Изобретение предназначено для изготовления обуви с многослойной подошвой, например, из в пресс-форме. Известно устройство для изготовле1шя обуви, содержащее пресс-форму с матрицей и нижним подвижным в ней формующим, след пуансоном, привод возвратно-поступательного перемещения пуансона в матрице и смонтированную над матрицей на поворотной головке взаимодействующую с ней колодку 1 . В известном устройстве отсутствуют средства формования промежуточного подоитенного слоя, соединяющего заготовку-голенище - с наружным подощвенным слоем по поверхности, противолежащей поверхности следа, поэтому это устройство не обеспечивает изготовления обуви с многослойной подошвой. С целью изготовлеьшя обуви с многослойной подощвой, предлагаемое устройство снабжено встречным пуансоном, установленным на поворотной головке. Встречный пуансон снабжен уплотнением, установленным по его периметру и взаимодействующим с матрицей. Во встречном пуансоне вьшолнены выпорные каналы. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2-5 то же, продольные разрезы. Устрюйство для изготовления обуви содержит пресс-форму с матрицей 1, в которой подвижно установлен нижний, формующий след пуансон 2, связанньш с приводом его возвратно-поступательного вертикального перемещеш1Я, и поворотную головку 3 с колодкой 4 и встречнымпуансо1юм 5, которые смонтированы над пресс-формой и подвижш 1 относительно нее. В матрице 1 вьшолнены литниковые каналыаиб для впрыска формуемого материала, на наружных концах этих каналов имеются подвижные заслонки 6 для их перекрытия. На формующем след пуапсоне 2 вьшолнено поднутрение в по его периметру для удержания заготовки. На встречном пуансоне 5 установлено по его периметру уплотнение 7 и вьтолнены выпорные каналы г. Устройство работает следующим образом. Встречный пуансон 5 устанавливается в матрице 1 1астью боковой поверхности на уровне литникового канала б к образует формующую полость с формующим след пуансоном 2, сообщающуюся с
устройством подачи материала через литниковьгй канал л i
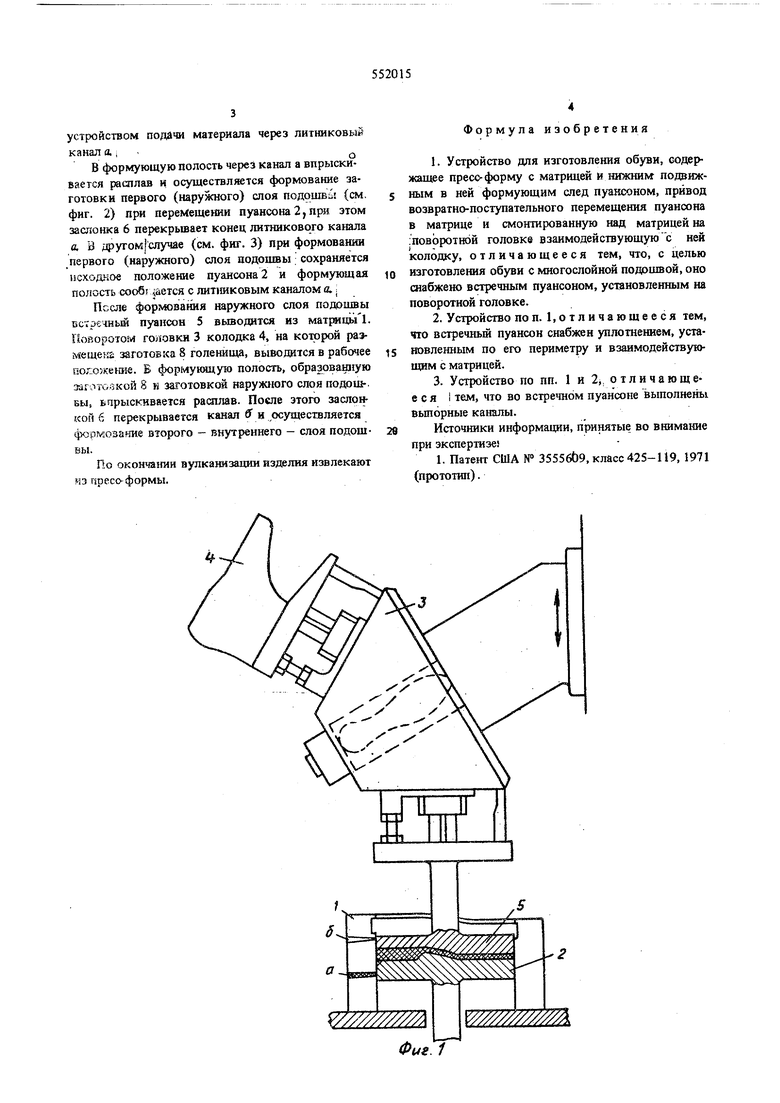
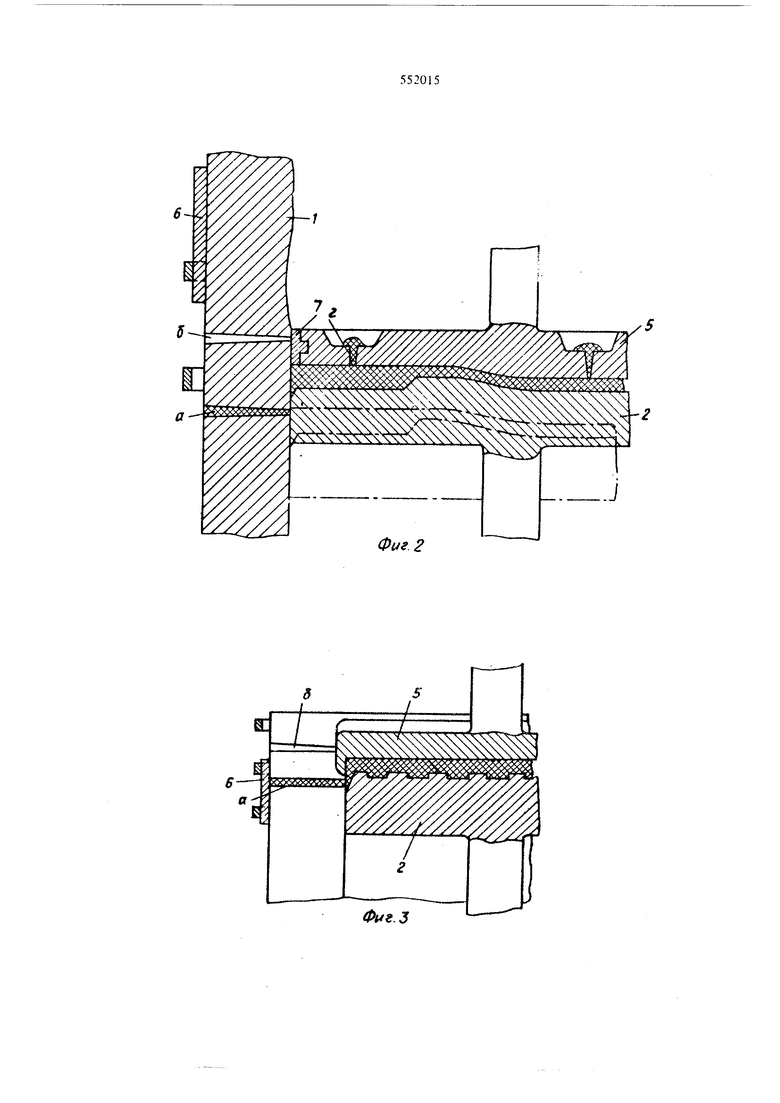
В формующую полость через канал а впрыскивается расплав и осуществляется формование заготовки первого (наружного) слоя подошвь (см, фиг. 2) при переМеще ши пуансона 2, при этом 6 перекрьшает конец литникового канала о, В другом|случае (см, фиг. 3) при формовании первого (наружного) слоя подошвы сохраняется исходное положение пуансона 2 и формующая nojiccTb сообг дается с литниковым каналом о.;
После формования наружного слоя подощвы встречный пуансон 5 выводится из матрицы1. Поворотом головки 3 колодка 4, иа которой размещек заготовка 8 голенища, выводится в рабочее по южение. Б формуницую полость, образованную заготовкой 8 и заготовкой наруж 1ого слоя подош-, БЫ, ьярыскивается расплав. После этого заслонкой 6 перекрывается канал S и ,осуществляется фсрмоза ше второго - внутреннего - слоя подошвы.
По оконча гаи вулканизации изделия извлекают из пресс-формы.
Формула изобретения
1.Устройство для изготовления обуви, содержащее пресс-форму с матрицей и нижним подвижным в ней формующим спец пуансоном, привод возвратно-поступательного перемещения пуансона в матрице и смонтированную над матрицей на поворотной головке взаимодействующую с ней колодку, отличающееся тем, что, с целью изготовления обуви с многослойной подошвой, оно снабжено встречным пуансоном, установленным на поворотной головке.
2.Устройство по п. 1,отличающееся тем, что встречный пуаисон снабжен уплотнением, установленным по его периметру и взаимодействующим с матрицей.
3.Устройство по пп. 1 и 2j, о тл ичающее с я 1 тем, что во встрешом пуансоне выполнены выпориые каналы.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 35556t)9, класс 425-119, 1971 (прототип).
Фи.
Фиг. 2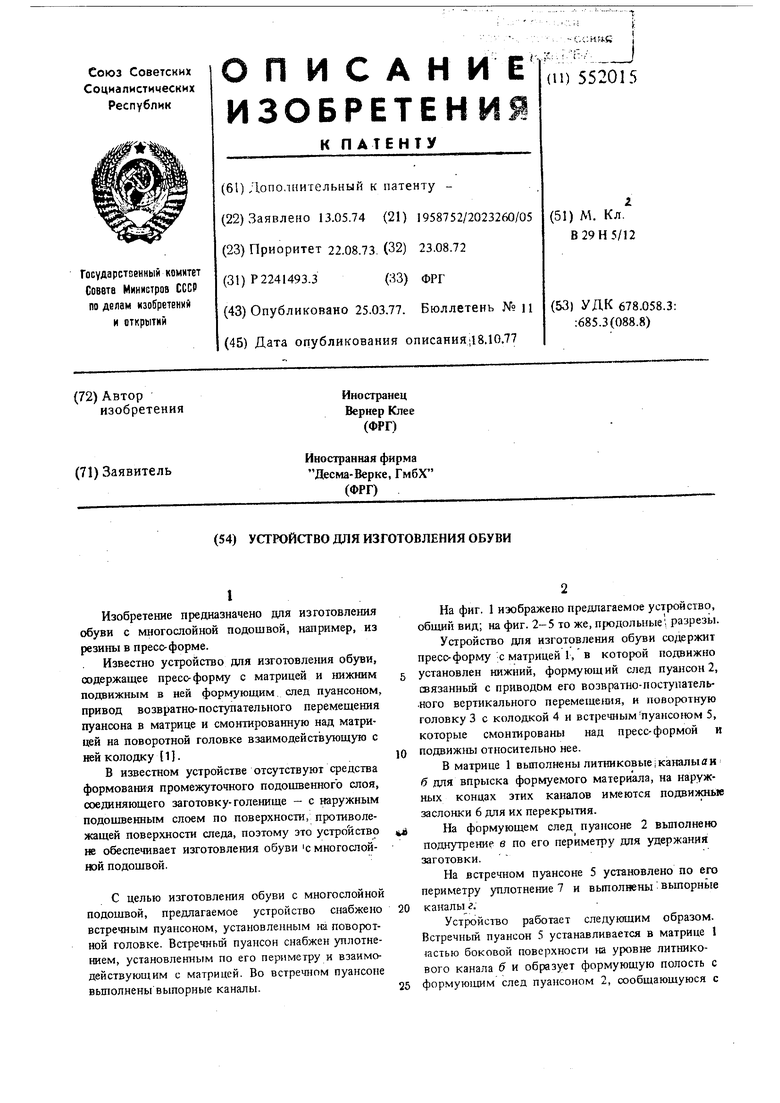
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сапог методом литья под давлением из термопластичного материала | 1987 |
|
SU1494856A3 |
| Пресс форма для формования и вулканизации резинового низа на обуви методом внутреннего давления | 1958 |
|
SU114918A1 |
| ОБУВЬ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2750365C2 |
| Полуавтомат для формования и сборки обуви с ранто-клеевым креплением низа обуви | 1960 |
|
SU151225A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Устройство для изготовления многослойных обувных, в том числе соединенных заодно с верхом обуви подошв из вязких, предпочтительно пластических материалов | 1985 |
|
SU1440475A1 |
| Установка для изготовления низа обуви | 1983 |
|
SU1073126A1 |
| Пресс для закрепления влагозащитного бортика на валяной обуви | 1985 |
|
SU1306564A2 |
| Способ изготовления обуви и колодка для изготовления узла низа обуви | 1985 |
|
SU1431723A1 |
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |

8
Фиг.
