаправлении, противоположном стрелке /1 на фиг. 2. Во время излечения (готового блока из кон1дуктора монтажные поворотные подмости также отводят в стороны. Использование кондуктора описанной выще конструкции позволяет повысить точность оборки и ускорить процесс сборки пространственного блока. Формула изобретения Кондуктор для сборки иространственных каркасов, включающий опорную раму с вертикальными стойками, объединенными элементами жесткости, и фиксирующие приспособления, отличающийся тем, что, с целью повышения точности и ускорения процесса сборки, на каждой вертикальной стойке с одной стороны щарнирно смонтирован;-,, откидные захваты, а с другой - обоймы, причем фиксирующие приспособления размещены в обоймах. Источники информации, принятые во внимание 1при экспертизе: 1.Авторское свидетельство СССР № 191768, кл. Е 04 G 21/26, 1967. 2.Технический отчет о монтаже стальных и сборных железобетонных конструкций, корпуса обогащения асбестовой фабрики № 6 в г. Асбесте, ЦБТИ, М., L968 г., .стр. 14-16, рис. 12-13.
fui. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для монтажа колонн | 1983 |
|
SU1162928A2 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| Устройство для сборки секции стоек | 1990 |
|
SU1785942A1 |
| СПОСОБ РЕКОНСТРУКЦИИ ЗДАНИЯ | 1995 |
|
RU2078885C1 |
| Кондуктор | 1985 |
|
SU1310503A1 |
| Шаблон блока пустотообразователей | 1982 |
|
SU1042937A1 |
| Устройство для сборки и сварки кузовов легковых автомобилей | 1978 |
|
SU763056A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| Установка для сборки и монтажа оболочек покрытия конвейерным методом | 1984 |
|
SU1325156A1 |

m
Ik
i
Vuz.k
Ч
