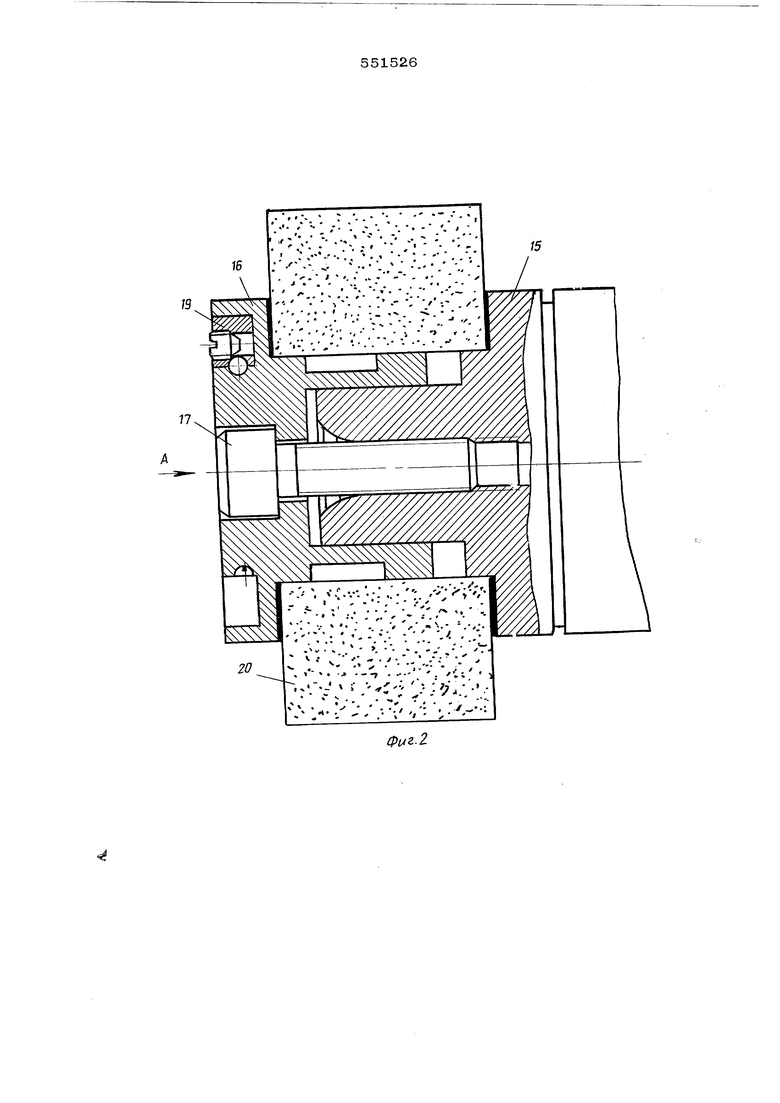
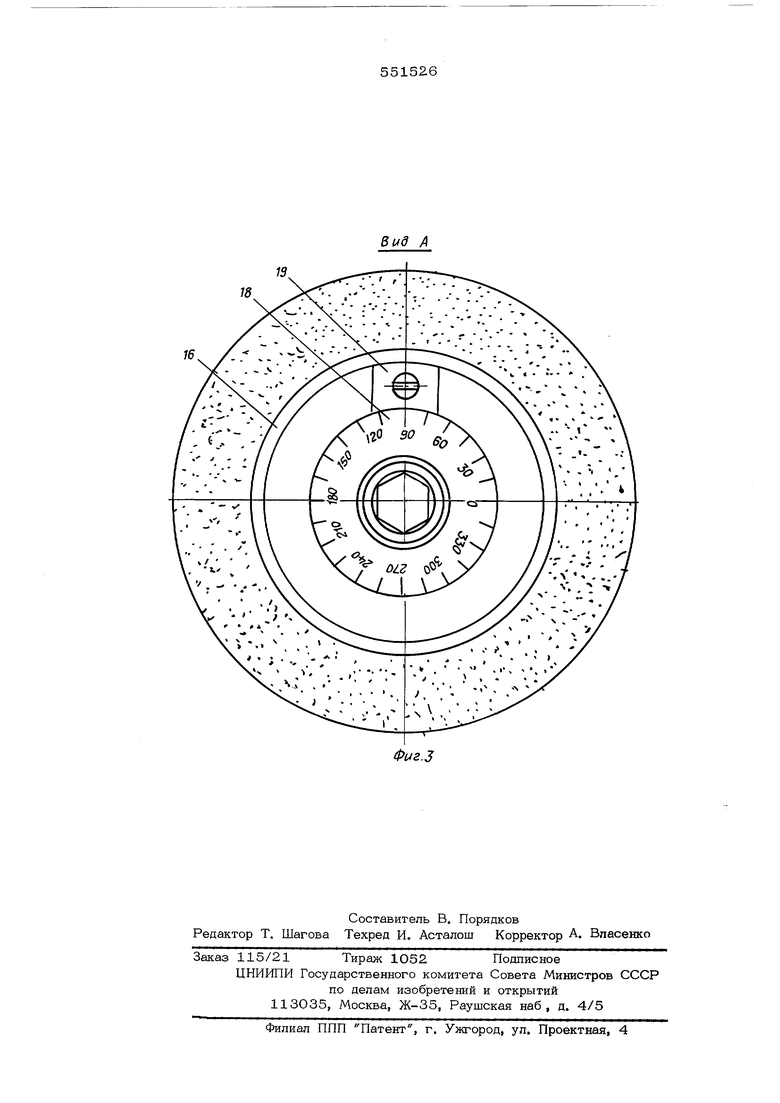
шлифовальным кругом в разрезе: на фиг. 3 дан вид по стрелке А на фиг. 2.
Устройство для статической балансировки шлифовальных кругов содержит круговой транспортир 1 с радиальным пазом 2 со
шкалой делений, в котором имеется зажимшарнир 3. Радиальный паз 2 проходит от центра транспортира до некоторой фиксированой точки. На оси зажима-шарнира 3 закреплена линейка 4 со шкалой делений, на конце которой поставлены знаки S и К . На оси 5 транспортира шарнирно закреплена диаметральная линейка б с симметричной шкалой делений на одном из концов которой поставлены знаки К и S . Линейки 4 и 6 имеют общий зажим-шарнир 7. На той же оси 5 транспортира шарнирно закреплены радиальные линейки 8 и 9 со шкалами делений, на которых имеются зажимы-шарниры 10 и 11, на осях которых закреплены линейки 12 и 13 со шкалами делений, имеющие общий зажим-шарнир 14.
Балансировка шлифовального круга производится Следующим образом.
На шлифовальном шпинделе 15устанавпи- вается планшайба 16, которая закрепляется винтом 17. На планшайбе 16 нанесены угловые деления 18;как на круговом транспортире, одно из делений, например 90°, принимается за фиксированную точку, в которую устанавливается груз 19. Шлифовальному шпинделю 15 сообщается вращение, при котсром производится виброизмерительным прибором измерение колебаний шлифовального шпинделя 15 или шлифовальной бабки (на фигуре не показана). Предположим, что виброизмерительный прибор показал уровень колебаний, равный, например, пяти делениям шкалы ( - уровень колебаний от груза определяющая вектор). Таким образом выпол- няется тарировка системы ( шлифовальный шпиндель - станок).
Затем останавливают шпиндель 15, снимают груз 19, снимают планшайбу 16, ставя т шлифовальный круг 2О на планшайбу 16 и крепят винтом 17. После этого сообшают вращение шлифовальному шпинделю 15 и измеряют его уровень колебаний. Предположим виброизмерительный прибор показал уровень колеба1тай, равный, например, семи делениям шкалы ( - уровень колебаний от шлифо.Бального круга - модуль вектора шлифовального круга).
После этого останавливают шлифовальный шпиндель 15 и в ту же фиксированную точку не снимая шлифовального круга 20, устанавливают тот же груз 19 и сообщают вращение шлифовальному шпинделю 15. При этом, предположим, виброизмерительный прибор показал уровень колебаний равный, например, трем
делениям шкалы - суммарный уровень колебаний от груза и шлифовального кругамодуль суммарного вектора).
После этого на устройстве зажимают шарниры 3, 10, 11и14й ставят их на деление 5 ( ) соответственно на линейках 8 9, 12, 13 в радиальном пазу 2, Зажим-шарнир 7 на линейке 4 устанавливают на деление 3 (), а на линейке 6 - на деление 7 (GJ,- 7),
После этого зажим-шарнир 14 устанавливают на деление 7 симметричной части линейки 6. Положения зажимов - шарниров 10 (в данном случае 295°) и 11 (200°) указывают на угловое положение уравновешивающих грузов относительно фиксированной точки (90 - на планшайбе 16).
При этом груз 19 в фиксированной точке (90 ) снимают и его используют как уравновешивающий.
Возможно другое решение этой задачи. Зажим-шарнир 3, так же как и в первом случае, установливают на деление 5 () в радиальном пазу 2, а зажим-шарнир 7 на линейке 4 установливают на деление 7 (Q, 7) и на линейке 6 -наделение 3 (Q 3).
к2
Установив зажим шарнир 14 на деление 3 симметричной части линейки 6, по положению зажимов-шарниров 10 и 11 определяют угловое положение урановешиваюших грузов относительно фиксированной точки, но в этом случае снимать груз в фиксированной точке нельзя. Для балансировки шлифовального круга требуется не два, а три груза равного и постоянного веса. После установки уравновешивающих грузов производят проверочный пуск шлифовального шпинделя, и по показаниям виброизмерительного прибора судят о сбалансированности шлифовального круга. Если оказывается, что шлифоваль 1Й круг не сбалансирован, то зажим-шарнир 7, при том же его положении на линейках 4 и 6, переустанавливают в другую четверть (90-180 ) транспортира 1, Уравновешивающие грузы переустанавливают в новое положение, соответствующее иному положению зажимов-шарниров 10 и 11,
Таким образом, радиальный паз 2 с линейками 4 и 6 образует векторный треугольник, по положению зажима-шарнира 7 которого определяют величину и положение дисбаланса шлифовального круга. Линейки 8, 9, 12, 13 образуютсветообразный ромбический пантограф со стороной(плечом), равной определяющему вектору. При совмещении зажима- парнина 14 с точкой, симметричной зажиму-шарниру 7, на продолжении линейки 6 по положению зажимов-шарниров Ю и 11 55152 5 определяют угловое положение уравновешивающих грузов равного и постоянного веса. Данное устройство позволяет без графических построений и расчетов решить векторную задачу балансировки шлифовального круга непосредственно на станке грузами равного и постоянного веса при минимальны затратах времени. Формула изобретения Устройство для статической балансировки шлифовальных кругов, содержащее круговой транспортир с пазом, четыре линейки, шарнир, соединяюший их между собой и пере устанавливаемые на линейках зажимы - шар ниры, один из которых связывает линейку с пазом, отличающееся тем, чт 4
Фиг.1 с целью упрощения технологии и ускорения процесса балансировки грузами равного и постоянного веса, паз в транспортире выполнен радиальным, вторая линейка - диаметральной и связана с первой посредством зажима - шарнира, и две другие - радиальными; последние три линейки имеют обший шарнир, расположенный в центре кругового транспортира, а устройство снабжено двумя дополнительными линейками и зажимами - шарнирами, соединяющими их с радиальными линейками, между собой и с диаметральной линейкой. Источники информации, принятые во внимание при экспертизе: 1.Патент США № 3272015, кл. 73-470, 2.Авторское с видетельство СССР К 72951, М. Кл. Q О1 М 1/08, 1941. 7
;v. -:v:;;-:;v . .. . ,. - л . -. , -.-. . , ..- ..
.. . J ,
,.. . .-. . ; . :. .« ..-. .--.- - .. - X - - - , / ---, -:, .C;
:УЛ-Г- : 0 Ч- - ::/г/у:Ч:у:г
.2
13
J8
16
Вид А
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для статической балан-СиРОВКи шлифОВАльНыХ КРугОВ | 1979 |
|
SU849021A1 |
| Устройство для балансировки шлифовальных кругов | 1981 |
|
SU996879A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2050249C1 |
| Дискретный инструмент для совмещенного шлифования | 2017 |
|
RU2664997C1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Способ статической балансировки шлифовального круга | 1986 |
|
SU1357735A1 |
| ШЛИФОВАЛЬНАЯ БАБКА11 | 1964 |
|
SU163921A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2094215C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2087295C1 |