0)
со -j
2./Головка по п, 1, о т л.и чающаяся тем, что передняя часть дерна, формующая внутренний слой покрытия, выступает за торец мундштука в направлении экструзии трубы.
3. Головка по пп. 1 и 2, отличающаяся тем, что в тор-: це дорна с помощью штанги закреплена поддерживающая оправка, наружный диаметр которой больше наружного диаметра дорна.
4, Головка по пп. 1-3, о Т л ичающая ся тем, что между дорном и поддерживающей оправкой установлено охлаждающее приспособление, например кольцо.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
| Способ изготовления труб из полимерной полосы и устройство для его осуществления | 1982 |
|
SU1177170A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
| Экструзионная головка | 1982 |
|
SU1073804A1 |
| Линия для изготовления плоскосворачиваемых полимерных шлангов с армирующим каркасом | 1987 |
|
SU1519910A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2007 |
|
RU2348466C1 |
| Устройство для изготовления труб с поперечными ребрами из термопластичного полимера | 1988 |
|
SU1648244A3 |
| Экструзионная головка | 1981 |
|
SU978202A1 |
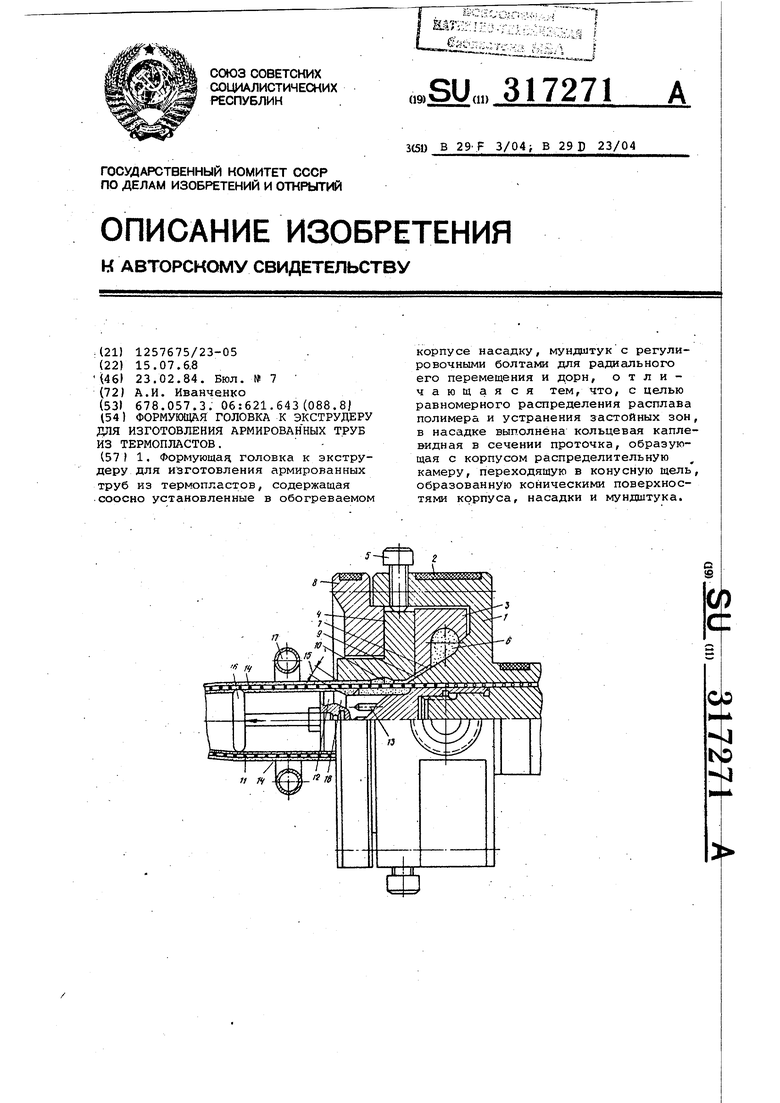
Известна формующая головка к экструдеру для изготовления армированных труб из термопластов, содержащая соосно установленные в обогре ваемом корпусе насадку, мундштук с регулировочными болтами для радиаль ного его перемещения и дорн. Цель 4i3o6peTeHHH - равномерное распределение расплава полимера и устранения застойных зон. Это достигается тем, что в насад ке головки выполняют кольцевую капл видную в сечении проточку,, образующую с корпусом распределительную камеру, переходящую в конусную щель образованную коническими поверхностями корпуса, насадки и мундштука. Передняя часть дорна описываемой головки, формующая внутренний слой покрытия, выступа ет за торец мундштука в направлении экструзии трубы В торце дорна с помощью штанги закреплена поддерживающая оправка, наружный диаметр которой больше наружного диаметра дорна, а между дорном и оправкой установлено охлаждающее приспособление, например кольцо На чертеже дана формующая головка Она состоит, из корпуса 1, с наружной стороны которого смонтированы элементы 2 нагрева (при необходимости - охлаждения ). Внутри корпуса 1 соосно с ним расположены насадка 3 и мундштук 4 с регулировочными болтами 5. Насадка 3 образует с корпусом 1 тороидальный распределительный канал 6, переходящий в кону.сную щель 7, образованную коническими поверхностями Корпуса 1 и насадки 3 нерегулируемую по ширине и представляющую постоянное сопротивление. Мундштук 4 своим задним торцом поджимает, с поКющью фланца 8 насадку 3, а нижним срезом продолжает коническую щель 7 и регулирует на участке 9 ширину этой щели с помощью болтов 5. Внутренней поверхностью мундштук 4 образует пропиточную камеру 10, которая своим передним концом посредством конфузора переходит в цилиндрическую щель, где образуется наружный покровный слой шланга 11 . Внутри головки соосно с мундштуком 4 расположен дорн 12, имеющий в зоне камеры 10 пропитки продольные пазы, разделенные между собой выступами 13, по поверхности которых протягивается армирующая основа 14. Своим передним концом дорн 12 выступает за пределы .мундштука 4 таким образом, что крайняя точка мундштука находится над конической частью дорна 12, образуя при этом зазор 15, определягаций толщину шланга, а цилиндрический участок дорна находится за пределами мундштука на некотором удалении. В торец дорна закрепляется соосно расположенная с ним поддерживающая оправка 16, имемцая снаружи по большему диаметру форму тора и служащая опорной -поверхностью для шланга, с целью предотвращения образования шейки, уменьшения диаметре шланга из-за усилий тяги и сплющивания его в тянущем устройстве, а также облегчения условий формировё ния внутреннего слоя. В разрыве между передним торцом дорна 12 и опорной поверхностью оправки 16 располой ено охлаждающее кольцо 17, охватывающее снаружи экструдируемый шланг и обеспечивающее охлаждение полимера до контакта его с опорной поверхностью оправки 16, что препятствует выдавливанию внутреннего слоя полимера нарухсу и обеспечивает сохранение внутреннего слоя. Головка работает следующим образом. Армирующая основа 14 в виде ткаого или вязаного рукава непрерывно ротягивается тянущим устройством ерез головку, куда подается также асплав полимера. Армирующая основа, лотно облегая дорн 12, проходит по ыступам дорна 13. При этом расплав ерез ячейки основы проникает в пазы дорна и увлекается к выходу из головки фрикционным действием основы и давлением расплава. В камере 10 благодаря гидравлическому клину расплав продолжает продавливаться через основу 14 и вместе с тем образовывает наружный слой, который окончат тельно формируется в цилиндрической части мундштука 4,
Расплав полимера из пазов .дорна 12 попадает в кольцевую проточку дорна и фрикционным действием армирующей основы затягивается по конической части дорна 18 в кольцевой зазор, .растекаясь по окружности и образуя внутренний покровный слой уже за пределами головки на цилиндрической части дорна 12.
Полученный шланг воздухом или водой охлаждается посредством кольца 17 и проходит через оправку 16, которая препятствует плотному прилеганию армирующей основы к цилиндрической части дорна и облегчает формирование внутреннего слоя покрытия в дальнейшем готовый шланг наматывается в бухты.
Распределительный канал 6, куда
подается их зкструдера расплав полимера, выполнен в виде тороидальной кольцевой проточки каплевидной в сечении формы, плавно переходящей в коническую щель, образованную двумя касательными к поверхности тора, чем обеспечивается постоянный градиент давления в направлении истечения и отсутствие вследствие этого застойных зон.
Из-за возможности перемещения болтами 5 мундштука 4 обеспечивается, одновременное регулирование зазора в щели 9, пропиточной камере 10 и по наружной поверхности шланга 11, чем обеспечивается равномерное распределение по окружности расплава полимера.
