1
Изобретение относится к устройствам для непрерывного производства изделий типа плит, труб из вспенивающихся материалов и может быть использовано для нанесения теплоизоляции на различные изделия, например, в полимерном машиностроении.
Известно устройство для непрерывного изготовления слоистой полосы, состоящей из пенопластового заполнителя и склеенных с ним облицовочных лент, представляющее собой замкнут5ю полость, образованную лентами, в которую непрерывно впрыскивается заполнитель, вспенивающийся и отвердевающий в процессе перемещения полосы, что осуществляется с помощью подающего механизма
1 Наличие привода и механизма перемещения полосы усложняет конструкцию этого устройства.
Известно также устройство для непрерывного изготовления изделий из вспенивающихся материалов, содержащее основание, форму со щтуцером подачи исходных компонентов, расположенным в торцовой ее части, и крыщку, размещенную со стороны, противоположной щтуцеру подачи исходных компонентов
2.
Последнее из указанных устройств является наиболее близким по технической сущности к описываемому изобретению.
2
Недостаток известного устройства состоит в сложности его конструкции, обусловленной наличием штуцеров и системы подачи сжатого воздуха для перемещения изделия.
Цель изобретения - упрощение конструкции устройства. Достигается указанная цель благодаря тому, что устройство снабжено смонтированными на основании направляющими, на которых установлена с возможностью перемещения форма, а крышка л естко закреплена на основании. Данное выполнение устройства позволяет использовать энергию выделяющихся при вспенивании газов для перемещения формы.
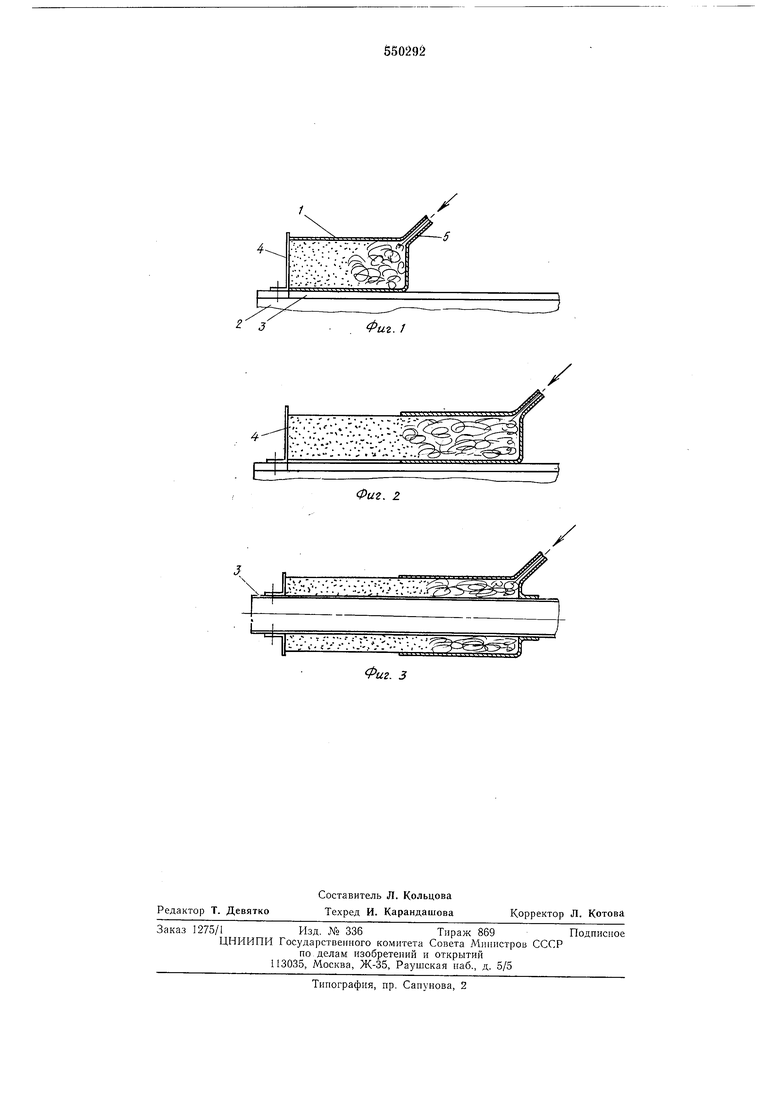
На фиг. 1 схематически представлено устройство для непрерывного изготовления изделий из вспенивающихся материалов в стадии начальиого образования изделий; на фиг. 2 схематически представлено устройство в процессе образования изделия; на фиг. 3 схематически представлен вариант использования устройства для непрерывного нанесения теплоизоляции на изделие. Устройство для непрерывного изготовления
изделий из вспенивающихся материалов содержит форму 1 и основание 2. Форма 1 установлена на смонтированные на основании 2 направляющие 3, на которых жестко закреплена крышка 4, закрывающая форму на стадни начального образования изделия и выполняющая роль упора при движении формы 1. Форма 1 имеет штуцер 5 для вспрыска компонентов, вспенивающихся при соединении. Форма 1 и направляющая 3 выполнены из антиадгезионного материала или покрыты антиадгезионной смазкой.
Устройство для непрерывного производства изделий из вспенивающихся материалов работает следующим образом.
В форму 1, установленную вплотную к крышке 4, вспрыскиваются через щтуцер 5 компоненты, вспенивающиеся при соединении и заполняющие полость формы 1.
По мере заполнения формы 1 и повыщения давления газов, выделяющихся при пенообразовании, форма 1 перемещается по направляющим 3 со скоростью, соответствующей вводу компонентов и интенсивности пенообразования, при этом образующееся изделие упирается в крышку 4.
Размеры формы и в частности длина рабочей зоны выбираются из условия применяемых компонентов, интенсивности пенообразования, температурного режима, скорости отвердевания вспенивающейся смеси и т. п. Описываемое устройство может работать в импульсном режиме, если подача компонентов будет происходить определенными порциями, тогда движение формы 1 будет также происходить в импульсном режиме.
В случае использования устройства для непрерывного нанесения теплоизоляции
(фиг. 3) на изделия типа труб, в качестве направляющей 3 используется поверхность изделия, на которое необходимо нанести теплоизоляцию, причем поверхность изделия в этом случае выполнена из материала, вступающего в адгезию со вспенивающимся материалом.
Данное изобретение позволяет упростить конструкцию устройства для непрерывного изготовления за счет исключения механизма перемещения и использования энергии выделяющихся при пенообразовании газов.
Формула изобретения
Устройство для непрерывного изготовления изделий из вспенивающихся материалов, содержащее основание, форму со штуцером подачи исходных компонентов, расположенным в торцовой ее части, и крыщку, размещенную
со стороны, противоположной щтуцеру подачи исходных компонентов, отличающееся тем, что, с целью упрощения конструкции устройства, оно снабжено смонтированными на основании направляющими, на которых установлена с возможностью перемещения форма, а крыщка жестко закреплена на основании.
Источники информации, принятые во внимание при экспертизе
1.Патент Англии № 1255854, кл. В 5N, опублик. 1967.
2.Патент ЧССР № 129669, кл. 39а 1/00, опублик. 1968.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из вспенивающихся материалов | 1983 |
|
SU1098817A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПОЛИМЕРНОЙ ТЕПЛОИЗОЛЯЦИИ НА ТРУБАХ | 2007 |
|
RU2374552C2 |
| Устройство для непрерывного изготовления изделий из вспенивающихся материалов | 1976 |
|
SU703354A2 |
| Устройство для промывки сеток и сукна формовочных машин | 1980 |
|
SU939208A1 |
| Устройство для нанесения теплоизоляции на трубопровод | 1980 |
|
SU985546A1 |
| Устройство для непрерывного формования изделий из пенопластов | 1978 |
|
SU753666A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Установка для изготовления строительныхиздЕлий | 1979 |
|
SU850378A1 |
| 213358322/23-26 | 1981 |
|
SU997753A1 |
| Способ разгрузки нежестких изделий | 1980 |
|
SU979085A1 |
--:-л--2Ш М1
.:-:5;:/.-v.-;:---;-;-;
Г r - .--.- .i.zcx
. J
