1
Изобретение относится к оборудова1гию для нанесения лакокрасочных покрытий, точнее для механизации процесса очистки тягового органа подвесного конвейера и подвесок от лакокрасочного материала в технологическом потоке окраски, и может быть использовано в любой отрасли промышлепиостн.
В процессе окраски изделия на тяговом органе конвейера и подвеске осаждается слой краски. Постепенно нодвеска покрывается CvioeM краски, наруо1аюш,им технологический процесс, а при окраске в электрическом поле вообще прекращается процесс из-за плохого заземления изделия через подвеску.
Таким образом, тяговый орган конвейера с подвесками требует систематической очистки, которая осуществляется, как правило, отжигом, травлением, отпариванием в специальных ваннах вне г оточной линии.
Извест11ы поточные линии по окраске изделий, в которых очистка подвесок производится сжигапием окрасочной пленки газовым пламенем с последующим удалением золы струйной промывкой 1.
Вследствие этого, в промыщленных условиях подвески снимают с конвейера, а их очистку осуществляют вне поточной линии обработкой в щелочпых ваннах или путем отжига, в результате которой подвеска коробится, покрывается окалино и быстро выходит из
строя. В этих условиях работа на конвейере прекращается, что снижает пpoизвoдитev ьность поточной линии. Кроме этого, в окрасочно.м цехе организуется участок очистки, что требует илон,адей и дополнительного оборудования и обслуживания.
Известна иоточная линия по окраске изделий, содержащая камеры для окраски и cyniки, загрузочное и разгрузочное устройства и конвейер с подвесками для изделий 2.
Очистка подвесок производится в камере со струйным обливом раствором электролита.
Использование указанной поточной линии практически затруднено сложной конструкцией оборудования, требованием .его взрывозащищёпности или значнтельным удалением от открытых проёмов окрасочных камер.
Это нрпводит к удлипению трассы конвейера, т. е. к увеличению занимаемых площадей и, следовательно, к экономической нецелесообразности использования клмеры обливаппя электролитом.
Пель изобретения - повышение производительности за счет исключения остановок конвейера на очистку подвесок. Эта цель достигается тем, что поточпая линия снабжена п;еточным очистителем и ёмкостью е раствором антиадгезива, последователь о устаповленными иосле разгрузочного устройства по ходу движения копвейера. Кроме того,
емкость установлена с возможностью возвратно-поступательного перемещения в вертикальной плоскости.
Согласно нзобретенню технологический процесс очистки подвесок складывается из нанесения защитного слоя антнадгезива на металлическую поверхность подвески. В качестве антиадгезива может быть использован 4- 6%-ный раствор хозяйственного мыла.
Таким образом, после высыхания защитного слоя попавший на нодвеску лакокрасочный материал легко удаляется механическим способом, например вращающимися металлическНлМи щетками, установленнымн на поточной линии.
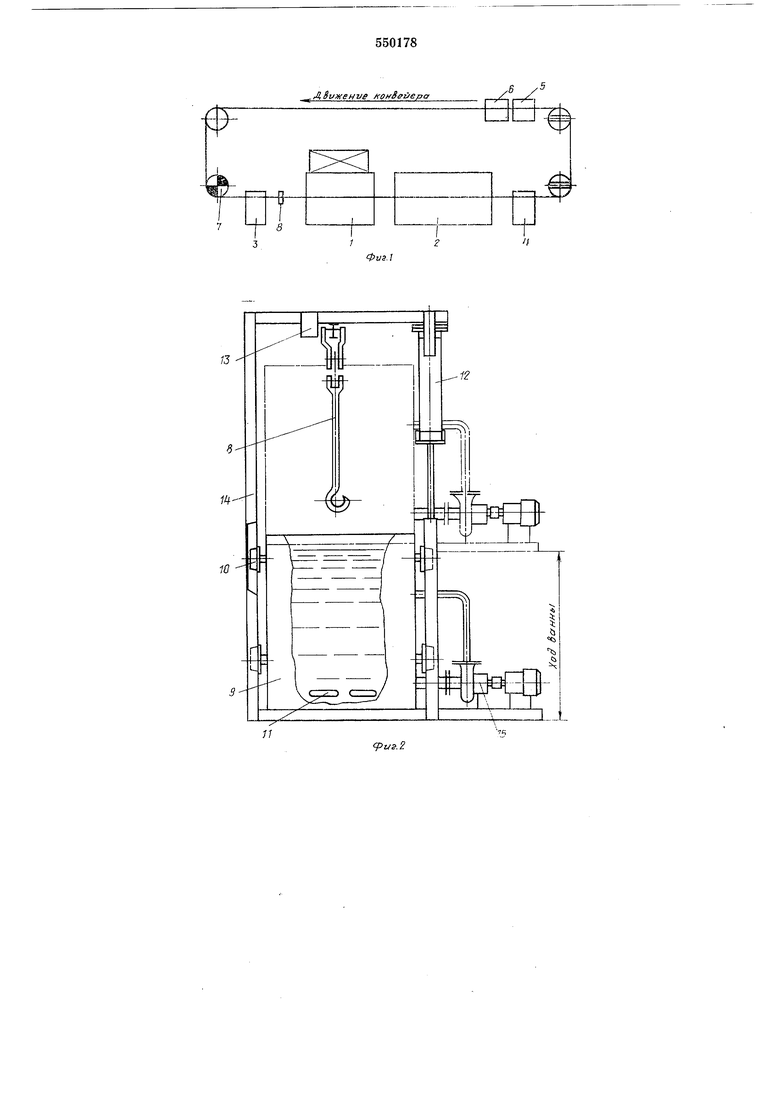
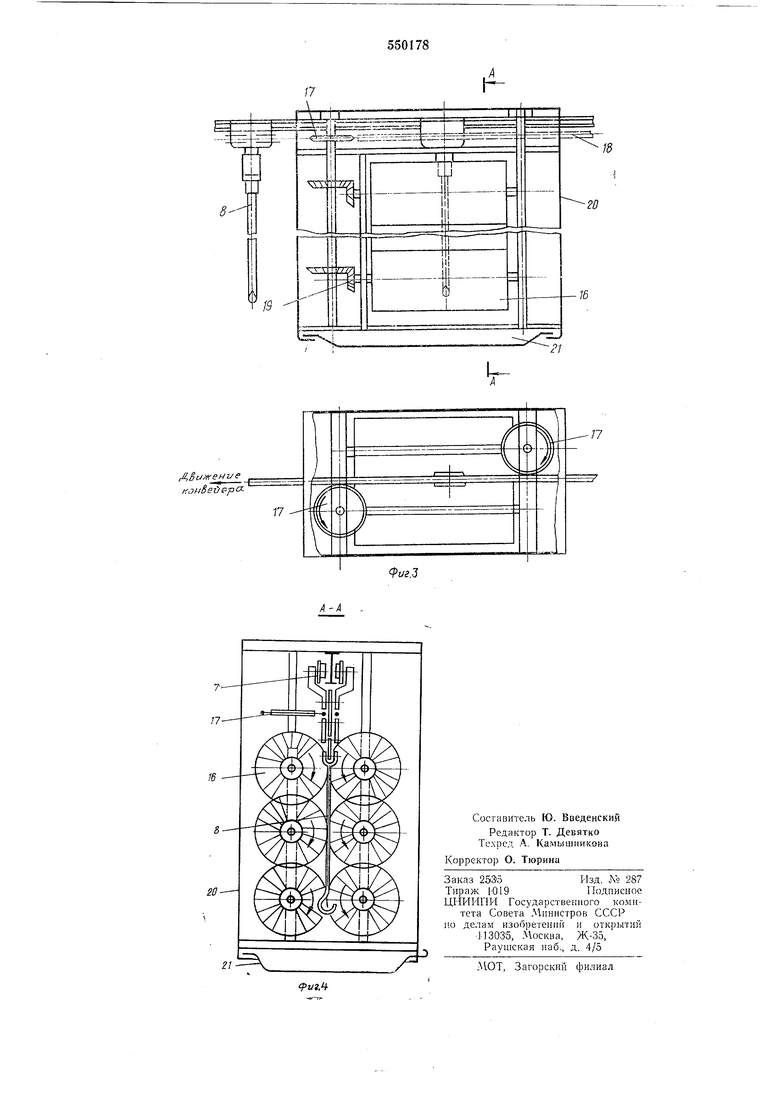
На фнг. 1 ноказана поточная линия; на фиг. 2 изображена нодъемиая ванна с раствором мыла; на фиг. 3 показан щеточный очиститель; на фиг. 4 - разрез А-А щеточного очНстителя, изображенного на фиг. 3.
Поточная ли-ния включает камеру окраски 1, сушильную камеру 2, загрузочное 3 и разгрузочное 4 устройства. После разгрузочного устройства установлены щёточный очистнтель о и подъёмная ванна 6 с раствором хозяйственного мыла. Все оборудование поточной лннни связано подвесным конвейером 7, нодвесками 8 в единую цепь.
Подъёмная ванна 6 включает Kopaiyc 9 с роликами 10. Для лодогрева раствора внутрн ванны установлены нагревательные элементы 11. Подъём и опускание ва-нны производится гидроприводом 12 но команде конечного выключателя 13, установленного на раме 14, вертикальные стойки которой служат .направляющими для подъема ванны. Для загрузки мыльного раствора него неремешивания установлен насос 15. Щёточный очиститель вынолнен в виде набора щёто,к 16, вращающихся от звездочкн 17, связанной с непью 18 подвесного кОНвейера 7. Вращение звездочки к щеткам иередается конической нарой 19. Шёточиый очнститель заключен в металлический корпус 20 с выдвижпым поддоном 21 для удаления снятого окрасочного материала.
Поточная липия работает следующ им образом.
При подходе нодвески 8 к краю ванны 6 срабатывает конечный выключатель 13 и ванна поднимается прн помощи гидропривода 12.
Прн этом подвеска 8 окунается в раствор хозяйственного мыла, подогретого до 40-60°С. При дальнейшем движении конвейера ванна опускается н подвеска продолжает движение
до загрузочного устройства 3, за время движеП1ИЯ слой раствора мыла подсыхает.
Изделие после загрузки поступает в камеру окраски 1, где наносится слой материала и одновременно краска попадает на нодвеску.
После прохождения сушильной камеры 2 окрашенные изделия разгружаются, а подвеска 8 попадает в щеточный очнститель, где пленка лакокрасочного материала благодаря защитному слою мыла легко снимается. После очистки па подвеску 1вновь наносится защитный слой мыла для очередного рабочего цикла.
Стоимость применяемого раствора хозяйственного мыла незначительна но сравнению
со стоимостью электролита. Оборудование для нанесения защитного слоя и снятия пленки лакокрасочного материала нростое по конструкцнн и не требует лостоянного обслуживания. Поточная линия является более надежной, более производительной и экономически выгоднее но сравнению с применяемыми в настоящее время.
Формула изобретения
1.Поточная лнння но окраске изделий, содержащая камеры окраски и сушки нзделнй, загрузо чное н разгрузочное устройства и конвейер с нодвесками для изделий, отлнчающаяся тем, что, с целью повышения нроизводительностн нутем исключевня остановок кои1вейера на очистку подвесОК, она снабжена щеточным очистителем и емкостью с раствором антиадгезива, последовательно
устайовленнымн после разгрузочного устройства но ходу движения конвейера.
2.Лшшя по п. 1, отличающаяся тем, что емкость установлена с возможностью возвратно-постунательного перемещения в вертнкалыюй нлоскости.
Источннкн информации, нрннятые во внимание при экспертизе
1. Патент США № 3830196, кл. 118-70, 1974.
2. Авторское свидетельство СССР .N0 354898, кл. В 05В 13/00, 1970.
Л9уи/енг/е OHSsuepa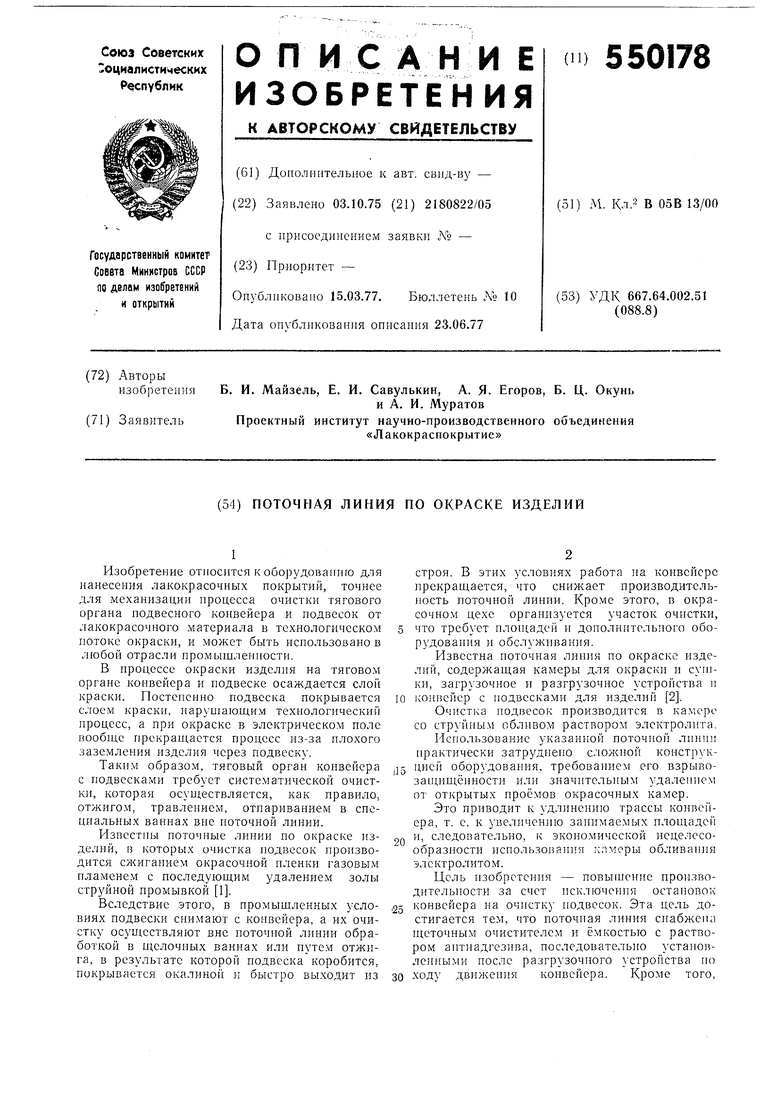
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки деталей | 1990 |
|
SU1757764A1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Линия очистки поверхности деталей | 1980 |
|
SU926078A1 |
| Поточная линия для нанесения многослойных покрытий | 1975 |
|
SU564010A1 |
| Линия для окраски изделий в электрическом поле | 1977 |
|
SU674799A1 |
| Подвеска для крепления изделий | 1979 |
|
SU858938A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ УСТАНОВКА | 2002 |
|
RU2232956C2 |
| ПОТОЧНАЯ ЛИНИЯ ПО ОКРАСКЕ В ЭЛЕКТРИЧЕСКОМ ПОЛЕИЗДЕЛИИ | 1972 |
|
SU354898A1 |
| ЛИНИЯ ДЛЯ ОКРАШИВАНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2017545C1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |