1
Изобретение относится к обработке металлов давлением И может быть использо/вано при накатывании резьб в различных областях машиностроения, ремонтных мастероких и т. п.
Известна резьбонакатная головка, в которой на радиально расположенных рычагах смонтированы свободно вращающиеся накатные .ролики, ИмеюЩИе возможность установ ки на Необходимый диаметр накатываемой резьбы.
Недостатком известной резьбонакатной головки является невозможность установки -накатных рол-иков на необходимый угол наклона винтовой ЛИНИИ образуемой резьбы. Это снижает точность образования резьбы по углу ее профиля я шагу.
Цель Изобретения - обеспечение возможности угловой настройки роликов для повышения качества резьбы.
Для этого предлагаемая резьбонакатная головка снабжена вставками, установленными в расточках рычагов с возможностью поворота в ПЛОСКОСТИ, параллельно оси накатюи, и механизмами для поворота -вставок в указанной ПЛОСКОСТИ, .причем механизм поворота вставок вьшолнен в виде червячной передачи, лимбов, закрепленных на элементах червя-чной передачи, и фиксирующего зажима.
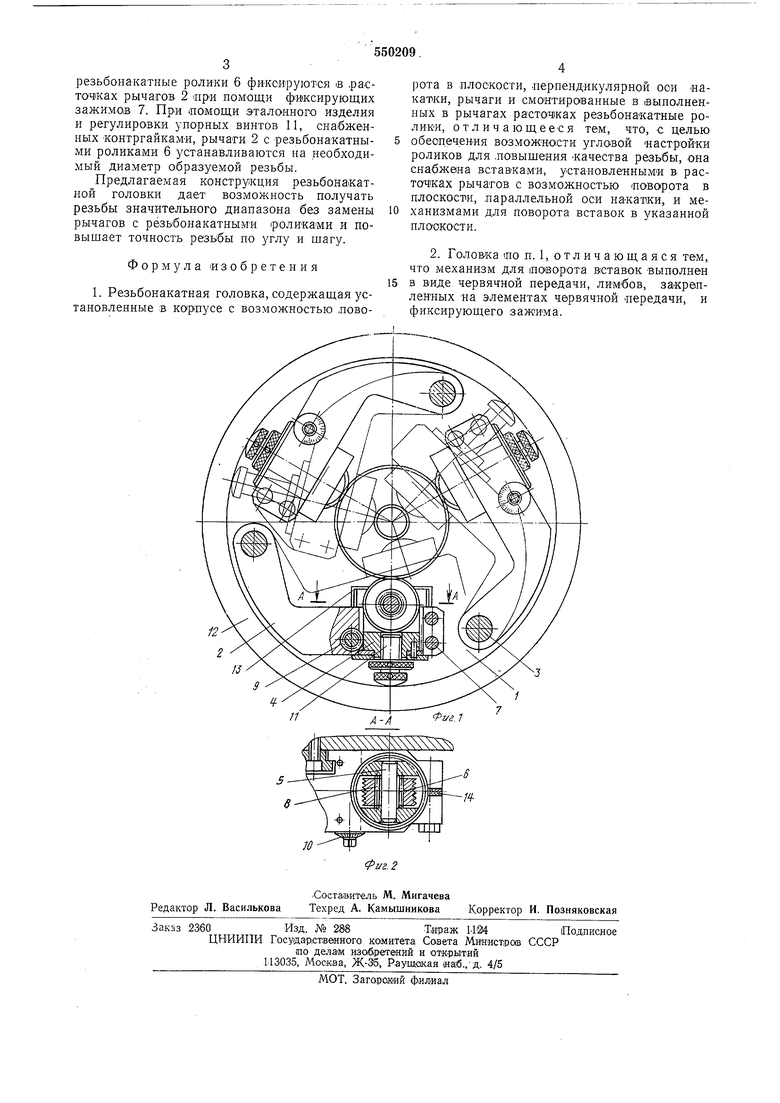
На фиг. 1 изображена предлагаемая резьбонакатная головка; на фиг. 2 - разрез по А-А на фиг. 1.
Корпус 1 резьбонакатной головки крепится на планшайбе шпинделя станка. Рычаги 2 установлены на осях 3, закрепленных в корпусе 1 резьбопакатной головки. В расточках рычагов 2 установленывставки 4, в -которых имеются оси 5, несущие на себе резьбонакатные ролики 6. Для .предотвращения защемления резьбонакатных роликов 6 при зажатии фиксирующими зажимами 7 выполнены проставочные втулки 8. Механизм для поворота вставок 4 на определенный угол состоит из червячной передачи (червя1К 9, зацепляющий
с косозубым венцом). Червяк 9 снабжен ли-мбом 10. Для установки рычагов на необходимый диа.метр образуе.мых резьб служат упорные винты 11, упирающиеся в унравляющую инструментом часть 12 корпуса I резбонакатной ГОЛОВКИ. Уплотнения 13 и 14 защищают вставку 4 от загрязнения.
Работа .ГОЛОВКИ осуществляется следующим образом.
Перед началом работы в расточках рычагов 2 устанавливают вставки 4 с резьбонакатны.ми роликами 6. Вращением червяков 9, оснащенных лимбами 10, осуществляется поворот вставок 4 на необходимый угол наклона резьбонакатного ролика 6, соответствующий
углу наклона образуемой резьбы. После этого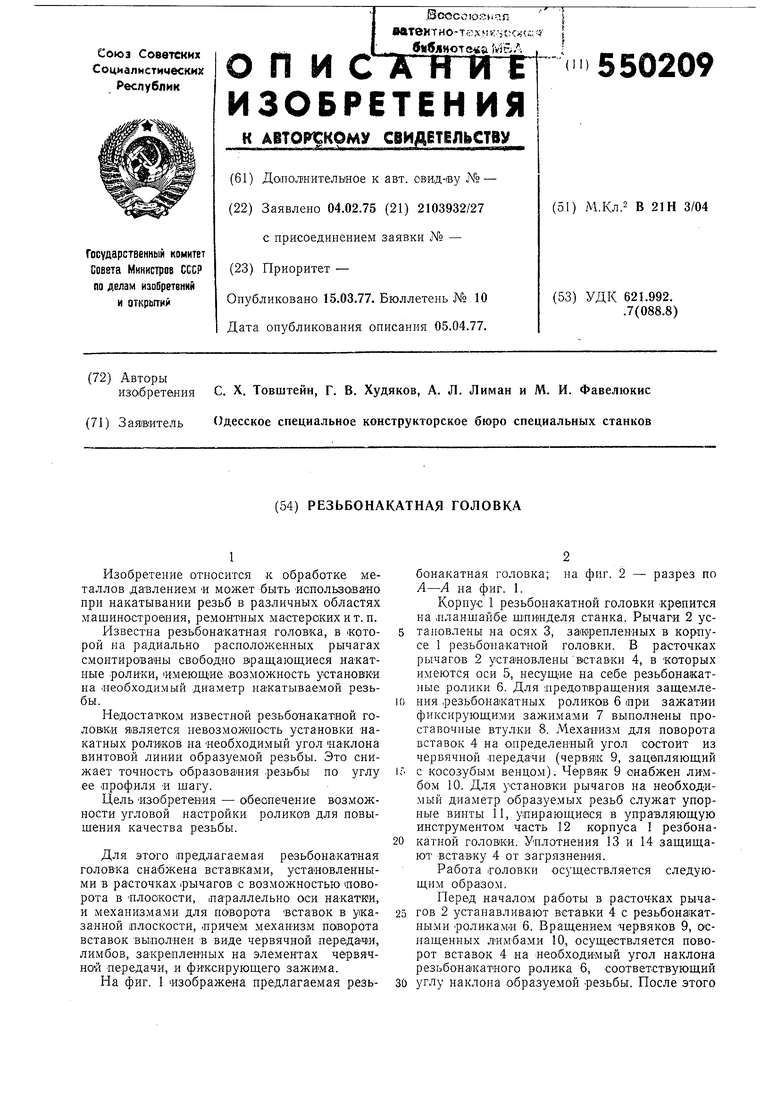
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1098641A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
