Г
Изобретеине относится к области обрабоПси металлов давлением, а именно к устройствам для накатывания резьб на деталях типа ниппелей отопительных радиаторов. / Известны, резьбонакатные головки (ВНГТ); серийно выпускаемые московским заводом «Фрезер и предназначенные для накатки трубных резьб на тонкостенных изделиях. Установленные в патроне Токарного станка головки и плашки могут быть применены для накатки резьб на деталях типа стальных ниппелей отопительных радиаторов. При этом заготовка устанавливается на оправке, крепящейся в задней бабке или на суппорте станка .
При использовании таких резьбоиакатных головок и плашек все вспомогательные операции: установка заготовки на оправке, пода||а оправки с заготовкой к резьбонакатной. головке, отвод оправки с заготовкой, съем ее с оправки - производятся вручную; ввиду необходимости накатывания на ниппеЛе левой и правой резьб приходится пользоваться двумя резьбонакатными головками с осуществлением вручную перестановки заготовки со станка на станок или со сменой головок и созданием задела деталей-полуфабрикатов.
Наиболее близким к изобретению техническим, решением является станок для двусторонней накатки резьб, на станине которого установлены две резьбонакатные головки и привод, предназначенные для накатки резьб на деталях сплошного сечения или тонкостенных, кото, рые устанавливаются в центрах 2.
Шдостатком указанного станка является не возможность накатки резьб на тонкостенных деталях с внутренними шлицами, например на ниппелях отопительных радиаторов, невозможность одновременной накатки -левой И правой резьб, угсутстви€ автоматизации вспомогательных операцнЙ.
Целью изобретения является автоматизация процесса двусторонней накатки резьб и увеличение произ.водителЬности станка.
Эта цель достигается благодаря тому, что предлагаемый станок сна(5жен кулачковым распред€ЛйтельнЬ1м валом, связанным с приводом станка н с резЬбонакатиыми головками, и связанными с распределительным валом механизмами раскрытн1{ роликов и тормозными мехаQ низмами, смонтированными на Koi nycax, а также механизмом для подачи заготовок в зону накатывания.
. Механнзй Для подачи заготовок в зону накатЫвания согласно изобретению выполнен в
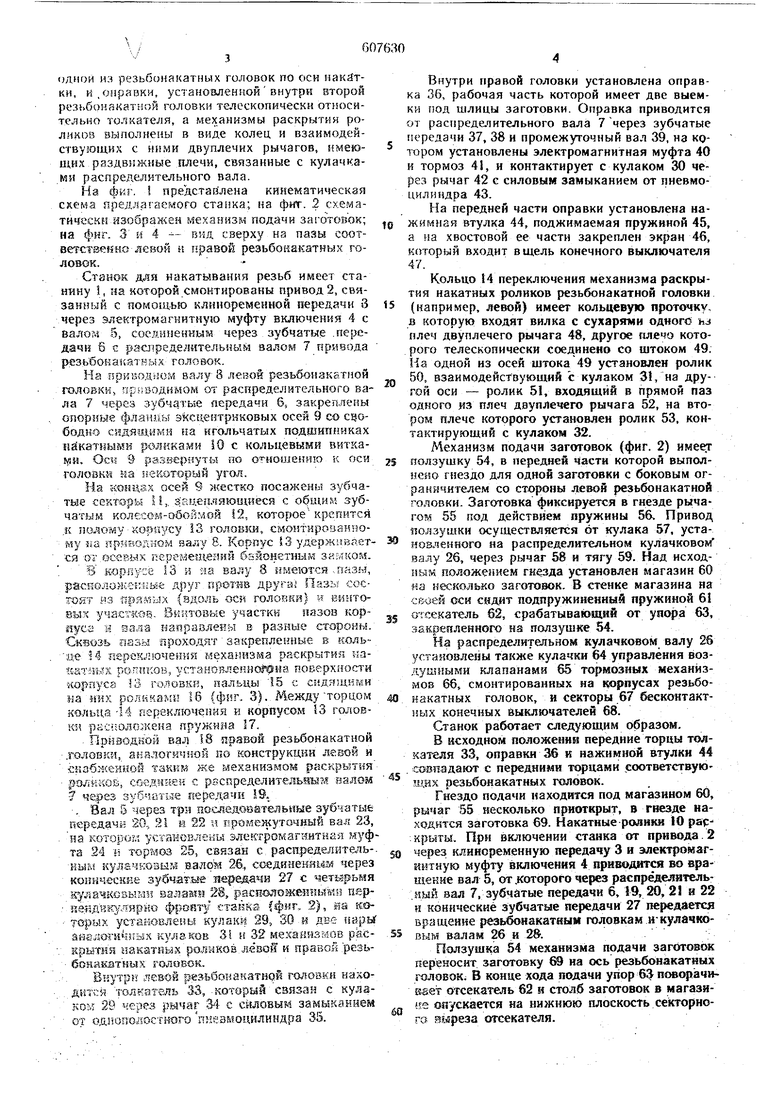
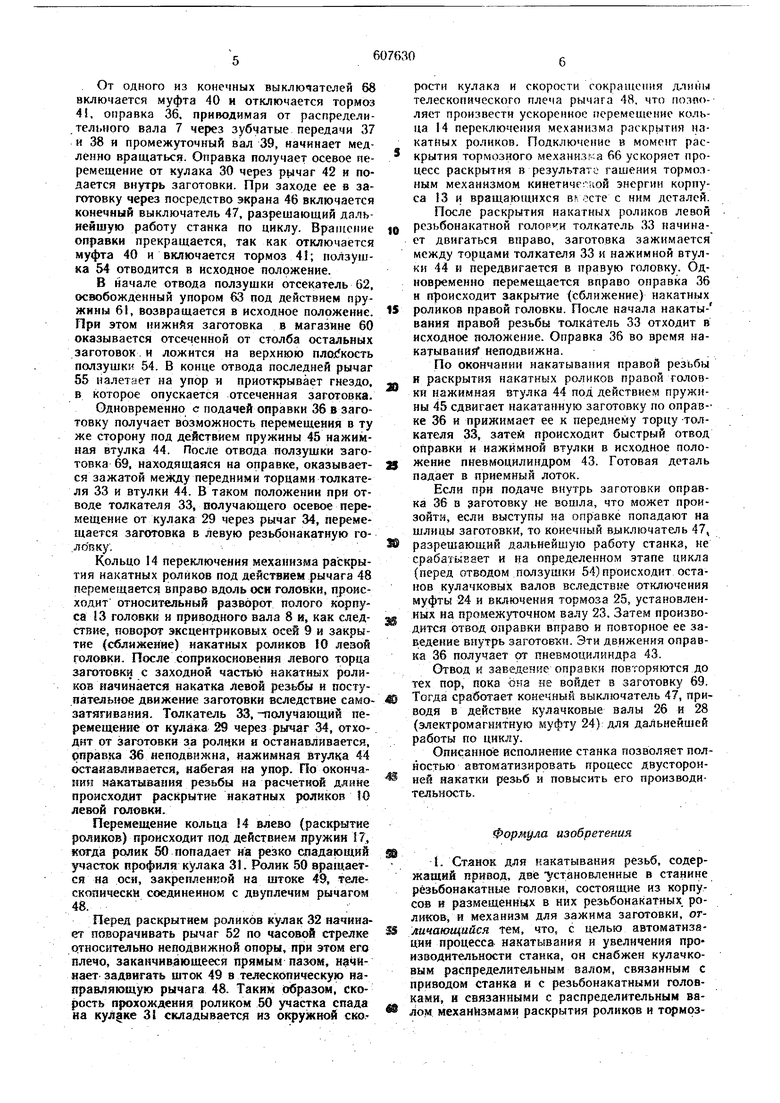
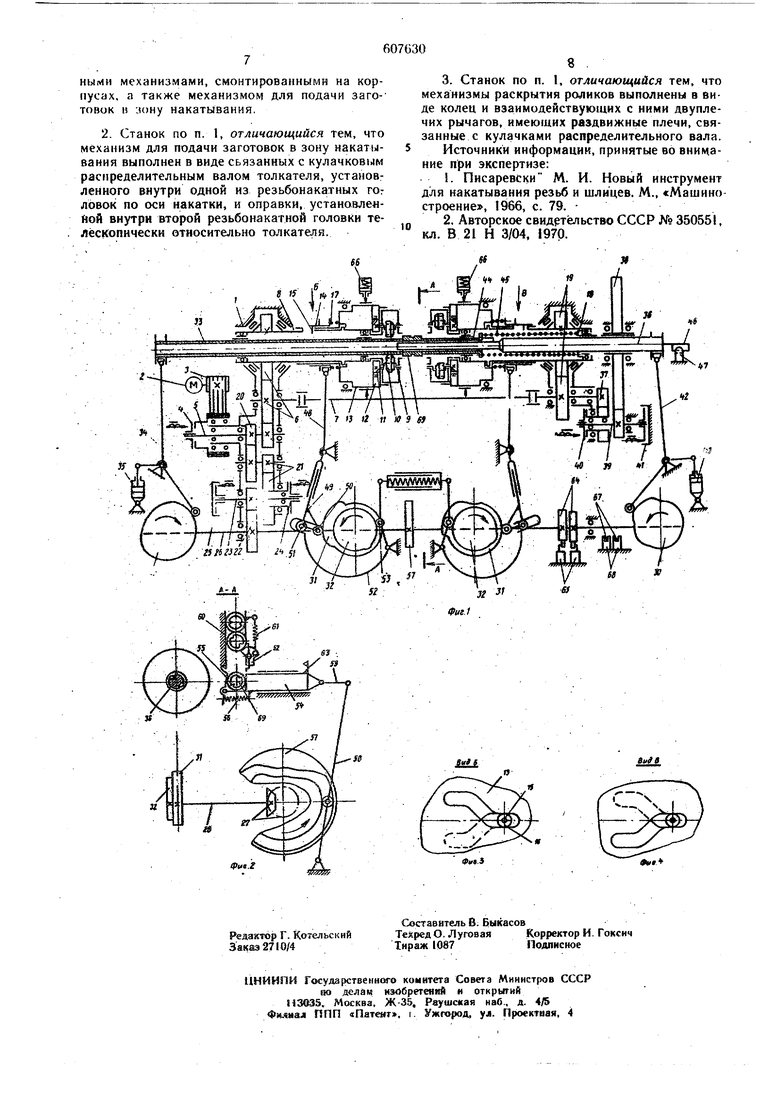
виде связанных с кулачковым распределитель5 ным валом толкателя, установленного внутри одной нз резьбоиакатных головок по оси накйткн, -, оправки, установленной внутри второй резьбонйКатной головки телескопически относительно толкателя, а механизмы раскрытия роликов выполнены в виде колец и взаимодействующих с нями двуплечих рычагов, имеющия раздвижные плечи, связанные с кулачками распределительного вала. На фиг. 1 предстайлена кинематическая с«.ма предлагаемого станка; на фнг. 2 схематически изображен механизм подачи заготовок; на фиг. 3 Si 4 вид сверху на пазы соответственно левой я гравой резьбокакатных головок. Станок д.(я накатывания резьб имеет станину 1, на которой смонтированы привод 2, связанный с помощ-ью l линope seннoй передйчи 8 через электромагнитную муфту включения 4 с валом 5, сосдинеяным через зубчатые .передачи 6 с раслределитель Ь5м валом 7 гфйвода резьбонакатных головок. На прийодном валу 8 левой резьбоизкатной головкк, приводимом от распределительного вала 7 через зубчатые передачи 6, закреплены опорные фланльт эксцентриковых осей 9 со cjjoбодко ендящимн па игольчатых подшипниках нйкатнымн роликами 10 с кольцевыми виткалзи. Ocv: 9 развер-луты по отношению к оси головня на некоторый угол. На конздзх осей 9 жестко посажены зубчатые секторь; И,, зацелляющиеся с общим зубчатым колесом-обоймой 12, которое крепится ,к полому коггвусу 13 голов си, смонтированному зш приводном валу 8. Корпус 53 удерж1гвается ш осевых переие«.ений бзйонетныи зймком. В корпусе 13 и яа валу 8 имеются ,пазн, друг гфотнв друга Пазы состоят из tipSMblX (вдоль ОСИ ГОЛОВКй) и ЕИНТОs-ых учасг-к-гэч- Вкятозые участки назов коряусг н вала иаправлень в разные стороны. Сквозь пазы проходят закрепленные в кольце 14 переключения механизма раскрытия на«атаы; рогигсов, устанояленноГ на поверхноа-и «орпуса 13 голозкй, нальды 15 с сндящиг-йи rs-ia НИХ ролйкаг П1 16 (фкг. 3). Между торцом кольца -14 переключении и корпусом 13 головки .кена пружина 17. Призодкой BaJS 18 яэавой резьбонакатной .головкл, акалогйЧ{юй йо конструкции левой и снабженной tsKim же механизмом раскрытия рзлн-ков, CGe,a,-Jj.ei-: с рзспределительям. валом че.рез зуб 5атьзе ггередачи Ш. . Вал 5 через тр-i носйедовательиые зубчатые передачи 20, Й1 н 22 i промежуточный ва./; 23, . на которой усганевлень5 электромагнитная муф та 24 i2 тормоз 25, связан с р-аслределитааьиым кулачкоаыгй валш 2€., есединен-ама« через кон - ческие зубчаг.ые неред-ачй 2 с четырьмя кэ7Ш4Ксвымз1 552. 28, рйсяоложевнымя перззе д дг глйрко €та.зка (фиг, 2), SB к0-торых установлеЕШ кулаки, 29, 30 и две iiaps aKajsomi-iiJbix кулзков 31 и 32 мехайнзмов рас, крьгпшгзакатных ро,диков jieBOfI и правой резьбонакйтных Г-ОЛОБОК.. Birytpfj левой резьбой а каткой головки находится толка й(зь 33, который связан с кулаком 29 через рычаг -М с силовым замыканнем от од1 ополостнс$го пнеамодйлиндра 35. Внутри правой головки установлена оправка 36, рабочая часть которой имеет две выемки под шлицы заготовки. Оправка приводится от расгфеделнтельного вала 7 через зубчатые псфедачи 37, 38 и промежуточный вал 39, нз котором установлены электромагнитная муфта 40 и тормоз 41, контактирует с кулаком 30 через рычаг 42 с силовым замыканием от пневмоцилиндра 43. На передней части оправки установлена нажимная втулка 44, поджимаемая пружиной 45, а на хвостовой ее части закреплен экран 46, который входит в щель конечного выключателя 47. Кольцо 14 переключения механизма раскрытия накатных роликов резьбонакатной головки (например, левой) имеет кольцевую проточку, в которук) входят вилка с сухар5ти одного ьз плеч двуплечего рычага 48, другое плечо которого телескопически соединено со штоком 49. На одной из осей штока 49 установлен ролик 50, взаимодействующий с кулаком 31, на другой оси - ролик 51, входящий в прямой паз одного из пяеч двуплечего рычага 52, на втором плече которого установлен ролик 53, контактирующий с кулаком 32. Механизм подачи заготовок (фиг. 2) имеет ползушку 54, в передней части которой выполнено гнездо для одной заготовки с боковым ограничителем со стороны левой резьбонакатной головки. Заготовка фиксируется в гнезде рычагом 55 иод действием пружины 56 Привод яолзушки осуществляется от кулака 57, установленного на распределительном кулачковом валу 26, через рычаг 58 и тягу 59. Над исходным положением гнезда установлен магазин 60 «а несколько заготовок. В стенке магазина на своей оси СИДИТ подпружиненный пружиной 61 отсекатель 62, срабатывающий от упора 63, закрепленного на ползушке 54. На распределительном кулачковом валу 26 установлены также кулачки 64 управления воздушными клапанами 65 тормозных механизмов 66, смонтированных на к;орпусах резьбонакатных головок, и секторы 67 бесконтактных конечных выключателей 68. Станок работает следующим образом. В исходном положения передние торцы толкателя 33, оправки 36 к нажимной втулки 44 совпадают с передними торцами соответствующих резьбонакатных головок. Гнездо подачи находится под магазииом 60, рычаг 55 несколько приоткрыт, в гнезде находится заготовка 69. Накатные ралики 10 раркрыты. При включении станка от привода. 2 через клиноременную передачу 3 и электромагйутную муфту включения 4 приводится во вращение вал 5, от .которого через распрёделятельиый вал 7, зубчатые передачи 6,19, 20, 21 а 22 и конические зубчатые передачи 27 передается вращение резьбонакатным головкам и-кулачковым валам 26 и 2S. Ползушка 54 механизма подачн заготовок переносит заготовку 69 на ось резьбонакатных ГОЛОВОК; В конце хода подачи упор 63 повор;ачивает отсекатель 62 и столб заготовок в магази«je опускается на нижнюю плоскость секторноrs вуреза отсекателя.
От одного из конечных выключателей 68 включается муфта 40 и отключается тормоз 41, оправка 36. приводимая от распредели. тельного вала 7 через зубчатые передачи 37 и 38 и промежуточный вал 39, начинает медленно вращаться. Оправка получает осевое перемещение от кулака 30 через pjd4ar 42 и подается внутрь заготовки. При заходе ее в заготовку через посредство экрана 46 включается конечный выключатель 47, разрешающий дальнейшую работу станка по циклу. Врап1сние оправки прекращается, так как отключается муфта 40 и включается тормоз 41; ползушка 54 отводится в исходное положение.
В начале отвода ползущки отсекатель 62, освобождённый упором 63 под действием пружнны 61, возвращается в исходное положение. При этом нижнйя заготовка в магазине 60 оказывается отсеченной от столба остальных заготовок, и ложится на верхнюю плох5кость ползущки 54. В конце отвода последней рычаг 55 налетает на упор и приоткрывает гнездо, в которое опускается отсеченная заготовка.
Одновременно с подачей оправки 36 в заготовку получает возможность перемещения в ту же сторону под действием пружины 45 нажимная втулка 44. После отвода ползушки заготовка 69, находящаяся на оправке, оказывается зажатой между передними торцами толкателя 33 и втулки 44. В таком положении при отводе толкателя 33, получающего осевое перемещение от кулака 29 через рычаг 34, перемещается заготовка в левую резьбонакатную голопку.Кольцо 14 переключения мехаиизма раскрытия накатных роликов под действием рычага 48 перемегдается вправо вдоль оси головки, происходит относительный разворот полого корпуса 13 головки н приводного вала 8 и, как следствие, поворот эксцентриковых осей 9 и закрытие (сближение) накатных роликов 10 левой головки. После соприкосновения левого торца заготовки с заходной частью накатных роликов начинается накатка левой резьбы и поступательное движение заготовки вследствие самозатягивания. Толкатель 33, -тзолучающий перемещение от кулака 29 через рычаг 34, отходит от заготовки за ролики и останавливается, оправка 36 неподвижна, нажимная втулка 44 остаиавливается, набегая на упор. По окончании накатывания резьбы на расчетной длине происходит раскрытие накатных роликов 10 левой головки.
Перемещение кольца 14 влево (раскрытие роликов) происходит под действием пружин 17, когда р01лик 50 попадает на резко спадающий участок профиля кулака 31. Ролик 50 вращается на оси, закрепленной на штоке 49, телескопически соединенном с двуплечим рычагом 48.
Перед раскрытием роликов кулак 32 начинает поворачивать рычаг 52 по часовой стрелке относительно неподвижной опоры, при этом его плечо, заканчивающееся прямым пазом, начинает задвигать шток 49 в телескопическую направляющую рычага 48. Таким (образом, скорость прохождения роликом 50 участка спада иа кулаке 31 складывается из окружной ско.ростн кулака и скорости сокращения дичины телескопического плеча рычага 48, что позволяет произвести ускоренное перемещение кольца 14 переключения механизма раскрытия изкатИых роликов. Подключение в момент раскрытия тормозного механизма 66 ускоряет процесс раскрытия в результате гашения тормозным механизмом кинетичетой энергии корпуса 13 и вращающихся в с ним деталей.
После раскрытия накатных роликов левой резьбонакатной голорки толкатель 33 начинает двигаться вправо, заготовка зажимается между торцами толкателя 33 и нажимной втулки 44 и передвигается в правую головку. Одновременно перемещается вправо оправка 36 н происходит закрытие (сближение) накатных роликов правой головки. После начала накатывания правой резьбы толкатель 33 отходит в исходное положение. Оправка 36 во время накатывания неподвижна.
По окончании накатывания правой резьбы и раскрытия накатных роликов правой головки нажимная втулка 44 под действием пружины 45 сдвигает накатанную заготовку по оправке 36 и прижимает ее к переднему торцу толкателя 33, затей происходит быстрый отвод оправки и нажимной втулки в исходное положение пневмоцилиндром 43. Готовая деталь падает в приемный лоток.
Если при подаче внутрь заготовки оправка 36 в заготовку не вошла, что может произойти, если выступы на оправке попадают на шлицы заготовки, то конечный выключатель 47, разрешающий дальнейшую работу станка, не срабатывает и на определенном этапе цикла (перед отводом ползушки 54)происходит останов кулачковых валов вследств1ге отключения муфты 24 и включения тормоза 25, установленных иа промежуточном валу 23. Затем производится отвод оправки вправо и повторное ее заведение внутрь заготовки. Эти движения оправка 36 получает от пневмоцилиндра 43.
Отвод и заведение оправки повторяются до тех пор, пока -она не войдет в заготовку 69. Тогда сработает конечный выключатель 47, приводя в действие кулачковые валы 26 и 28 (электромагиятную муфту 24); для дальнейшей работы по циклу.
Описанное исполнение станка позволяет полностью автоматизировать процесс двусторонней накатки резьб и повысить его производительность.
Формула изобретения
i. Станок для какатыванйя резьб, содержащий привод, две установленные в станине резьбонакатные головки, состоящие из корпусов и размещениых в иих резьбонакатных. роликов, и механизм для зажима заготовки, огличающийся teM, что, с целью автоматизации процесса накатывания и увеличения производительности станка, он снабжен кулачковым распределительным валом, связанным с приводом станка и с резьбонакатными головками, и связанными с распределительным валом механизмами раскрытия роликов и тормоз
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Устройство для накатывания резьб | 1976 |
|
SU609584A1 |
| Резьбонакатной автомат | 1981 |
|
SU963651A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Автомат для накатки кольцевых профилей | 1976 |
|
SU656721A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1982 |
|
SU1074641A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| Устройство для накатывания резьбы | 1982 |
|
SU1031606A1 |
