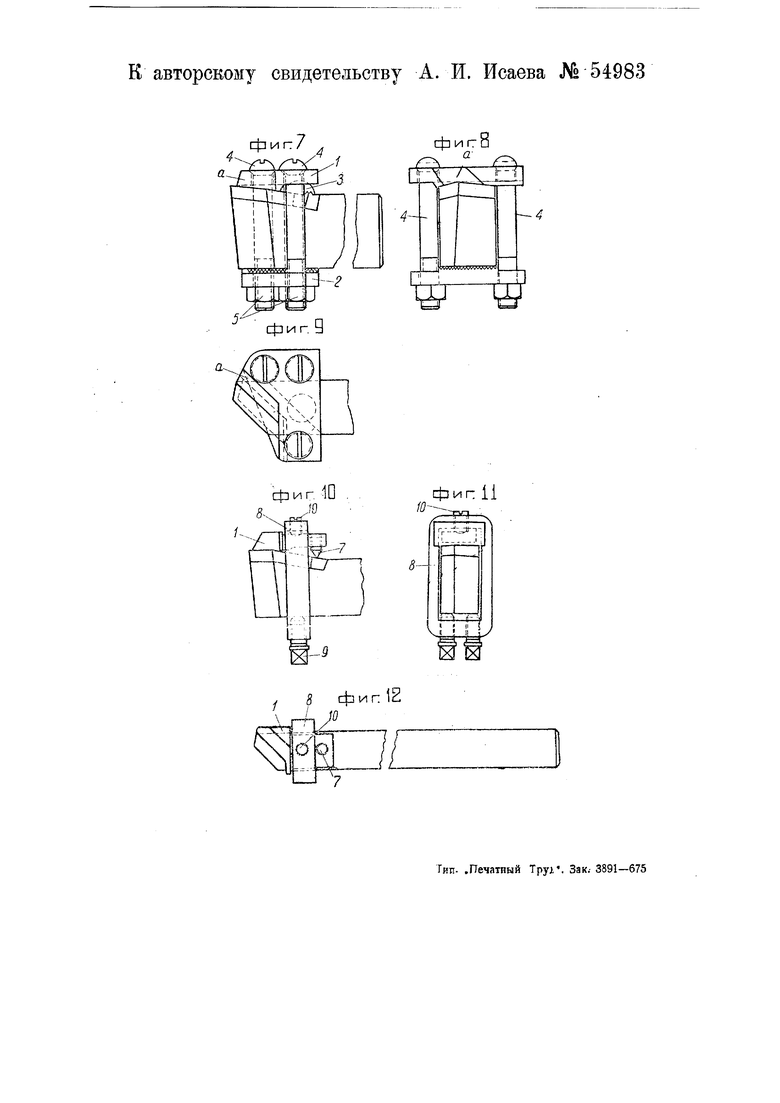
В известных стружкозавивателях, укрепляемых посредством хомутика на передней грани резца и имеющих шаровую опору, предлагается последнюю располагать на самом резце. Такое устройство упрощает стружкозавиватель в целом и делает более надежной его самоустанавливаемость. На чертеже фиг. 1, 2 и 3 изображают в трех проекциях предлагаемый Стружкозавиватель, установленный на отогнутом проходном резце; фиг. 4, 5, 6 -подобный же Стружкозавиватель облегченного типа в трех проекциях; фиг. 7, 8, 9 - Стружкозавиватель, установленный на прямом проходном резце, в трех проекциях; фиг. 10, 11 и 12 - подобный же Стружкозавиватель облегченного типа.
Верхняя пластина / служит для изменения направления движения сходящей по передней грани резца стружки. Стружка, касаясь рабочей поверхности а пластины 7, отгибается вверх и принимает кольцеобразную форму. Отгибание стружки происходит до того момента, пока она не упрется концом в заднюю грань резца. В этот момент отогнутая часть стружки отламывается в месте соприкосновения
с рабочей поверхностью а пластины /. Вслед за этим начинается образование нового завитка стружки, и этот процесс повторяется непрерывно во все время работы резца.
В силу того, что отделение завитка происходит в месте касания стружки о рабочую поверхность стружкозавивателя, а не на ренгущей кромке резца, резец в момент отделения завитка не разгружается, и это предохраняет от появления дрожания.
Для увеличения износоупорности рабочей поверхности стружкозавивателя последняя покрывается слоем марганцовой стали (сталь Гатфильда). Толщина наплавленного слоя должна быть не меньше 3 мм. При хорошем качестве наплавки износоупорность рабочей поверхности получается вполне достаточной. По мере выработки лунки на рабочей поверхности последнюю следует выправлять на точиле. При износе всего наплавленного слоя его можно восстановить вторичной наплавкой.
Цифрой 2 обозначена нижняя пластинка стружкозавивателя, а цифрой 4 - соединяющие болты. Головки болтов цементированы и на нижней по4 4
,rv/ /
фиг. g
фиг 8
1t«
-1
я . 1,1
с±) и г. 10
JQ
-CCL.
фиг 11
//7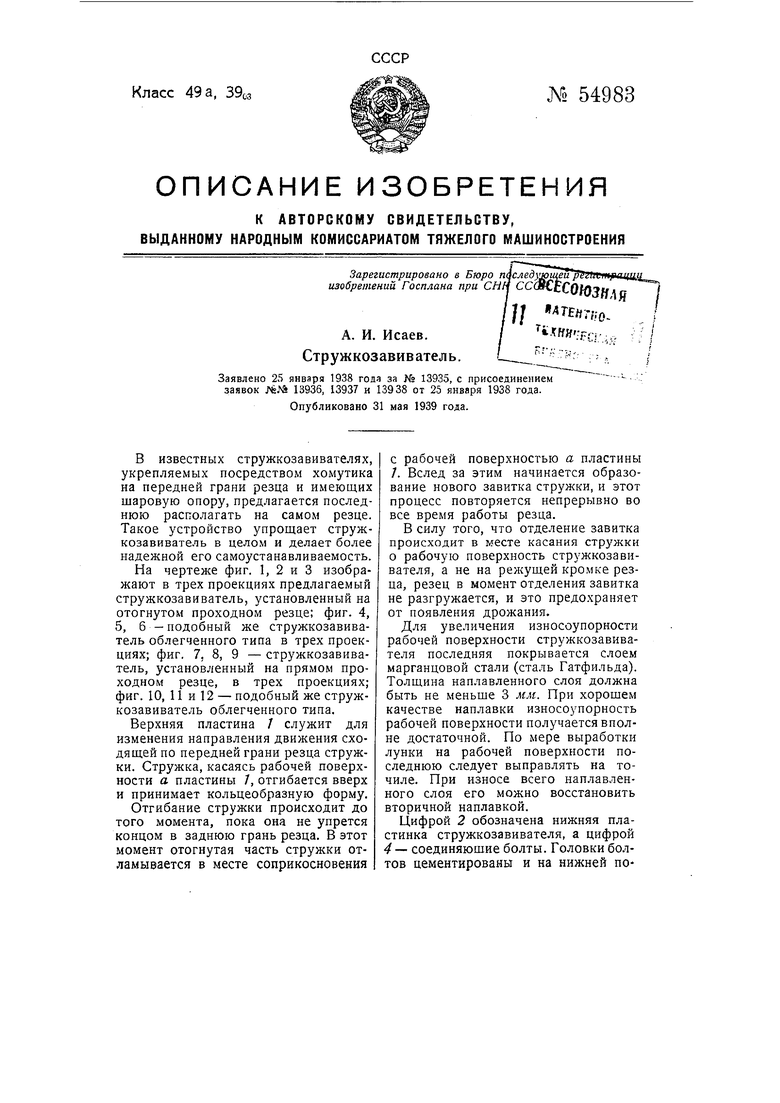
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| Резец | 1934 |
|
SU41305A1 |
| Резец | 1937 |
|
SU52792A1 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2310735C1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Устройство для охлаждения резца | 1937 |
|
SU54308A1 |
| Накладной стружколом к отрезному резцу | 1988 |
|
SU1510994A1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
3 фиг 12
г4п )0
Ij tTlwj
V I У II 1
Тип. .Печатный Tpyj,. Зак.-3891-675
