(54) УСТРОЙСТВО ДЛЯ СТАТИЧЕСКОЙ БАЛАНСИРОВКИ ШЛИФОВАЛЬНЫХ КРУГОВ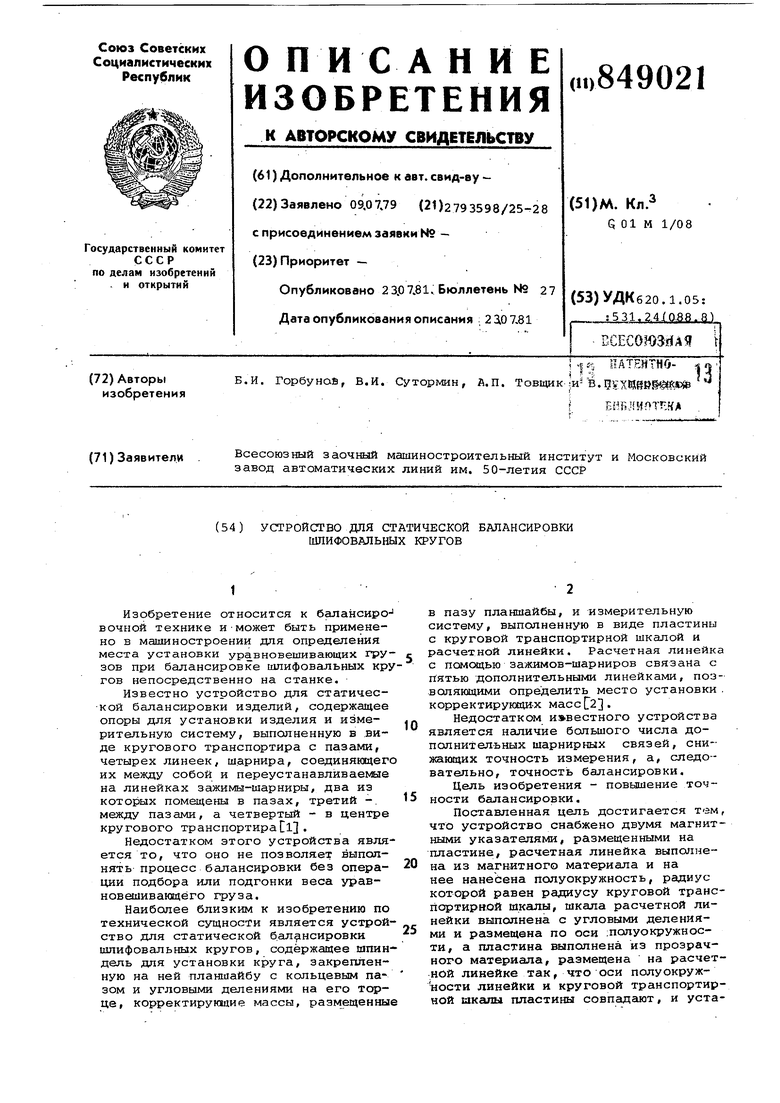
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для статической балансировки шлифовальных кругов | 1975 |
|
SU551526A1 |
| Балансирующее устройство | 1987 |
|
SU1744545A1 |
| Способ статической балансировки шлифовального круга | 1986 |
|
SU1357735A1 |
| Устройство для статической балансировки деталей | 1987 |
|
SU1420416A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Устройство для балансировки шлифовальных кругов | 1981 |
|
SU996879A1 |
| Способ балансировки роторов иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU800754A1 |
| Устройство для определения величины корректирующих масс | 1984 |
|
SU1226085A1 |
| СПОСОБ СТАТИЧЕСКОЙ БАЛАНСИРОВКИ РАБОЧЕГО КОЛЕСА ГИДРАВЛИЧЕСКОЙ ТУРБИНЫ | 2011 |
|
RU2460052C1 |
| Дискретный инструмент для совмещенного шлифования | 2017 |
|
RU2664997C1 |
Изобретение относится к балансировочной технике и-может быть применено в машиностроении для определения места установки уравновешивающих грузов при балансировке шлифовальных кру гов непосредственно на станке. Известно устройство для статической балансировки изделий, содержащее опоры для установки изделия и измерительную систему, выполненную в виде кругового транспортира с пазами, четырех линеек, шарнира, соединягацего их между собой и переустанавливаемые на линейках зажимы-шарниры, два из которых помещены в пазах, третий -. между пазами, а четвертый - в центре кругового транспортираCl. Недостатком этого устройства является то, что оно не позволяет выполнять процесс балансировки без операции подбора или подгонки веса уравновешивающего груза. Наиболее близким к изобретению по технической сущносГи является устройство для статической балансировки шлифовальных кругов, содержащее шпиндель для установки круга, закрепленную на ней планшайбу с кольцевым пазом и угловыми делениями на его торце, корректирующие массы, размещенны в пазу планшайбы, и измерительную систему, выполненную в виде пластины с круговой транспортирной шкалой и расчетной линейки. Расчетная линейка с помощью зажимов-шарниров связана с пятью дополнительными линейками, позволяквдими определить место установки . корректирующи-х массС2. недостатком и вестного устройства является наличие большого числа дополнительных шарнирных связей, снижающих точность измерения, а, следовательно, точность балансировки. Цель изобретения - повышение точности балансировки. Поставленная цель достигается тем, что устройство снабжено двумя магнитными указателями, размещенными на пластине, расчетная линейка выполнена из магнитного материала и на нее нанеЬена полуокружность, радиус которой равен радиусу круговой транспортирной шкалы, шкала расчетной линейки выполнена с угловыми делениями и размещена по оси :полуокружности, а пластина выполнена из прозрачного материала, размещена на расчетной линейке так, что оси полуокружности линейки и круговой транспортирной шкалы пластины совпадают, и установлена с возможностью перемещения вдоль оси полуокружности расчетной линейки.
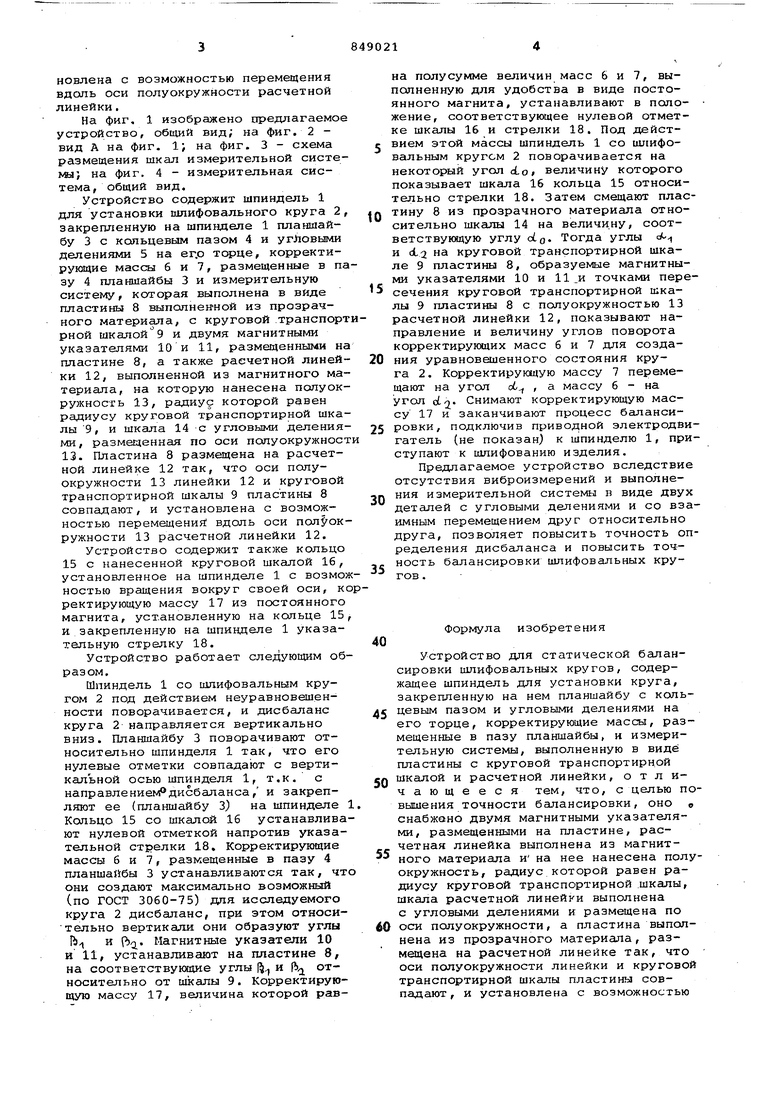
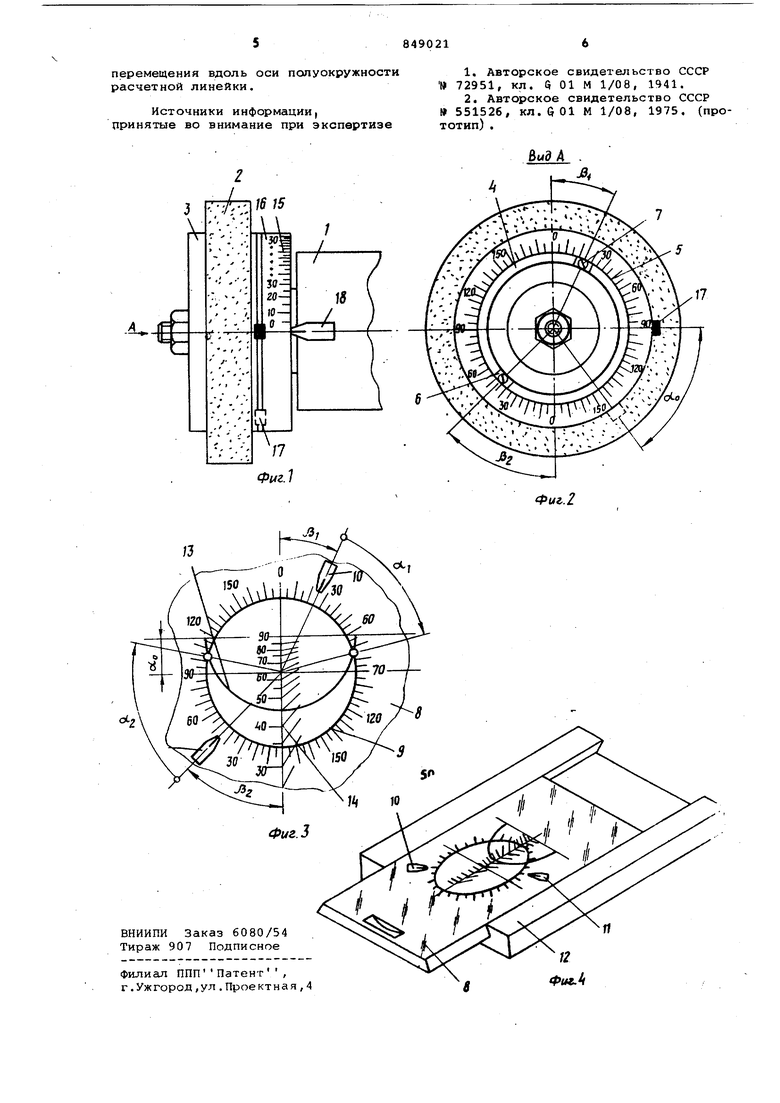
На фиг, 1 изображено предлагаемое устройство, общий вид; на фиг, 2 вид А на фиг. 1; на фиг. 3 - схема размещения шкал измерительной систекы; на фиг. 4 - измерительная система, общий вид.
Устройство содержит шпиндель 1 для установки шлифовального круга 2, закрепленную на шпинделе 1 планшайбу 3 с кольцевым пазом 4 и угловыми делениями 5 на егр торце, корректирующие массы б и 7, размещенные в пазу 4 планшайбы 3 и измерительную систему, которая выполнена в виде пластины 8 выпапненной из прозрачного материала, с круговой транспортрной шкалой 9 и двумя магнитными указателями 10 и 11, размещенными на пластине 8, а также расчетной линейки 12, выполненной из магнитного материала, на которую нанесена полуокружность 13, радиус которой равен радиусу круговой транспортирной шкалы 9, и шкала 14 с угловыми делениями, размещенная по оси полуокружност 13. Пластина 8 размещена на расчетной линейке 12 так, что оси полуокружности 13 линейки 12 и круговой транспортирной шкалы 9 пластины 8 совпадают, и установлена с возможностью перемещения вдоль оси пол окружности 13 расчетной линейки 12,
Устройство содержит также кольцо 15 с нанесенной круговой шкгшой 16, установленное на шпинделе 1 с возможностью вращения вокруг своей оси, коректирующую массу 17 из постоянного магнита, установленную на кольце 15, и закрепленную на шпинделе 1 указательную стрелку 18,
Устройство работает следующим образом.
Шпиндель 1 со шлифовальным кругом 2 под действием неуравновешенности поворачивается, и дисбаланс круга 2 направляется вертикально вниз. Планшайбу 3 поворачивают относительно шпинделя 1 так, что его нулевые отметки совпадают с вертикальной осью шпинделя 1, т,к. с направлением дисбаланса, и закрепляют ее (планшайбу 3) на шпинделе 1 Кольцо 15 со шкалой 16 устанавливают нулевой отметкой напротив указательной стрелки 18. Корректирующие массы б и 7, размещенные в пазу 4 планшайбы 3 устанавливаются так, что они создают максимально возможный (по ГОСТ 3060-75) для исследуемого круга 2 дисбаланс, при этом относительно вертикали они образуют углы ft и (bq. Магнитные указатели 10 и 11, устанавливают на пластине 8, на соответствующие углы | и fb, относительно от шкалы 9, Корректирующую массу 17, величина которой равна полусумме величин масс 6 и 7, выполненную для удобства в виде постоянного магнита, устанавливают в положение, соответствующее нулевой отметке шкалы 16 и стрелки 18. Под дейстJ вием этой массы шпиндель 1 со шлифовальным кругом 2 поворачивается на некоторый угол cLo величину которого показывает шкала 16 кольца 15 относительно стрелки 18. Затем смещают пласQ тину 8 из прозрачного материала относительно шкалы 14 на величину, соответствующую углу oig. Тогда углы АЗ на круговой транспортирной шкале 9 пластины 8, образуемые магнитными указателями 10 и точками пересечения круговой транспортирной шкалы 9 пластины 8 с полуокружностью 13 расчетной линейки 12, показывают направление и величину углов поворота корректирующих масс 6 и 7 для создания уравновешенного состояния круга 2, Корректирующую массу 7 перемещают на угол о6 , а массу 6 - на угол Снимают корректирующую массу 17 и заканчивают процесс баланси5 РОБКИ, подключив приводной электродвигатель (не показан) к шпинделю 1, приступают к шлифованию изделия.
Предлагаемое устройство вследствие отсутствия виброизмерений и выполнеQ ния измерительной системы н виде двух деталей с угловыми делениями и со взаимным перемещением друг относительно друга, позволяет повысить точность определения дисбаланса и повысить точность балансировки шлифовальных кругов.
Формула изобретения
Устройство для статической балансировки шлифовальных кругов, содержащее шпиндель для установки круга, закрепленную на нем планшайбу с коль5 цевым пазом и угловыми делениями на его торце, корректирующие массы, размещенные в пазу планшайбы, и измерительную системы, выполненную в виде пластины с круговой транспортирной
л шкалой и расчетной линейки, о т л ичающееся тем, что, с целью повышения точности балансировки, оно о снабжено двумя магнитными указателями, размещенными на пластине, расчетная линейка выполнена из магнитного материала и на нее нанесена полуокружность, радиус которой равен радиусу круговой транспортирной шкалы, шкала расчетной линейки выполнена с угловыми делениями и размещена по
0 оси полуокружности, а пластина выполнена из прозрачного материала, размещена на расчетной линейке так, что оси полуокружности линейки и круговой транспортирнрй шкалы пластины совпадают, и установлена с возможностью
