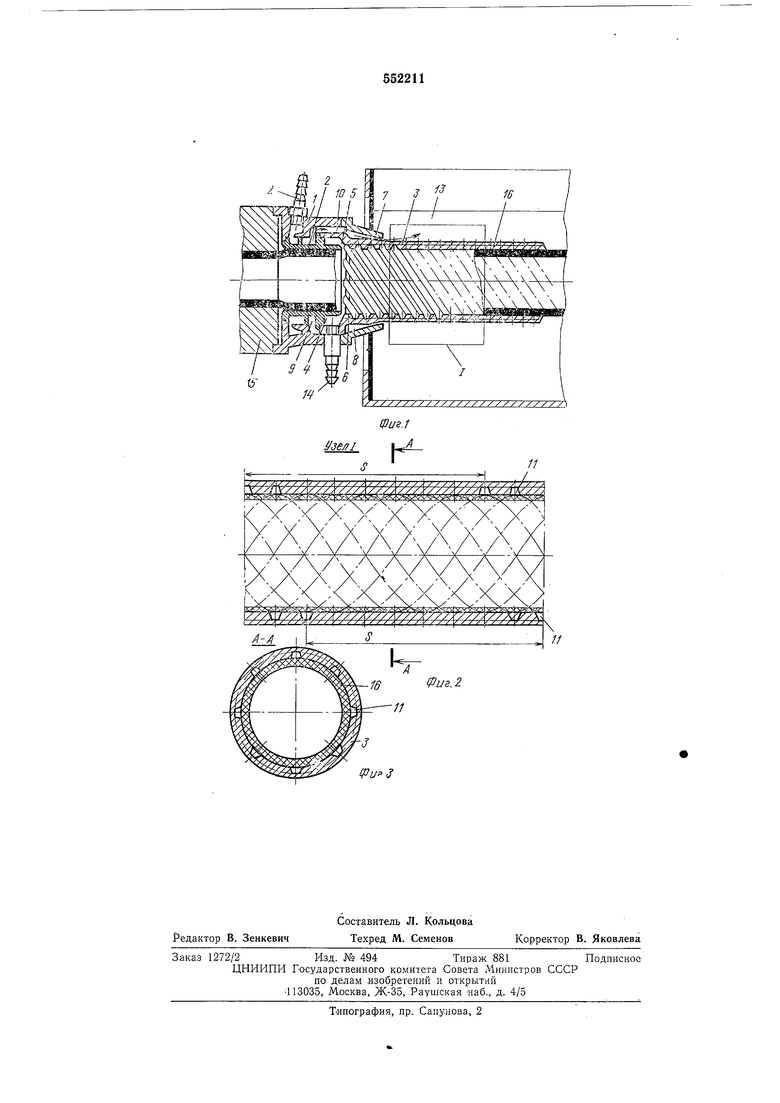
Изобретение предназначено для использования в промышленности переработки пластмасс в установках для непрерывного изготовления труб из термопластов. Известна калибрующая насадка, выполненная в виде снабженных охлаждающей рубашкой разъемных полувтулок, образующих между собой соединенную с источником смазывающей жидкости раздельную полость, расположенную концентрично с кольцевой конусной проточкой, выполненной на внутренней поверхности одной из полувтулок, причем между разъемиыми полувтулками образована кольцевая конусная щель, соединяющая замкнутую между полувтулками полость с кольцевой конусной проточкой. В известной калибрующей насадке охлаждение экструдируемых труб недостаточно высокое. Цель изобретения - интенсификация процесса охлаждения труб. Достигается указанная цель благодаря тому, что на внутренней поверхности нолувтулки с кольцевой конусной проточкой выполнены вытянутые вдоль оси полувтулки непересекающиеся винтовые канавки, сообщающиеся с кольцевой конусной щелью. На фиг. 1 изображена калибрующая насадка в сборе; на фиг. 2 - узел I с условным обозначением осевых линии винтовых канавок; на фиг. 3 - сечение по А-А. В охлаждающую рубашку 1 запрессована оребренная укороченная полувтулка 2, на которую насаживается другая удлиненная полувтулка 3. Обе полувтулки образуют замкнутую полость 4 и кольцевую конусную щель 5, переходящую в кольцевую конусную проточку 6, выполненную на полувтулке 3. Полувтулка 3 фиксируется на полувтулке 2 и прижимается к ней конусной втулкой 7, которая образует с концентрично расположенной ей полувтулкой 3 сопло, внутренняя полость 8 которого соедийена с внутренней полостью 9 охлаждающей рубащки 1, посредством винтовых канавок 10, выполненных на наружной поверхности упомянутой полувтулки 3. На внутренней поверхности удлиненной полувтулки 3 выполнены вытянутые вдоль оси полувтулки 3 восемь непересекающихся винтовых канавок И с одинаковым щагом S, сообщающихся с кольцевой конусной щелью 5. Охлаждающая рубащка 1 имеет щтуцер 12 для подачи охлаждающей жидкости в полость 9. Удлиненная полувтулка 3 погружена в охлаждающую ванну 13. В полость 4 охлаждающая смазывающая жидкость подается через щтуцер 14, соединенный с источником смазывающей жидкости. Калибрующая насадка крепится к экструдеру 15,
Работает калибрующая насадка следующим образом.
Перед запуском установки во внутреннюю полость 9 охлаждающей рубашки 1 через штуцер 12 подают жидкость, которая через винтовые канавки 10 поступает в полость 8, откуда она выходит направленной по винтовой линии и сплошным потоком омывает наружную поверхность удлиненной полувтулки 3, полностью погруженной в охлаждающую ванну 13.
Запускают экструдер 15 и после прохождения полувтулок 2 и 3 зкструдируемой трубой 16 в полость 4 через штуцер 14 подают охлаждающую жидкость. Кольцевая конусная проточка 6 и восемь винтовых канавок 11 создают направленное движение охлаждающей жидкости в сторону перемещения экструдируемой трубы 16 с образованием жидкостного смазывающего слоя и позволяет интенсифицировать процесс охлаждения трубы 16.
Сплошной жидкостный поток, омывающий наружную поверхность полувтулки 3, создает дополнительное перемещение слоев жидкости охлаждающей ванны 13 вдоль наружной поверхности экструдируемой трубы 16.
Калибрующая насадка позволяет уменьшить трение между наружной поверхностью экструдируемой трубы и внутренней поверхностью калибрующей насадки, интенсифицировать процесс охлаждения труб за счет быстрого обмена охлаждающей жидкости в вытянутых винтовых канавках и повысить производительность установок для производства труб из термопласта на 25-30%.
Формула изобретения
Калибрующая насадка к экструдеру для калибрования труб из термопластов по авт. св. № 303206, отличающаяся тем, что, с целью интенсификации процесса охлаждения труб, на внутренней поверхности полувтулки с кольцевой конусной проточкой выполнены вытянутые вдоль оси полувтулки непересекающиеся винтовые канавки, сообщающиеся с кольцевой конусной щелью.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 303206, кл. В 29F 3/08, 1970 (прототип).
У
W
Узел