1
Изобретение относится к поточным механизированным и автоматическим поточ ным линиям для нанесения защитных покрытий, оно может быть использовано в часовой промышленности для окраски корпусов и крышек будильников.
Известна поточная механизированная и автоматическая линии электроокраски, содержащая устройство для подготовки изделия к.окраске, окрасочную и сушильную камеры l. В известной линии применены два конвейера: один для гальванических покрытий, а другой для окраски и сушки с ручной перегрузкой изделий с одного конвейера ia другой. Р учная перегрузка требует дополнительную рабочую силу , а автоматическая - сложных и дорогостоящих устройств. Кроме того, известная линия 3aHHN-iaeT больигую производственную плоишдь.
{звест Ш поточная линия для нанесения многослойных покрытий, содержащая после noHa-rontjHo установленные устройства для очшугки и 11О(пл товки поверхности, окрасочную ft суши тьную , свя.(анные транс
портной цепью с подвесками для изделий 2 Недостатками такой линии являются сложность конструкции, низкая производительность вследствие ручной перегрузки изделий с одной операции на другую, необходимость в большой производственной площади.
Цель изобретения- повышение производительности и уменьшение производственной площа ди.
Указанная цель достигается тем, что окрасочная и сушильная камеры выполнены в виде установленных одна над другой секций, через которые пропущена транспортная цепь, связ;аощая каждую секцию окраски с ни же рас положенной секцией сушки.
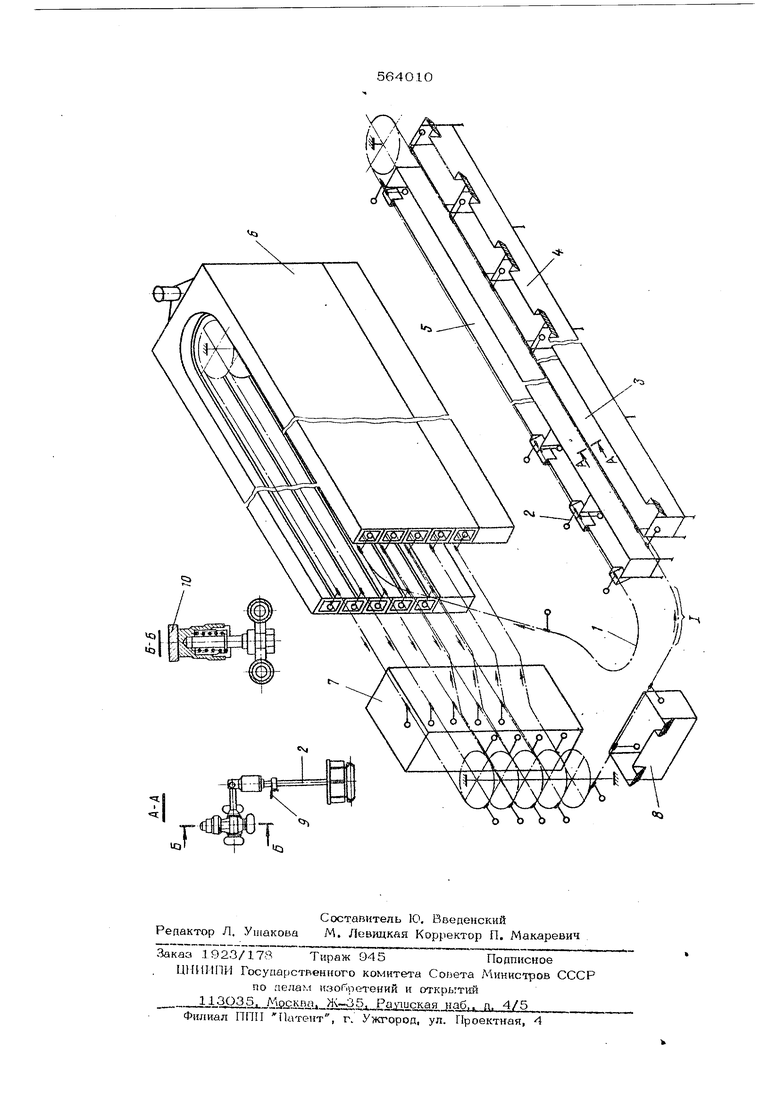
На чертеже схематически изображена предлагаемая поточная линия, общий вид ,н разрезы по А-А и Б-Б.
Поточная линия для нанесения многослойных покрытий включает подвесной конвейер, выполненШ)1й в виде замкнутой двушарнирной трацспс тной цепи 1, снабженной специальными подвесками 2. Устройство дл очистки и пошотовки поверхнос;ти содержит
ванну 3 обезжиривания, каскадные ванны 4 аля промывки аетапей холодной и горячей водой, ванны 5 борфтористоводоропного цинкования , В поточною линию входят секаионная электротерморадиационная сушилка ,6, секции которой расположены одна над другой, распылителько-окрасочная секционная камера 7, секции которой расположены одна над другой, ванна 8 мойки подвесок поворотное устройство 9 для перевода подвески 2 с одного участка на другой с троллеями 1О для подвода питания ка гальваническом участке цинкования.
Поточная линия работает следующим образом.
Транспортная цепь 1 перемешается от привода ( на чертеже яе «оказан). .На участке загрузки I на подвескк 2 навешиваются обрабатьшаек& е кздеяня, которые направляются к ванне 3 ебезжиривання и при помощи поворотйого устройства 9 погружаются в ату вашу, при этом происходит обезжиривание обрабатываемых, изделий. Далее подвесгш с изделиями поступаю в ванну 4 для холодлой и горячей водой, а затем в Basffly 5 цинкования. Здесь подвески,, коитактйруя своим токо- сьемным устройством с-троллеями 10, получают питание рля гальванического п6™ крытия изделий.
После гзлгаваиигеского покрытия и про- мыйкк вотЯ б гйЗатьшаемых изделий подвесЕИ 2 с юдея5ШЬ1и поступают в верхнюю секняаэ .KU б, откуда они подаются в верзшюйэ севщйю окрасочной камеры 7, где рас-пылением гфасятепя на изделия наносят первоначальную окраску. Для равномерного нанесения покрытия на изделия подвеске 2 при помощи специального устройства в окрасочной камере 7 сообщается вращательное движение. Из верхней секции окрасочной камеры подвески с изделиями направляются в следующую, нижерасположенную секцию сушилки 6, Далее осуществляется окраска изделий в следующей секции камеры 7 (второй сверху) и так далее по спирали сверху вниз до полного окрашивания (2-4
раза в зависимости от требования к качеству окрашиваемой поверхности).
После окончательной обработки изде/шй участок транспортной цепи конвейера 1 с
подвеской 2, несущей обработанные изделия, поступает на разгрузку, после чего подвески проходят ванну 8 мойки, где с них удаляется краска.
Далее цикл повторя гея.
Предлагаемая поточная линия позволяет повысить производительность труда и снизить себестоимость изделий. Автоматизация линии дает возможность .высвободить рабочих, занятых ручным трудом на загрузке и
разгрузке подвесок с обрабатываемыми изделиями, повысить культуру производства, сократить наличие вспомогательного оборудования. Многоэтажность сушильной и окрасочной камер уменьшит занимаемую произпроизводственную плошадь, улучшит компактность линии.
Формула изобретения
Поточная линия для нанесения многослойных покрытий, содерхшщая последовательно установленные устройства для очистки и подготовки поверхности, окрасочную и су- шильную камеры, связанные транспортное цепью с подвесками для изделийуО т л и чающаяся- тем, что, с целью повышения производительности линии и уменьшения производственной площади, окрасочная и сушильная камеры выполнены в виде
установленных одна над другой секцией, через которые пропущена транспортная цепь, связывающая каждую секцию, окраски с нижерасположенной секцией сушки, Источники информации, принятые во внимание при экспертизе:
1,Аронов Н. В, Оборудование и механизация цехов неметаллических заш итных покрытий. М., Машиностроение, 1969,
с. 285-289.
2.Сточик Г, Ф, Технология окраски машин. М,. Высшая школа, 1967, с.98-1 ОО, рис. 44.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Линия для окрашивания изделий | 1989 |
|
SU1752443A1 |
| Поточная линия по окраске изделий | 1975 |
|
SU550178A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Окрасочная линия | 1989 |
|
SU1653860A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Автоматизированная окрасочная линия | 1989 |
|
SU1666212A1 |
| Линия для окраски изделий в электрическом поле | 1977 |
|
SU674799A1 |
| Поточная линия для окрашивания изделий | 1985 |
|
SU1328270A1 |