1
Известны устройства для упругоследящей заточки инструмента с использованием свободного подпружинивания.
Предложенное у|ст1рой|ство Обеспечивает автоматическую равномерную упругоследящую заточку по передней грани изношенного зуба шпинделя хлопкоуборочной машины, а также может быть применено для заточки по передней грани аналогичных изделий в машиностроении, например для заточки фасонных инструментов.
С этой целью устройство снабжено подпружиненным калибром, осуш,ествляюш,им после делительного поворота на 90° доворот шпинделя до заданного -положения, обеспечивающего сохранение постоянного переднего угла при заточке.
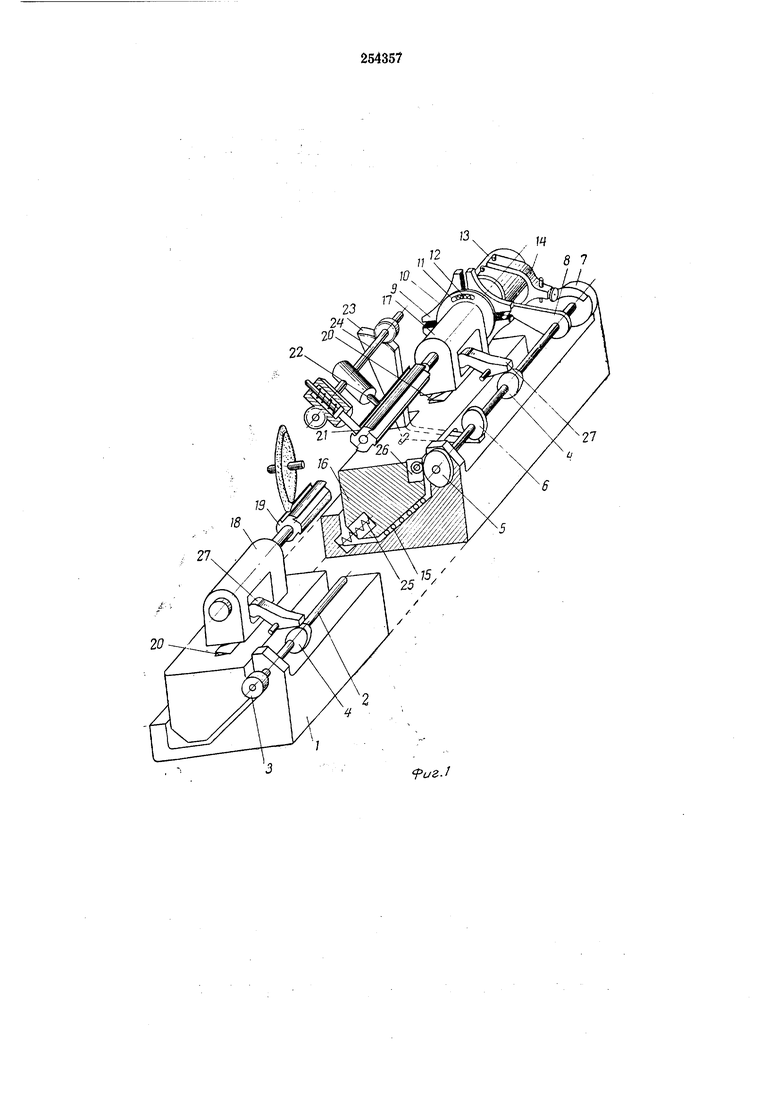
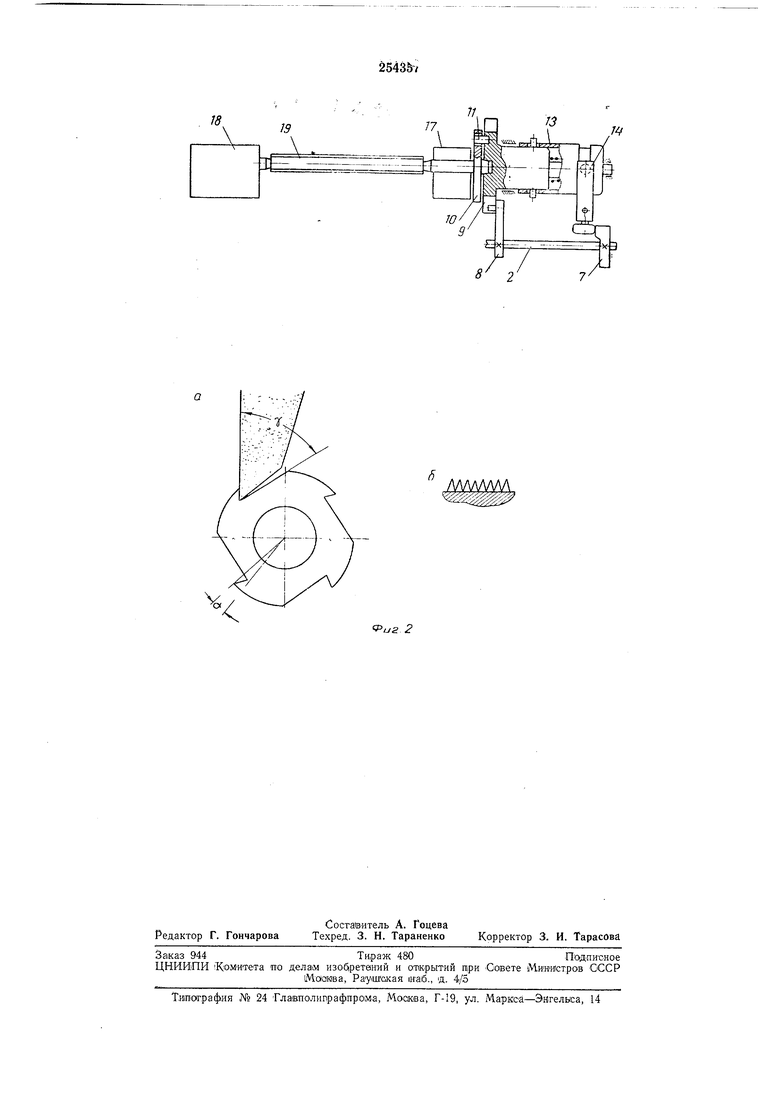
Па фиг. 1 изображено устройство в аксонометрической проекции с условным разрезом в плоскости, перпендикулярной продольной оси; на фиг. 2 - разрез по механизму индексации и зажима детали-шпинделя.
На основании 1 смонтирован кулачковый вал 2 с муфтой 3, кулачками 4 для отвода бабок в исходное положение, кулачками 5 для отвода каретки, кулачками 6 для управления механизмом доворота, кулачками 7 для освобождения и зажима механизма поворота и цевкой 8 мальтийского креста 9.
мальтийский крест 9, поворотный диск 10, упор 11, /2, зал :имной стакан 13 и рычаг 14 управления. На направляюших качения 15 устанавливается подвижная плита 16, которая несет на себе переднюю 17 и заднюю 18 бабки для установки обрабатываемой детали-шпинделя 19. С подвил ной плитой бабки соединены при помощи упругих элементов 20. Механизм доворота для увеличения точности индексации расположен на подвижной плите и состоит из доворачивающего калибра 21, предварительного упора 22, секторной передачи 23 и вала 24. Подвижная плита имеет упругий элемент 25 и упор 26.
Устройство устанавливается на столе заточного станка (специального или модернизированного серийно 1вьшус1каемого) и работает следующим образом.
В исходном положении, когда подвих ная плита 16 находится в крайнем левом положении (отведенная кулачком 5 через упор 26, бабки 17 и 18 под действием кулачков 4 и рычагов 27 удерлсиваются в крайнем нилснем пололсении и зажимной стакан 13 отведен рычагом 14 и кулачком 7 от мальтийского креста, в центре - устанавливается и зажимается деталь-шпиндель с предварительной ориентацией по одному из долов.
через упор 11 и 12 поворачивает диск 10, связанный с центром передней бабки, и осуществляет поворот детали-шпинделя до того момента, пока последний не упрется в выдвинутый предварительный упор 22, приводимый в действие кулачком 6 через секторную передачу 23 и вал 24. Предварительный упор удерживает деталь-шпипдель от дальнейшего поворота вместе с малтийским крестом, последний же совершает поворот, ежимая -пружину /2.
Одновременно от вала 24 получает движение калибр 21, который, упираясь своим плоским концом 3 дол детали-шпинделя, производит доворот последнего до требуемого положения, т. е. когда плоскость дола окажется цараллельной плоскости направляюш,их плиты 16.
При касании калибром плоскости дола предварительный упор 22 отходит, а калнбр удерживает деталь-шпиндель в зафиксированном положении до тех пор, пока кулачок 7 не освободит зажим.ной стакан 13, пружина которого прижмет мальтийский крест к диску 10 и тем самым затормозит его.
Калибр 21 уходит в исходное положение, кулачки 4 отпускают бабки 17 А 18 vi их упругие направляющие вводят деталь-шпиндель в соприкосновение со шлифовальным кругом, кулачок 5 отходит от упора 26 и упругий элемент 25 через плиту 16 вводит переднюю грань детали-шпинделя в соприкосновение с рабочей поверхностью шлифовального круга. Это положение соответствует окончанию
оборота вала 2, отключаемого муфтой 3, после чего включается продольная подача стола станка.
Таким образом, имея два движения от упругих элементов 25 и 20, даталь-шпиндель ностоянно прижимается передней гранью к шлифовальному кругу, снимая заданный объем металла с обеспечением заданного переднего угла. Причем г выбранные два направления следящих движений (одно параллельное долу и второе, параллельное передней грани, т. е. в вертикальной плоскости), обеспечивает заточку передней грани по -всей длине дола.
Б конце хода продольной подачи стол, нажимая на конечник, останавливается и включает муфту 3. Происходит отвод детали-шпинделя (вместе с плитой 16) от шлифовального круга и ЦИКЛ деления на следующий дол с последующим включением подачи повторяется.
Предмет изобретения
Устройство для упругоследящей заточки по передней грани зуба деталей типа шпинделя хлопкоуборочной машины, на основании которого смонтированы подпружиненные передняя и задняя бабки, нодвнжная плита, делительный механизм с кулачковым валиком, отличающееся тем, что, с целью обеспечения постоянного переднего угла, устройство снабжено установленным на основании подпружиненным калибром, служащим для доворота шпинделя.
22
27.
21
fi/г./
/
19
8 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Автомат для заточки метчиков | 1970 |
|
SU362562A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU241994A1 |
| СТАНОК ДЛЯ ДОВОДКИ ФАСОК НА ПЕРЕДНЕЙ ПОВЕРХНОСТИ КРУГЛОЙ И МНОГОГРАННОЙ ПЛАСТИНКИ К РЕЖУЩЕМУ | 1972 |
|
SU351675A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Станок для шлифования канавок винтового режущего инструмента | 1981 |
|
SU1058493A3 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
ААЛААЛЛЛ
иг 2
