I
Изобретение относится к машиностроению, а именно к конструкциям устройств, применяемых.при очистке поверхности деталей от лакокрасочных материалов, преимущественно подвесок в поточных окрасочных линиях.
Известны устройства для очистки поверхности деталей от краски,представляющие собой ванны для травления и промывки деталей, особенно подвесок, и не связанные с технологическим конвейером. Современное устройство окрасочных цехов предусматривает поступление деталей на окраску с помощью конвейера. Детали навешиваются на подвеску и проходят последовательно операции подготовки поверхности, окраски и сушки, после чего снимаются в зоне разгрузки, а подвески вновь поступают под загрузкуСТ.
При каждом проходе через окрасочный комплекс наращивается слой в 30-100 мкм,и растущие слои краски
со временем дают большую зону не прокраса. Брак при окраске способом электрофореза исправим также лишь после снятия с деталей слоя нанесенной краски. Таким образом, недостатком являются, возрастающие .объемы поверхностей, с которых должна быть удалена краска и большие затраты ручного труда при очистке подвесок.
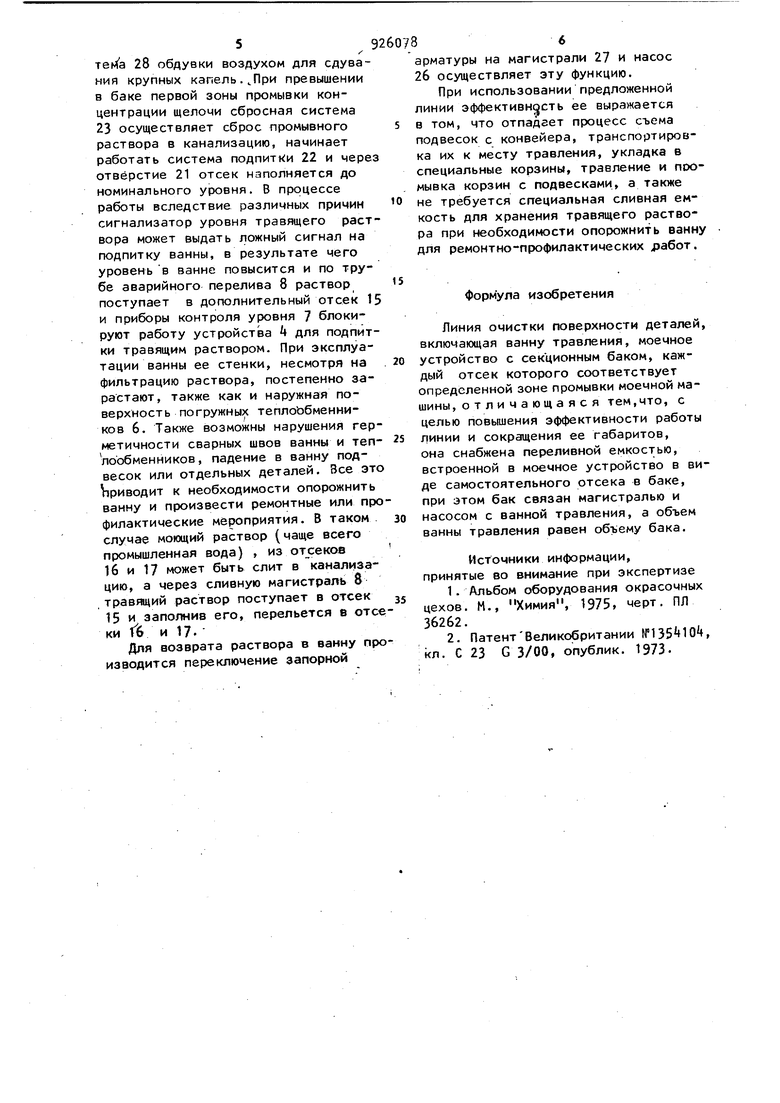
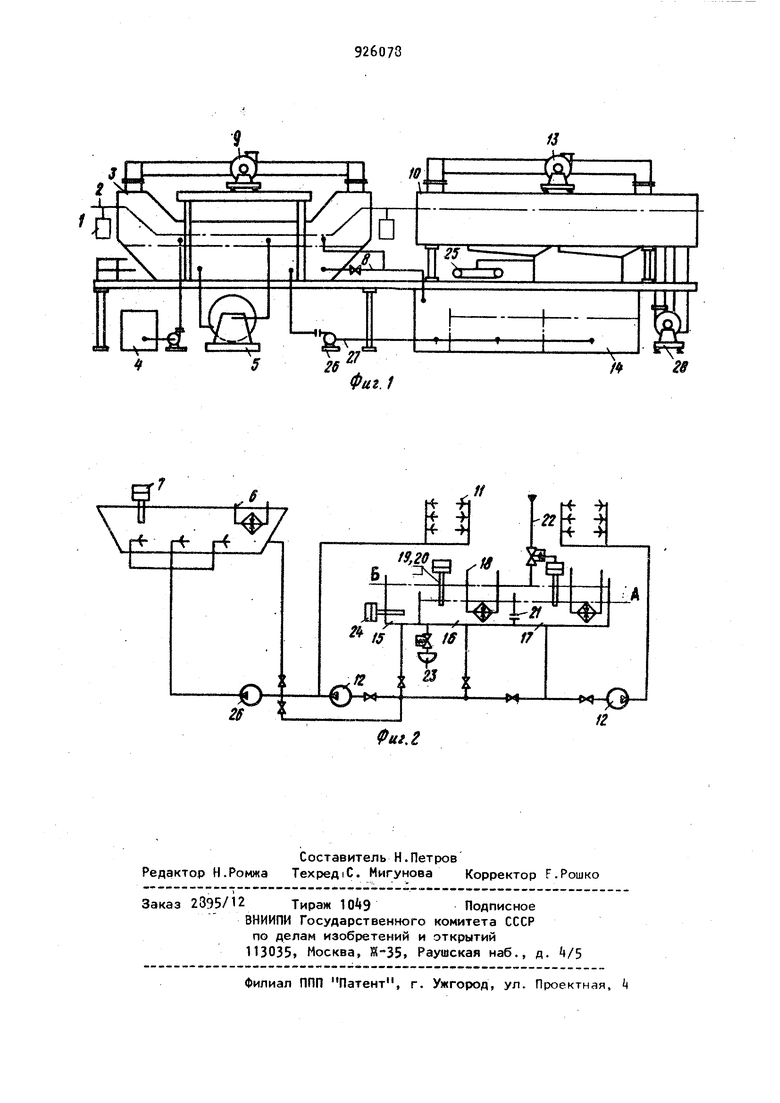
Известно также устройство для очистки подвесок на обратной ветке конвейера в общей технологической цепочке окрасочного участка. Основные элементы такой линии - ванна травления и моечная машина имеют значительные размеры, так как время травления слоя синтетической эмали 5-10 мин, а скорость конвейера обычно более 1 м/мин.Линия очистки поверхности деталей включает ванну травления, моечное устрюйство с секционным баком, каждый отсек которого соответствует определенной зоне промывки моечной маши ны. Ванна и моечное устройство объе динены ограждением туннельного типа внутри которого расположен грузонесущий конвейер. Количество моечных устройств и состав раствора в баке изменяется в зависимости от технологического процессаС2. Однако в процессе эксплуатации возникает необходимость опорожнения ванны вследствие возможного падения деталей ипи подвески, периодической очистки стенок ванны и теп лообменников от слоя деструктированной краски, проведения ремонтных работ в случае течи ванны или теплообменников. Устройство не предусмат ривает в таком случае промежуточное Кранение раствора, т.-е. содержимое ванны должно быть слито, в частности Для травящего раствора, на станцию нейтрализации, а так как это экономически нецелесообразно, то должна быть применена вспомогательная емкость. Цель изобретения - повышение эффективности работы линии и сокращение ее габаритов. Поставленная цель достигается тем, что линия очистки поверхности детали, включающая ванну травления, моечное устройство с секционным баком,, каждый отсек которого соответствует определенной зоне промывки моечной машины, снабжена переливной емкостью, встроенной в моечное устр ство в виде самостоятельного отсека в баке, при этом бак связан магистралью и насосом с ванной травления а объем ванны травления равен объему бака. На фиг.1 показана линия очистки поверхностей деталей, общий вид, на фиг. 2 - схема подключения насосов к ванне травления и моечной машине. Подвески 1 с деталями или без де талей с определенным шагом распределены по конвейеру 2. Ванна травле ния 3 имеет устройство Ц для подпитки травящим раствором, фильтр 5 с намывным слоем, подогреватели 6, приборы 7 контроля температуры уров ня и концентрации раствора, трубу 8 слива и аварийного перелива, систем вентиляции 9- Моечное устройство им ет.кабину 10 с форсунками 11, на ко торые подают промывочный раствор насосы 12. Паровоздушная смесь отсасывается вентиляционной установкой 13. Бак с дополнительным отсеком 15 и отсеками 1б и 17 снабжен нагревателями 18 и приборами контроля концентрации 19 и уровня 20. Отверстие 21 соединяет смежные отсеки и система 22 подпитки промывным раствором поддерживает постоянный уровень в обоих отсеках по принципу противотока. Сбросная система 23 предназначена для частичного сброса промывного раствора при возрастании содержания щелочи в первой зоне промывки, что необходимо для отсутствия на подвеске остатков щелочи, во избежание травмирования рук при навеске изделий на подвеску. Датчик уровня 2k в дополнительном отсеке контролирует перелив с ванны травления. Моющий раствор первой зоны рромывки может фильтроваться на фильтре-транспортере 25. Насос 2б осуществляет придонный барботаж в ванне травления и связан магистралью 27 с баком моечной машины. На выходе подвески обдуваются системой 28 обдува. Уровень промывочного раствора в отсеках бака моечной машины обозначен А, уровень слитого из ванны травления раствора Б. Линия работает следующим образом. Подвески 1 по конвейеру 2 поступают в ванну травления 3- Подогретый травящий раствор разрушает лакокрасочную пленку и она выпадает в осадок. Насос 26 осуществляет перемешивание раствора, при этом часть его поступает на фильтрацию. Фильтр 5 с намывным слоем производит очистку раствора и возвращает его в ванну. Постепенно раствор вьщелачивается и нуждается в коррекции по химическому составу. Одновременно происходит понижение уровня раствора за счет уноса его на деталях и испарения с поверхности, причем вентиляционная установка 13 увеличивает испарение, но наличие ее необходимо для предотвращения выбивания паров из проемов ванны. Далее подвеска с остатками деструктированной лакокрасочной пленки последовательно проходит в кабине 10 зоны промывки форсунками 11 и обдувки. При этом работают насосы 12 подачи подогретого нагревателями 18 моющего раствора на форсунки (уровень промывного раствора в баке ниже стенок отсеков) , фильтр-транспортер 25 и сие5 9
28 обдувки воздухом для сдувания крупных капель.При превышении в баке первой зоны промывки концентрации щелочи сбросная система 23 осуществляет сброс промывного раствора в канализацию, начинает работать система подпитки 22 и через отверстие 21 отсек наполняется до номинального уровня. В процессе работы вследствие различных причин сигнализатор уровня травящего раствора может выдать ложный сигнал на подпитку ванны, в результате чего уровень в ванне повысится и по трубе аварийного перелива 8 раствор поступает в дополнительный отсек 15 и приборы контроля уровня 7 блокируют работу устройства j для подпитки травящим раствором. При эксплуатации ванны ее стенки, несмотря на фильтрацию раствора, постепенно зарастают, также как и наружная поверхность погружных теплоЬбменников 6. Также возможны нарушения герметичности сварных швов ванны и теплообменников, падение в ванну подвесок или отдельных деталей. Все это приводит к необходимости опорожнить ванну и произвести ремонтные или профилактические мероприятия. В таком случае моющий раствор (чаще всего промышленная вода) , из от секов 16 и 17 может быть слит в канализацию, а через сливную магистраль 8 травщий раствор поступает в отсек 15 и заполнив его, перельется е отсеки 6 и 17.
Для возврата раствора в ванну производится переключение запорной
86
арматуры на магистрали 27 и насос 2б осуществляет эту функцию.
При использовании предложенной линии эффективность ее выражается в том, что отпадает процесс съема подвесок с конвейера, транспортировка их к месту травления, укладка в специальные корзины, травление и поомывка корзин с подвесками, а также не требуется специальная сливная емкость для хранения травящего раствора при необходимости опорожнить ванну для ремонтно-профилактических работ.
Формула изобретения
Линия очистки поверхности деталей, включающая ванну травления, моечное устройство с секционным баком, каждый отсек которого соответствует определенной зоне промывки моечной машины, о т л и ч а ющ а я с я тем,что, с целью повышения эффективности работы линии и сокращения ее габаритов, она снабжена переливной емкостью, встроенной в моечное устройство в виде самостоятельного отсека в баке, при этом бак связан магистралью и насосом с ванной травления, а объем ванны травления равен объему бака.
Источники информации, принятые во внимание при экспертизе
1.Альбом оборудования окрасочных цехов. М., Химия, 1975, черт. ПЛ 36262.
2.ПатентВеликобритании №135 , кл. С 23 G 3/00, опублик. 1973j
Ли
f3
ю
F
f
26
25
Z7 Фиг.1
28
/«
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления полимерных покрытий с поверхности окрасочной оснастки | 2021 |
|
RU2780075C1 |
| Линия окраски изделий | 1984 |
|
SU1224014A1 |
| Поточная линия по окраске изделий | 1975 |
|
SU550178A1 |
| Агрегат для очистки изделий | 1981 |
|
SU1013000A1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Способ очистки производственныхСТОчНыХ ВОд | 1978 |
|
SU812766A1 |
| Устройство для очистки деталей | 1979 |
|
SU816577A1 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ | 2002 |
|
RU2218455C1 |
| Способ получения наполнителя | 1990 |
|
SU1835407A1 |
S
e
l. i
-|xH//
г
22
rf
f9,20
fe
W
/7
/
-MfZ
Фиг. г
