1
Изобретение относится к области переработки пластмасс в изделия и может быть использовано для литья толстостенных изделий, например зуочатых колес.
Известна форма для литья толстостенных изделий из пластмасс, содержащая плиты с формооо)азуюш,ен полостью и компенсатором.
педостаток известной формы заключается в том, 410 при охлаждении отливки ооразовавшиися слои затвердевшего материала препятствует передаче усилия от уплотняющего поршня к центральной части отливки, из-за чего Б изготавливаемом изделии появляются усадочные раковины.
Лаиоолее олизким техническим решением к описываемому является форма для литья толстостенных издeJlaп из пластмасс, содержащая плиты с формообразующей полостью и с подпружиненным компрессором.
Недостаток известной формы состоит в том, что она не обеспечивает получения изделия высокого качества.
Цель изобретения - повышение качества изделия.
Поставленная цель достигается тем, что подпружиненный компенсатор выполнен из отдельных элементов, установленных с возможностью перемещения относительно друг Друга.
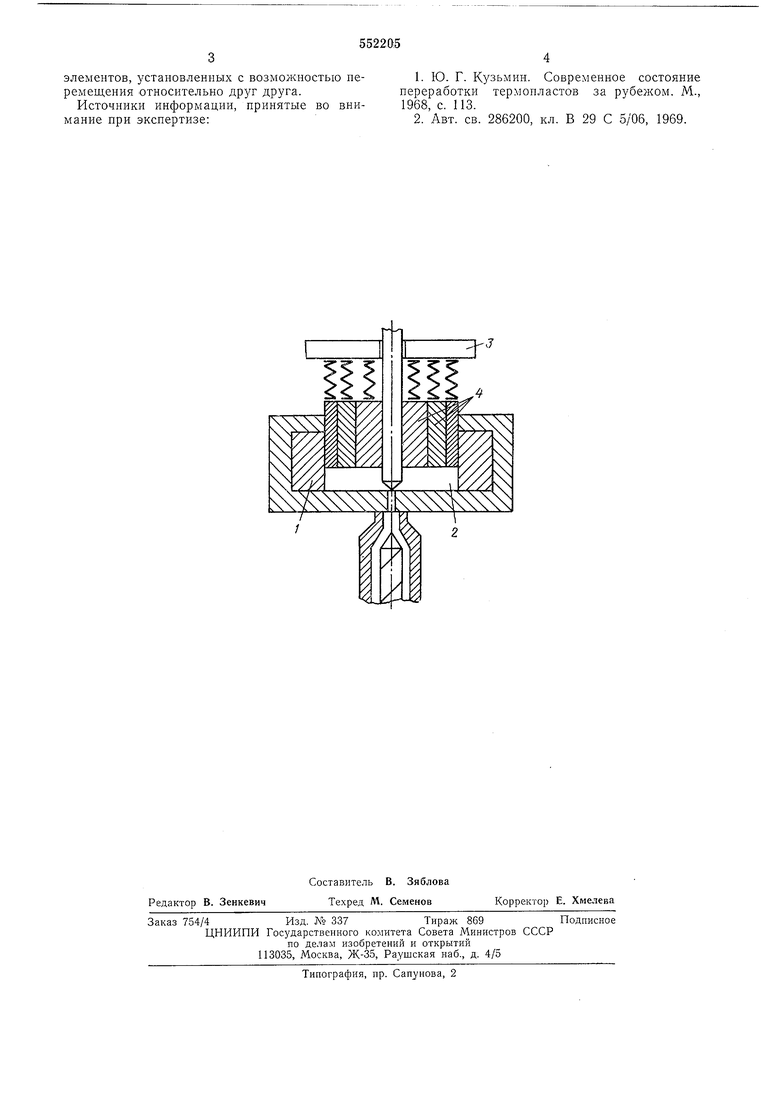
На чертеже изображена предлагаемая форма.
Форма содержит плиту 1 с формообразующей полостью 2, плиту b с подпружипеииыми компенсаторами 4.
Раоотает форма следующим образом.
ilo мере охлаждения отливки ооразовавшиися слой затвердевшей пластмассы препятствует передаче усилия на расплав только от тех уплотняющих элементов, которые расположены в месте образовавшегося слоя затвердевшей пластмассы. Остальные уплотняющие элементы продолжают воздействовать на расплав и этим самым поддерживают в расплаве постоянное уплотняющее давление до затвердевания материала отливки по всему объему.
Предлагаемая форма позволяет получать толстостенные изделия без усадочных ракоВИИ, повышенной точности и с улучшенными физико-мехаиическими свойствами.
Формула изобретения
Форма для литья толстостенных изделий из пластмасс, содержащая плиты с формообразующей полостью и с подпружиненпым компенсатором, отличающаяся тем, что, с целью повышения качества изделия, подпружиненный компенсатор выполнен из отдельных
элементов, установленных с возможностью неремещения относительно друг друга.
Источники информации, принятые во внимание при экспертизе:
1.Ю. Г. Кузьмин. Современное состояние переработки термопластов за рубежом. М., 1968, с. ИЗ.
2.Авт. св. 286200, кл. В 29 С 5/06, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2014 |
|
RU2556921C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК И ПОЛИМЕРОВ | 2014 |
|
RU2577280C2 |
| Устройство для литья под давлением изделий из полимеров | 1978 |
|
SU729069A1 |
| ЛИТЬЯ ТОЛСТОСТЕННЫХ ИЗДЕЛИЙ | 1970 |
|
SU286200A1 |
| Литьевая машина для изготовления изделий из полимерных материалов | 1979 |
|
SU870169A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2582713C2 |
| ФОРМА ДЛЯ ЛИТЬЯ ИЗ ТЕРМОПЛАСТОВ ПОЛЫХ ТОЛСТОСТЕННЫХ ИЗДЕЛИЙ | 1972 |
|
SU428950A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2004 |
|
RU2259257C1 |
| Литейная форма | 1980 |
|
SU999340A1 |
J
