2. Форма по п.1, отличающ а я с я тем, что полое тело выполнено с жесткими стенками и открытым в сторону нижней поверхности формы.
3.Форма по п.2, отличающая с я тем, что канал трубки
со стороны полого тела снабжен газо проницаемой перегородкой.
4.Форма по пп.2иЗ, отличающаяся тем, что стенки полого тела выполнены одно- или мно гослойными.
5.Форма по п.4, отличающаяся тем, что по крайней мере один слой стенки полого тела выполнен из материала, сохраняющего свок; форму в расплаве.
99340
6.Форма по пп.4и5, отличающаяся тем, что один из слоев полого тела выполнен из огнеупорного материала.
7.Форма по пп.4 и 5, отличающаяся тем, что один из слоев стенки полого тела выполнен из теплоизоляционного материала.
8.Форма попп.4и5, отличающаяся тем, что один из слоев стенки полого тела выполнен из экзотермической смеси.
9.Форма по п.1, отличающая с я тем, что полое тело выполнено в виде деформируемой замкнутой оболочки.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отливок с полостью @ -1 | 1962 |
|
SU942320A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОЙ РАМЫ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2017 |
|
RU2667016C1 |
| ОБОГРЕВАЕМАЯ ПРИБЫЛЬ | 1994 |
|
RU2084307C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1994 |
|
RU2056969C1 |
| ПРИБЫЛЬ В ЛИТЕЙНОЙ ФОРМЕ С ЭКЗОТЕРМИЧЕСКИМ ОБОГРЕВОМ И ТЕПЛОИЗОЛЯЦИЕЙ МЕТАЛЛА | 2014 |
|
RU2561557C1 |
1. ЛИТЕЙНАЯ ФОРМА, содержащая формообразукнцую полость и устройство для подвода газа в виде полой трубки, одним концом размещенной в формообразующей полости, а другим соединенной с источником газа, отличающаяся тем, что, с целью экономии жидкого металла путем придания усадочной полости требуемой формы и местоположения, на конце трубки, размещенном в формообразующей прлости, расположено полое тело с газонепроницаемыми в расплаве стенками, а со стороны подсоединения трубки к источнику газа установлен регулируемый дроссель. (Л со QD СО СО 4;
1
Изобретение относится к литейному производству, а именно, к литейным формам для полых изделий. Предлагаемое изобретение может быть использовано при изготовлении массивных отливок с полостью, полых слитков, а также при производстве отливок с прибылями .
Известна литейная форма, содержащая литейную полость и устройство для подвода газа в виде песчаного стержня с продольным каналом и J
Стержень одним концом закреплен в форме, а другим выходит в литейную полость. Длина стержня в полости превышает толщину твердой корки металла которая может образоваться на поверхности формы после ее заполнения. По каналу стержня газ под атмосферным давлением может проникнуть в жидкую область затвердевающего объема, так как в пространстве, ограниченном коркой затвердевшего сплав а, возникает разрежение вследствие уменьшения объема расплава при охлаждении и затвердевании. Введение газа под атмосферным давлением в жидкую область позволяет обеспечить питание отливки в том случае, когда уровень питающего расплава ниже уровня расплава в отпивке.
Однако в указанной литейной форме при изготовлении массивнь х отлийок
разрежение в объеме расплава приводит к деформации стенок отливки под воздействием атмосферного давления. В результате отливка питает прибьшь и усадочные дефекты возникают в отливке.
Этот недостаток устранен в литейных формах, в которых газ подводят под регулируемым давлением.
Наиболее близкой по технической сущности и достигаемому эффекту является литейная форма, которая содержит формообразующую полость и устройство для подвода газа в виде трубки j размещенной одним концом в формообразующей полости, а другим соединенной с источником газа {2,
Пузырьки газа, вводимого в жидкую область объема, всплывают и скапливаются вззерху. При этом образуется полость в верхней части объема затвердевакидего металла, форма которой определяется соотношением между скоростью снижения уровня расплава и скоростью распространения фронта затвердевания. В результате полость приобретает вытянутую сердцевидную форму.
Отсутствие в известной литейной форме возможности удерживать газ в заданном месте объема затвердевающего металла и препятствовать распространению фронта затвердевания не поз воляет получить в отливке полость требуемой формы и расположенную в заданном месте обьема. Возникает необходимость концентрировать усадо ную полость в питающем массиве прибьти, которую после затвердевани отливки удаляют. И для прибыли усадочная полость имеет нерациональную форму. Из-за того, что полость удли нена вниз, лишь небольшая часть объ ма прибыли отдает расплав на питание отливки. Таким образом, необходимость при менения прибылей для получения отли вок с полостью и низкий КПД прибьти из-за неуправляемости процессом фор мирования усадочной полости приводи к повышенному расходу жидкого метал ла и снижению выхода годного литья. Целью изобретения является экономия жидкого металла путем придания усадочной полости требуемой формы и местоположения. Указанная цель достигается тем, что в известной литейной форме, имеющей литейную полость и устройство для подвода газа в виде полой трубки, одним концом расположенной в литейной форме, а другим соединенной с источником газа, на конце трубки, выходящем в формообразующую полость, расположено полое тело с газонепроницаемыми в расплаве стенками, а со стороны подсоединения трубки к источнику газа установлен регулируемый дроссель. Канал трубки со стороны полого тела перекрыт газопроницаемой перегородкой, аполое тело выполнено с жесткими стенками и открытым в сторону нижней поверхности формы. Кроме того, цель достигается тем что стенки полого тела выполнены одно- или многослойными. По крайней мере один слой стенки полого тела выполнен из материала, сохранякнцего свою форму в расплаве, а слои стенки полого тела выполнены из огнеупорного, теплоизоляционного материалов и экзотермической смеси. Кроме того, полое тело может быть вьшолнено в виде деформируемой замкнутой оболочки. Применение полого тела в конструк ции устройства для подвода газа дает возможность удерживать стенками полого тела газ, вводимый в жидкую область металла, в требуемом месте объема и придавать образующейся полости форму в соответствии с формой полого тела. В случае выполнения полого тела с жесткими стенками, многослойные стенки, имекнцие слои из экзотермической и теплоизоляционной смесей, предотвращают захолаживание. металла внутри полого тела и разруше- ние жесткого слоя стенки от теплового и разъедающего воздействия жидкого металла. Регулируемый дросеель в трубке обеспечивает быстрое вытеснение воздуха из полого тела при заподнении формы металлом и предупреждает захолаживание металла в полом теле от циркуляции газа во время введения его в полость. Газопроницаемая перегородка позволяет заполнить полое тело металлом и не дает возможность затвердеть ему на входе в канал трубки. Таким образом, в полом теле металл сохраняется жидким до окончания процесса затвердевания всего объема металла в форме, полностью вытесняется газом из полого тела и расходуется на питание отливки. В результате образуется полость с заданными формой и местоположением. В том случае, когда полое тело выполнено в виде замкнутой деформируемой оболочки, заполнение ее металлом не происходит и отпадает надобность в установке в трубке газопроницаемой перегородки и в придании оболочке теплоизолирующих свойств. Захолаживание слоев металла, прилегающих к оболочке за счет циркуляции газа внутри оболочки предупреждается установкой дросселя. Уменьшение объема расплава при формировании отливки компенсируется газом, вводимым внутрь оболочки, а металл, вытесняемый оболочкой, идет на питание отливки. Полость образуется в заданном месте объема, .а форма ее будет приближать;- ся к шаровой. Давление, под которым газ подают в форму, должно превышать гидростатическое давление расплава над нижним уровнем полого тела и в каждом случае определяется экспериментально. Возможность управлять процессом формирования полости в объеме затвердевакяцего металла в описываемой литейной форме позволяет получать отливки с полостью, в объем которой
входит объем усадочной раковины, без прибыли. Изменение же формы усадочной раковины в прибыли от удлиненной сердцевидной к компактной, например, цилиндрической или шаровой увеличивает КПД прибыпи. Отказ от прибьши в одном случае и уменьшение ее объема в другом позволяет экономить жидкий .металл и повышать выход годного литья.
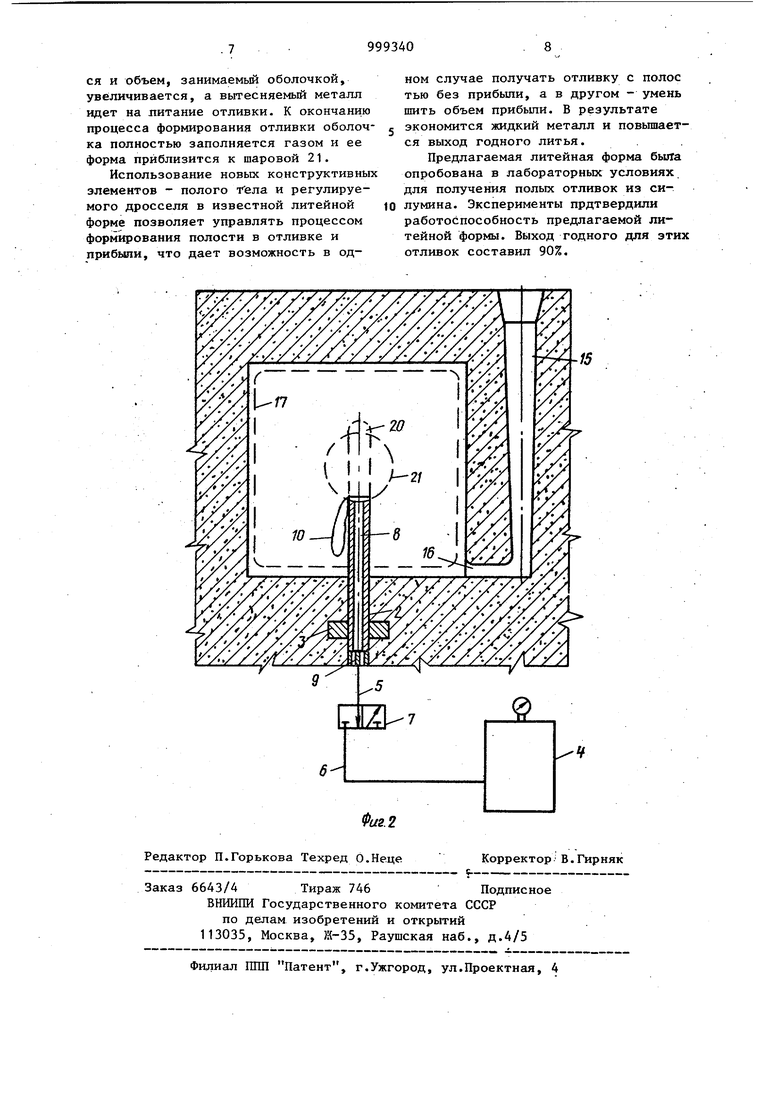
На фиг.1 изображена схематически литейная форма с устройством для подвода газа, имеющим полое тело с жесткими стенками; на фиг.2 - литейная форма с устройством для подвода газа, имеющим полое тело в виде замкнутой деформируемой оболочки.
Литейная форма, изображенная на фиг.1, содержит литейную полость 1, устройство для подвода газа,состоящее из полой трубки 2 уодним концом расположенной в формообразующей полости 1, а другим закрепленной в форме с помощью фиксатора 3 и соединенной с источником 4 газа через трубопроводы 5 и 6, и воздухораспределитель 7, в кангиае 8 трубки установлен регулируемый дроссель 9, на конце трубки, выходящем в литейную полость, расположено полое тело 10 и газопроницаемая перегородка 11,внешний слой 12 стенки полого тела выполнен, например, из стали, второй слой 13 - из стекловаты, третий слой 14 - из экзотермической смеси.
Работа формы осуществляется следующим образом.
Формообразующую полость 1 заполняют расплавом через стояк 15 и питатель 16. Заполняя полость 1 формы, расплав одновременно входит в полое тело 10, вытесняя из него воздух через канал 8 трубки с максимально открытым дросселем 9, трубопровод 5 и воздухораспределитель 7 в атмос.феру. Соприкосновение расплава с экзотермическим слоем 14 вызывает горение смеси, сопровождающееся вьщелением тедла, большая часть которого благодаря наличию теплоизоляционного слоя 13 передается расплаву, находящемуся в полом теле 10, В канал трубки 8 расплав не проникает,так как вход в нее закрыт перегородкой 11, пропускающей воздух и не пропускающей жидкий металл. По .окончании заливки уменьщают сечение дросселя 9 и соединяют полое тело, с источником 4 газа ,переключив воздухораспределитель 7. Давлени газа превьшает гидростатическое давление столбца расплава от нижнего г,„„
уровня полого тела 10 до верхней точки отливки, но не вьш1е давления столба расплава от нижнего уровня полого тела до входа в стояк 15, во избежание выброса металла через стояк. Охлаждение расплавленного металла и ег кристаллизация вызовут уменьшения объема, оставшегося в жидком состоянии металла. Возникающее уменьшение объема расплава в литейной полости тут же восполняется газом, поступающим внутрь полого тела 10 и собирающимся в нем, а вытесняемый расплав обеспечивает питание затвердевающих областей отливки 17. При этом происходит равномерное по сечению полого тела снижение уровня 18 жидкого расплава, а внешние очертания отливки сохраняются. К окончанию процесса формирования отливки фронт затвердевания подойдет к стенке полого тела сверху, сбоку и к выходу из полого тела. Последние порции жидкого металла на выходе из полого тела застынут в виде слегка вогнутой поверхности 19.
Экспериментально опробовали полое тело с соотношением диаметра к высот равным 1,4-3,0.
Форма, изображенная на фиг.2, отличается от формы на фиг.1 конструкцией полого тела 10 - оно выполнено в виде замкнутой оболочки, например из стеклоткани, и отсутствием газопроницаемой перегородки.
Работа 4 ормь осуществляется следующим обр-азом.
Литейную полость 1 заполняют расплавом через стояк 15 и питатель 16. Оболочка выталкивается металлом по мере заполнения формы и занимает вертикальное положение 20. По окончании заливки соединяют полость оболочки с источником 4 газа, переключив воздухораспределитель 7. Давление газа по предьщущему варианту. Охлаждение расплавленного металла и его кристаллизация вызовутуменьшение объема оставшегося в жидком сос.тоянии металла. Возникающее уменьшение объема металла в литейной полости тут же восполняется газом, поступающим внутрь оболочки и скапливающимся в ней. По мере заполнения оболочки газом, ее складки расправляют
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АРМИРОВАННАЯ ОБОЛОЧКА ДЛЯ ВЫСОКОГО ВНУТРЕННЕГО ДАВЛЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2001 |
|
RU2205327C1 |
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Десницкий В.П | |||
| Производство легированных стальных отливок для энергомашиностроения, М.-Л., Машгиз, 1961 г.,с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
