Предлагаемое устройство относится к строительству трубопроводов и может быть применено при изготовлении сварных отводов, например, в прямоугольных компенсаторах температурного расширения труб.
Известно устройство для сварки отводов (Засульский Н.Д., патент РФ №2252849 от 29.04.2002 г, МКИ В23К 37/04, В23К 101:04), которое содержит смонтированный на основании поворотный шпиндель, кинематически связанный с узлом для закрепления отвода, который выполнен в виде конуса и обоймы с зажимами, установленной в корпусе с возможностью поворота. На шпинделе закреплена обечайка, на которой смонтированы электропроводные элементы и токосъемник для подключения источника сварочного тока. Узел закрепления отвода выполнен обеспечивающим соосность шпинделя с осью секции отвода. Устройство снабжено также дугообразной консолью, жестко связанной одной стороной со шпинделем. На другой стороне консоли помещен корпус узла для закрепления отвода. Известное устройство обеспечивает возможность поворота свариваемого отвода в процессе ручной и автоматической дуговой сварки, что повышает производительность труда. Однако оно не обеспечивает возможность формирования проплава сварного шва с обратной стороны стыка. Это ухудшит качество шва либо потребует вести сварку в несколько проходов, сваривая вначале корневой шов. Это увеличит трудоемкость процесса сварки и ухудшит качество сварных соединений.
Известно также устройство для вращения секционных отводов (Р.Кистлер. Приспособление для поворота и вращения круглых деталей, в частности вспомогательное сварочное приспособление. Патент Германии №3135472 от 08.09.1981), которое принято за прототип. Устройство по прототипу содержит основание, на котором смонтированы два ролика с резиновым покрытием, приводимые во вращение электроприводом с блоком управления, причем электропривод и блок управления расположены внутри основания. Устройство снабжено шпинделем с винтовым механизмом вертикального перемещения. На шпинделе смонтирован ролик с резиновым покрытием для прижима обрабатываемого отвода к ведущим роликам. Устройство по прототипу также обеспечивает возможность поворота свариваемого отвода в процессе ручной и автоматической дуговой сварки, что повышает производительность труда, однако оно не обеспечивает возможность формирования проплава сварного шва с обратной стороны стыка. Это ухудшит качество шва и может снизить производительность процесса сварки, обуславливая необходимость многопроходной сварки при большой толщине свариваемых кромок.
Технический результат предлагаемой конструкции устройства - повышение производительности процесса сварки и качества сварных соединений.
Сущность изобретения заключается в том, что устройство содержит основание со смонтированным на нем колонной, корпусом и нижними роликами, приводимыми во вращение приводом, который расположен внутри корпуса. На колонне закреплен с возможностью вращения конец ходового винта, проходящий через ходовую гайку, расположенную на консольной прижимной балке. Другой конец ходового винта закреплен на верхнем конце колонны. На консольной прижимной балке смонтированы верхние ролики.
В отличие от прототипа на консольной прижимной балке установлен сварочный автомат с возможностью независимого вертикального перемещения с помощью автономного привода по направляющим, жестко закрепленным на соединительной штанге сварочного автомата и пропущенным через отверстия в кронштейне, который закреплен на консольной прижимной балке. Сварочный автомат снабжен копирующим роликом. На консольной прижимной балке расположены два подпружиненных прижимных ролика симметрично вертикальной оси колонны. На корпусе расположены две пары ведущих роликов, кинематически соединенных с приводом. Контактные поверхности прижимных и ведущих роликов омеднены. Установка укомплектована путевым выключателем, расположенным на корпусе, и съемным кулачком с магнитным фиксатором для закрепления его на обрабатываемой детали с возможностью взаимодействия с путевым выключателем.
Установка снабжена узлом сборки и сварки обрабатываемого отвода, выполненным в виде несущей балки, состоящей из сегментов, количество которых равно количеству секторов обрабатываемого секторного отвода. Сегменты жестко связаны между собой и расположены относительно друг друга под углом, равным углу, под которым расположены относительно друг друга секторы обрабатываемого отвода. На стыках сегментов закреплены разжимные кольца, снабженные секционными подкладками, расположенными по периметру разжимных колец. Секции подкладок снабжены приводами радиального перемещения. На несущей балке размещены устройства для управления и подвода питания приводов. На несущей балке с возможностью закрепления на любом ее конце установлен узел балансировки, состоящий из балки с расположенным на ней с возможностью перемещения и фиксации в заданном положении грузом.
Такая совокупность признаков обеспечивает возможность автоматической сварки стыков секций отводов с принудительным формированием проплава сварных швов и увеличивает точность перемещения сварочного электрода по свариваемым стыкам, что по сравнению с прототипом обеспечивает повышение производительности и качества сварных соединений.
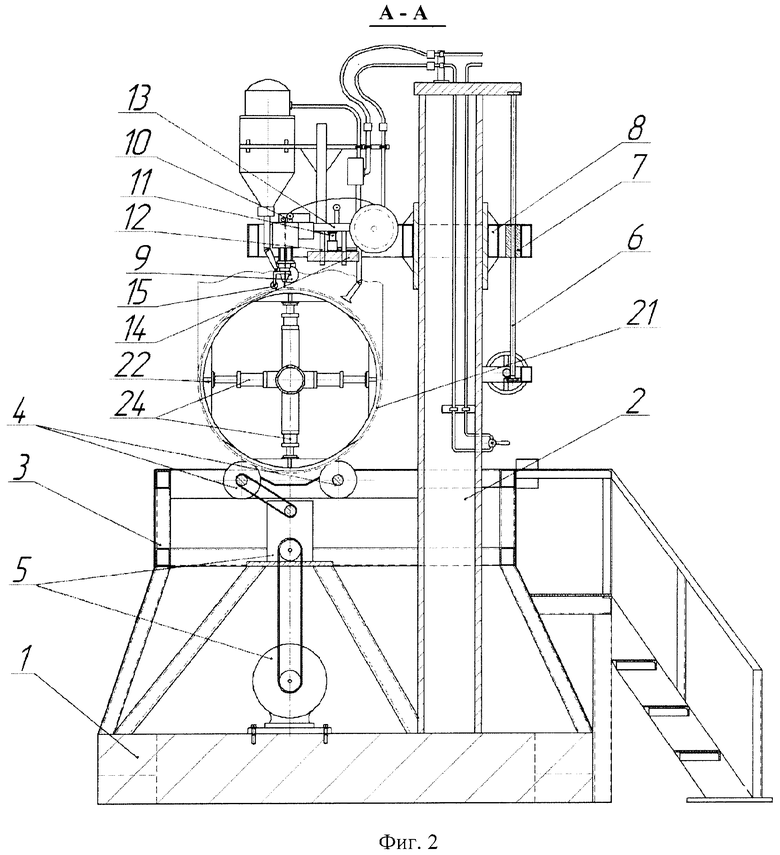
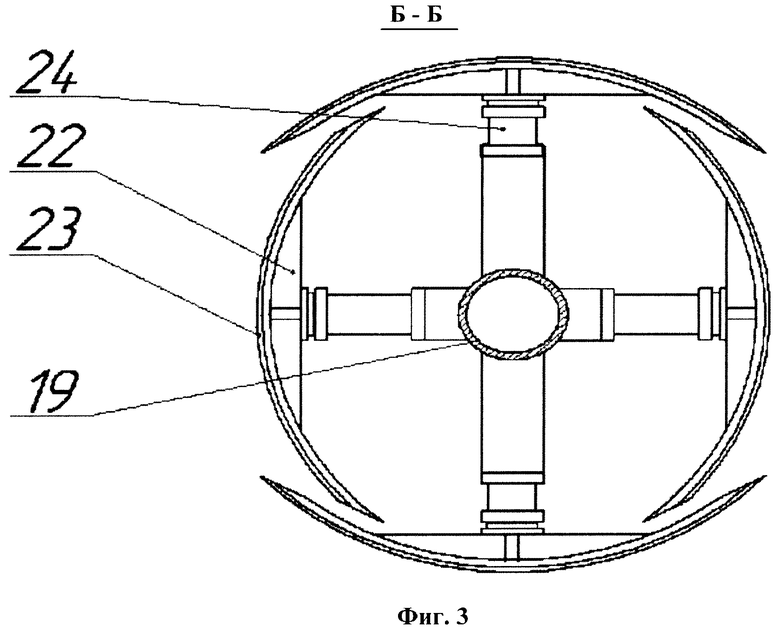
Изобретение иллюстрируется чертежами, где на фиг.1 показан вид спереди предлагаемого устройства, на фиг.2 - разрез по А-А на фиг.1, на фиг.3 - сечение Б-Б на фиг.1.
Предлагаемое устройство содержит основание 1, на нем смонтированы колонна 2 и корпус 3. На корпусе 3 симметрично оси колонны 2 установлены две пары нижних роликов 4, приводимых во вращение приводом 5, расположенным внутри корпуса 3. На колонне 2 закреплен с возможностью вращения конец ходового винта 6, на который навинчена ходовая гайка 7, закрепленная на консольной прижимной балке 8. Другой конец ходового винта 6 установлен на верхнем конце колонны 2. На консольной прижимной балке 8 симметрично оси колонны 2 расположена пара верхних роликов 9 и установлен сварочный автомат 10 с возможностью независимого вертикального перемещения с помощью автономного привода 11 по направляющим 12, которые жестко закреплены на соединительной штанге 13 сварочного автомата 10. Направляющие 12 пропущены через отверстие в кронштейне 14, который жестко закреплен на консольной прижимной балке 8. Сварочный автомат 10 снабжен копирующим роликом 15. Установка укомплектована путевым выключателем 16, закрепленным на корпусе 3 и съемным кулачком 17 с магнитным фиксатором для закрепления его на обрабатываемой детали с возможностью взаимодействия с путевым выключателем 16. Контактные поверхности нижних 4 и верхних 9 роликов омеднены.
Предлагаемое устройство снабжено узлом сборки 18 обрабатываемого отвода, выполненным в виде несущей балки 19, состоящей из сегментов 20. Количество сегментов 20 выбрано равным количеству секторов обрабатываемой детали 21. Сегменты 20 жестко связаны между собой и расположены друг относительно друга под углом α, равным углу, под которым расположены друг относительно друга секторы обрабатываемого секторного отвода 21. На стыках сегментов 20 закреплены разжимные кольца 22, снабженные секционными подкладками 23, расположенными по периметру разжимных колец 22. Секционные подкладки 23 снабжены приводами 24 радиального перемещения. На несущей балке 19 расположены устройства 25 для управления и питания приводов 24 радиального перемещения подкладок 23. На несущей балке 19 установлен с возможностью закрепления на любом ее конце узел балансировки 26, состоящий из балки 27 с расположенным на ней с возможностью перемещения и фиксации в заданном положении грузом 28.
Устройство работает следующим образом.
Секторы свариваемого отвода 21 последовательно надевают на узел сборки 18. При этом стыки секторов располагают на разжимных кольцах 22, закрепленных на стыках сегментов 20. Затем секторы отвода 21 прихватывают, например, дуговой сваркой, после чего на одном из концов несущей балки 19 закрепляют узел балансировки 26. При этом груз 28 закрепляют на балке 27 на расстоянии от торца этой балки достаточном для уравновешивания противоположного конца отвода 21. С помощью подъемного крана отвод 21, собранный на узле 18, устанавливают на нижние ролики 4 и прижимают к ним верхними роликами 9, опуская прижимную балку 8 с помощью ходового винта 6 и ходовой гайки 7. Затем опускают автономным приводом 11, сварочный автомат 10, устанавливают съемный кулачок 17 после путевого выключателя 16, включают вращение роликов и работу сварочного автомата. Пройдя один оборот, съемный кулачок 17, нажимает на путевой выключатель 16, и после выдержки времени, необходимого для перекрытия начала шва, вращение роликов и работа автомата выключается. Поднимают прижимную балку 8 с помощью ходового винта 6 и ходовой гайки 7. С помощью подъемного крана отвод 21, собранный на узле 18, переставляют в положение сварки следующего стыка и повторяют описанные выше операции до полного окончания сварки отвода 21. При переходе от одного стыка к следующему для уравновешивания отвода 21 на роликах 4 перемещают узел балансировки 26 на противоположный конец несущей балки 19 узла сборки 18 и закрепляют его.
Нижние ролики 4 в количестве двух пар в совокупности с парой верхних роликов 9 обеспечивают устойчивое размещение свариваемого отвода 21 в положении сварки и его вращение с помощью привода 5. Омедненные контактные поверхности роликов 4 и 9 обеспечивают надежный токоподвод к свариваемому отводу 21 через металлические детали основания 1, к которому крепится провод от источника питания сварочной дуги, и через корпус 3. Прижимная балка 8 за счет вертикально перемещения по колонне 2 ходовым винтом 6 с ходовой гайкой 7 позволяет зажимать отвод 21 между роликами 4 и 9 и осуществлять перемещение сварочного автомата 10 к месту сварки. Направляющие 12, входящие в отверстия кронштейна 14 и наличие привода 11 позволяют производить точную настройку сварочного автомата 10 на свариваемые стыки отвода 21. Наличие на автомате 10 копирующего ролика 15 обеспечивает постоянную высоту сварочной головки автомата 10 относительно поверхности отвода 21. Все эти признаки в совокупности обеспечивают возможность автоматической сварки стыков секторов отвода 21, что повышает производительность процесса сварки и качество сварных соединений. Наличие в составе устройства узла сборки 18 обеспечивает возможность стыковки секторов обрабатываемого отвода 21 с помощью разжимных колец 22. Секционные подкладки 23 колец 22, кроме центровки секторов отвода 21 путем разжима их приводами 24, позволяют формировать проплав сварного шва, исключая вероятность прожогов. При этом в зависимости от диаметра, толщины стенки и материала отвода 21 поверхности секционных подкладок 23 могут быть плоскими или снабжаться канавками любого профиля. Узел балансировки 26 узла сборки 18 позволяет уравновешивать отвод 21 при сварке крайних стыков его секторов, а груз 28 позволяет путем его перемещения по балке 27 обеспечивать это равновесие. Все это также повышает качество сварных соединений.
Основание 1, колонна 2, корпус 3 и практически все остальные детали предлагаемого устройства могут быть изготовлены, например, из стального проката посредством известных способов механической обработки и сварки. В качестве приводов 5, 11 и 24 могут быть использованы известные конструкции пневматических, гидравлических или электромеханических приводов. Омеднение контактных поверхностей роликов 4 и 9 может быть выполнено путем, например, гальванопокрытия или термовакуумного напыления. В качестве сварочного автомата может быть использован любой известный автомат для дуговой сварки под флюсом (например, АДСВ-1000-2, как показано на фиг.1 и 2) или для сварки в защитных газах (например, АДСВ-5).
Таким образом, предлагаемое устройство для автоматической сварки секторных отводов трубопроводов обеспечивает технический эффект, заключающийся в повышении производительности процесса сварки и качества сварных соединений, а также может быть изготовлено с помощью известных в технике средств и материалов. Следовательно, предлагаемое устройство обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| Сварочная установка | 1975 |
|
SU556919A1 |
| Установка для сварки отводов трубопроводов | 1982 |
|
SU1115874A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| Способ изготовления сварных крупногабаритных конструкций | 1983 |
|
SU1162563A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Установка для сварки продольных швов | 1981 |
|
SU1057223A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Устройство для автоматической сварки | 1981 |
|
SU946862A2 |

Изобретение относится к устройству для автоматической сварки секторных отводов трубопроводов и может найти применение при изготовлении сварных прямоугольных компенсаторов температурного расширения труб. На основании устройства смонтированы колонна и корпус. На корпусе симметрично оси колонны установлены нижние ролики. Их привод расположен внутри корпуса. На колонне закреплен с возможностью вращения конец ходового винта, проходящий через ходовую гайку, расположенную на консольной прижимной балке, а другой конец ходового винта установлен на верхнем конце колонны. На балке смонтированы верхние ролики и сварочный аппарат с копирующим роликом. Путевой выключатель расположен на корпусе. Съемный кулачок с магнитным фиксатором предназначен для закрепления на секторном отводе с возможностью взаимодействия с путевым выключателем. Сварочный аппарат установлен с возможностью независимого вертикального перемещения посредством автономного привода по направляющим. Направляющие жестко закреплены на соединительной штанге сварочного автомата и пропущены через отверстия в кронштейне, закрепленном на консольной прижимной балке, на которой расположены два подпружиненных прижимных ролика симметрично вертикальной оси колонны. На корпусе расположены две пары ведущих роликов, кинематически соединенных с приводом. Контактные поверхности прижимных и ведущих роликов омеднены. Изобретение обеспечивает повышение качества сварного соединения. 2 з.п. ф-лы, 3 ил.
1. Устройство для автоматической сварки секторных отводов трубопроводов, содержащее основание со смонтированными на нем колонной и корпусом, на котором симметрично оси колонны установлены нижние ролики, приводимые во вращение приводом, расположенным внутри корпуса, на колонне закреплен с возможностью вращения конец ходового винта, проходящий через ходовую гайку, расположенную на консольной прижимной балке, а другой конец ходового винта установлен на верхнем конце колонны, на консольной прижимной балке смонтированы верхние ролики и сварочный аппарат, отличающееся тем, что она укомплектована путевым выключателем, расположенным на корпусе, и съемным кулачком с магнитным фиксатором для закрепления его на обрабатываемой детали с возможностью взаимодействия с путевым выключателем, а сварочный аппарат установлен на консольной прижимной балке с возможностью независимого вертикального перемещения с помощью автономного привода по направляющим, жестко закрепленным на соединительной штанге сварочного аппарата и пропущенным через отверстия в кронштейне, который закреплен на консольной прижимной балке, причем сварочный аппарат снабжен копирующим роликом, на консольной прижимной балке расположены два подпружиненных прижимных ролика симметрично вертикальной оси колонны, на корпусе расположены две пары ведущих роликов, кинематически соединенных с приводом, а контактные поверхности прижимных и ведущих роликов омеднены.
2. Устройство по п.1, отличающееся тем, что снабжено узлом сборки свариваемого секторного отвода, выполненным в виде несущей балки, состоящей из сегментов, количество которых равно количеству секторов свариваемого секторного отвода, сегменты жестко связаны между собой и расположены друг относительно друга под углом, равным углу, под которым расположены друг относительно друга секторы свариваемого секторного отвода, на стыках сегментов закреплены разжимные кольца, снабженные секционными подкладками, расположенными по периметру разжимных колец, причем секции подкладок снабжены приводами радиального перемещения, а на несущей балке размещены устройства для управления и подвода питания приводов радиального перемещения.
3. Устройство по п.2, отличающееся тем, что на несущей балке с возможностью закрепления на любом ее конце установлен узел балансировки, состоящий из балки с расположенным на ней с возможностью перемещения и фиксации в заданном положении грузом.
| DE 3135472 A, 08.09.1981 | |||
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБ | 1996 |
|
RU2103138C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2002 |
|
RU2252849C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ТРУБЧАТЫХ ОТВОДОВ | 2004 |
|
RU2261785C1 |
| US 4413765 A, 08.11.1983 | |||
| JP 2003170295 A, 17.06.2003 | |||
| DE 3513275 C1, 17.07.1986. | |||

