(54) КАЛИБРУЮЩАЯ НАСАДКА К ЭКСТРУДЕРУ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТЕР/ ЮПЛАСТОВ
1
Изобретение относится к промышленности переработки пластмасс в изделия и может найти применение в установках для изготовления труб из термопластов.
Известна калибрующая насадка к экструдеру для изготовления труб из термопластов, выполненная в виде снабженных охлаждающей рубашкой разъемных полувтулок, образующих между собой соединенную с источником смазывающей жидкости раздельную полость, расположенную концентрично с кольцевой конусной проточкой, выполненной на внутренней поверхности одной из полувтулок, причем между разъемными полувтулками образована кольцевая конусная щель, соединяющая замкнутую между, полувтулками полость с кольцевой конусной проточкой |1
Недостаток калибрующей насадки соетоит в недостаточной интенсивности охлаждения экструдируемых труб.
Ближайшей по технической сущности к данному изобретению является калибрующая насадка к экструдеру для изготовления труб из термопластов, содержащая охлаждаемую руба).1ку и калибрующую втулку.
конец которой расположен в ванне с охлаждающей жидкостью 21.
В последней калибрующей насадке обеспечивается достаточная интенсивность охлаждения экструдируемых труб за счет наличия ванны с охлаждающей жидкостью и выполнения винтовых канавок иа поверхности калибрующей втулки.
Однако, существенный недостаток калибрующей насадки состоит в недостаточной ее надежности, обусловленной попаданием
10 охлаждающей жидкости внутрь калибрующей втулки в случае разрыва трубы, что вызывает простои насадки.
Цель изобретения - повыщение надежности насадки за счет предотвращения проникновения охлаждающей жидкости в ка15либрующую втулку.
Достигается указанная цель благодаря тому, что насадка снабжена затвором, смонтированным на расположенном в ванне конце калибрующей втулки и выполненным в виде подпружиненной заслонки, контакти20рующей с поверхностью экструдируемой трубы.
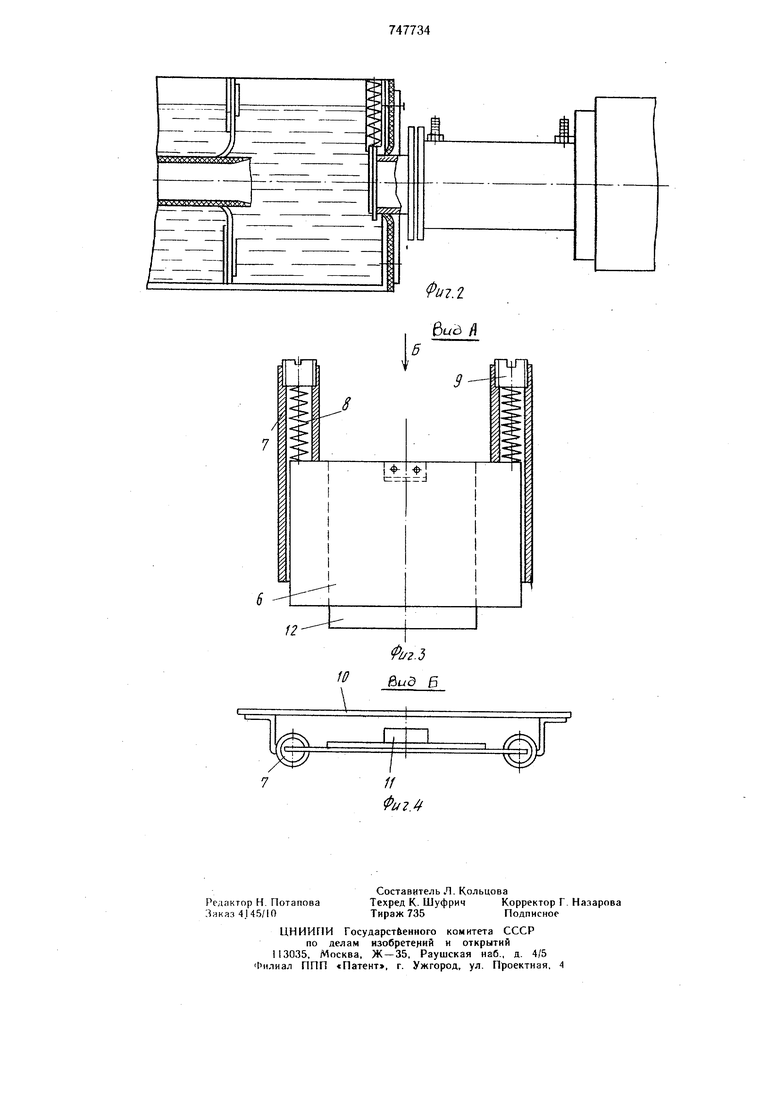
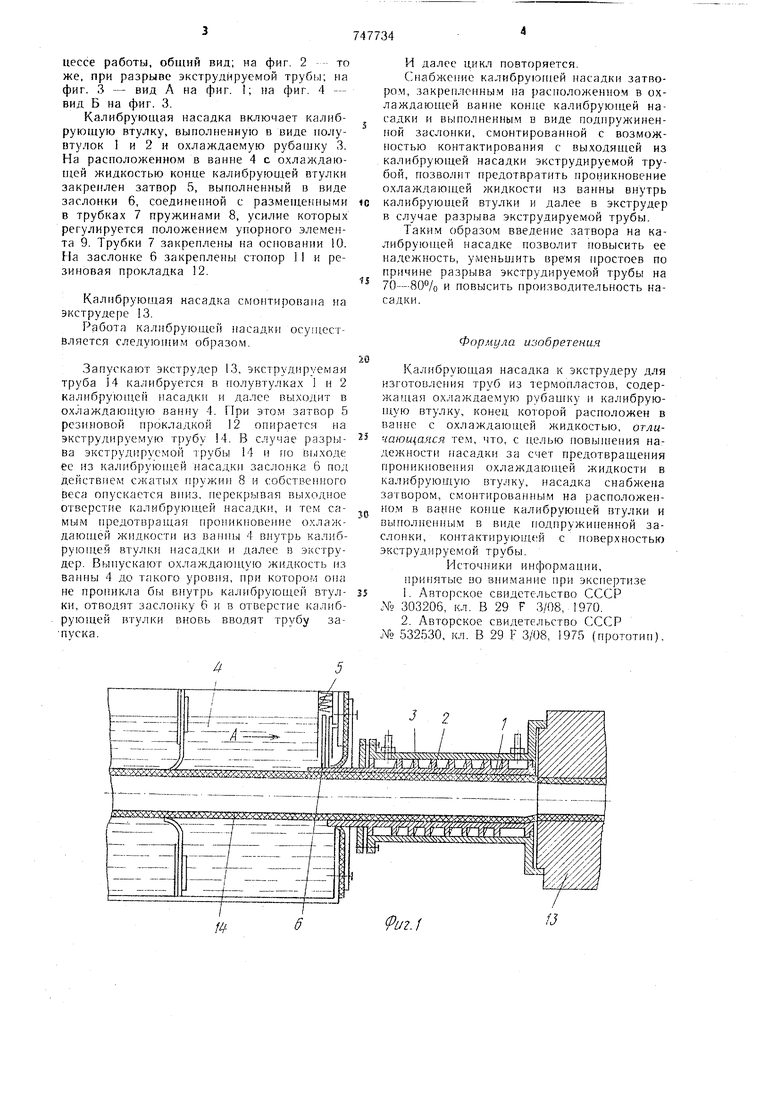
На фиг. 1 показана калибрующая насадка с закрепленным на ней затвором в процессе работы, общий вид; на фиг. 2 то же, при разрыве экструдйруемой трубы , на фиг. 3 - вид А на фиг. 1; па фиг. 4 - вид Б на фиг. 3. Калибрующая насадка включает калибрующую втулку, выполненную в виде голувтулок 1 и 2 и охлаждаемую рубашку 3. На расположенном в ванне 4 с о.хлаждающей жидкостью конце калибрующей втулки закреплен затвор 5, выполненный в виде заслонки 6, соединенной с размещенными в трубках 7 пружинами 8, усилие которых регулируется положением упорного элемента 9. Трубки 7 закреплены на основании 10. На заслонке 6 закреплены стопор 11 и резиновая прокладка 12. Калибрующая насадка смонтирована на экструдере 3. Работа калибрующей насадки осуществляется следуюн им образом. Запускают экструдер 13, экструдируемая труба 14 калибруется в 1толу(зтулках 1 и 2 калибрующей насадки и далее выходит в охлаждаюи,ую ванну 4. При это.м затвор 5 резиновой прокладкой 12 опирается на экструдируемую трубу 14. В случае разрыВа экструдйруемой трубы 14 и но выходе ее из калибрующей насадки заслонка 6 под действием сжатых пружин 8 и собственного Веса опускается вниз, перекрывая выходное отверстие калибрующей насадки, п тем самым предотвращая про 1ик1юверн1е охлаждаюп-1ей жидкости из ванны 4 внутрь калибрующей втулки насадки и далее в экструдер. Выпускают охлаждающую жидкость из ванны 4 до такого уровня, при котором она не проникла в 1утрь калибрующей втулки, отводят заслонку б и в отверстие калибрующей втулки вновь вводят трубу за пуска. И далее цикл повторяется. Снабжение калибруюн1ей насадки затвором, закрепленны.м на раснолои ен11ом в охлаждающей ванне конце калибруюнхей насадки и выполненны.м в виде подпружиненной заслонки, смонтированной с возможностью контактирования с выходящей из калибрующей насадки экструдйруемой трубой, позволит предотвратить про()икновение ох.лаждаюн1,ей жидкости из ванны внутрь калибрующей втулки и далее в экструдер в случае разрыва экструдйруемой трубы. Таким образом введение затвора на калибрующей насадке позволит повысить ее надежность, уменьи1ить время простоев по причине разрыва экструдйруемой трубы на 70--80% и повысить производительность насадки. Формула изобретения Калибрующая насадка к экструдеру для изготов..1ения труб из 1ермопластов, содержащая охлаждаемую рубашку и калибруюнхую втулку, конец которой расположен в панне с охлаждающей жидкостью, отличающаяся тем, что, с целью новьннения надежности насадки за счет предотвращения проникновения охлаждаюн1ей жидкости в калибрующую втулку, насадка снабжена затвором, смонтированным на расположенном в ванне конце калибруюндей втулки и выполненщ 1м в виде подпружиненной заслонки, контактирующей с поверхностью экструдйруемой трубы. Источники информации, принятые во внимание нри экснертизе . Авторское свидетельство СССР N9 303206, кл. В 29 F 3/08, 1970. 2. Авторское свидетельство СССР № 532530, кл. В 29 F 3/08, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Калибрующая насадка к экструдеру для калибрования труб из термопластов | 1975 |
|
SU552211A2 |
| КАЛИБРУЮЩАЯ НАСАДКА К ЭКСТРУДЕРУ ДЛЯ КАЛИБРОВАНИЯ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1971 |
|
SU300344A1 |
| КАЛИБРУЮЩАЯ НАСАДКА К ЭКСТРУДЕРУ | 1971 |
|
SU303206A1 |
| Калибрующая насадка к экструдеру для изготовления труб из термопластов | 1978 |
|
SU740516A1 |
| Калибрующая насадка к экструдеру для калибрования труб из термопластов | 1975 |
|
SU532530A1 |
| КАЛИБРУЮЩАЯ НАСАДКА К ЭКСТРУДЕРУ ДЛЯ КАЛИБРОВАНИЯ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1969 |
|
SU234655A1 |
| ФОРМУЮЩАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1968 |
|
SU218775A1 |
| Приспособление для заправки экструдируемой заготовки в тянущее устройство | 1978 |
|
SU716846A1 |
| Калибрующая насадка к экструдеру для калибрования труб из термопластов | 1970 |
|
SU309588A1 |
| Способ изготовления бипластмассовых труб | 1971 |
|
SU388472A1 |