на с бачком J8 трубопроводом. Насос-дозатор 19 соединен трубопроводом 20 с дежой машины /5 и трубопроводом 21 с бачком IS Устройство 22 для формования пельменей и машина 23 для формовки фрикаделек размещаются над лентой верхнего конвейера 24 скороморозильного аппарата 25. Лента конвейера приводится в движение барабаном 26 и натягивается барабаном 27. Нож 28, прижимаясь режущей кромкой к ленте конвейера, опирается на опору 29. Под верхним конвейером в камере скороморозильного аппарата 25 размещен нижний конвейер 30. Нижняя ветвь ленты верхнего конвейера 24 на участке от барабана 27 до ножа 28 размещена в направляющих 31. Лоток 32 расположен над приемным бункером галтовочного барабана 33, а приемный бункер конвейера 34 - под выходным лотком галтовочного барабана. Питатель 35 размещен над приемными воронками весового дозатора 36, который расположен над приемным устройством расфасовочно-упаковочного автомата 37, установленного на площадке 38. Последовательно с расфасовочным автоматом установлен автомат групповой упаковки пачек 39. Для управления линией служат пульт управления 40 и злектрошкаф 41. Для размещения оборудования линии имеются площадки 42 и 43. Линия работает следующим образом. При производстве пельменей работает все .оборудование линии за исключением машины :23 для формовки фрикаделек. При производстве фрикаделек работает все оборудование за исключением оборудования по приготовлению и транспортировке смеси маланжа с рассолом (16-21); оборудования по приготовлению теста (12-1,6), а также устройства для формования пельменей 22. Для перевода лйнии с производства одного вида продукта на другой достаточно изменить положение перекидного шибера 11 воронки 10 и направить поток фарша по соответствующему каналу ф,аршепровода 9. Процесс производства фрикаделек отличается от производства пельменей лишь формованием изделий и отсутствием операций, связанных с приготовлением теста, смеси меланжа с рассолом. Производство пельменей. Подготовительная порция сырья в тележке подается на площадку подъемника / и, поднимаясь им, опрокидывается в дежу волчка 2. Последний измельчает сырье и передает его в машину 3 для приготовления фарша. После наполнения дежи машииы в измельченное сырье дозируется необходимое количество воды и рассола посредством автоматических бачков 4, 5 VI трубопроводов 6, 7. Одновременно в дежу машины 3 подаются требуемые рецептурой вырабатываемого продукта специи. Далее машина 5 перемешивает смесь до получения фарша требуемой однородности. Готовый фарш поступает в воронку 10 и далее по фаршепроводу 9 в зависимоети от положения шибера // в фаршевый бункер устройства 22 для формования пельменей или машины 23 для формовки фрикаделек. На этом приготовление и транспортирование фарша заканчивается. Мука подается в приемный бункер мукопросеивательного агрегата 12, просеивается и подается в бункер 13, откуда шнеком 14 загружается в приемную приставку .машины 15 для приготовления теста. Эта машина снабжена дозатором, который автоматически управляет работой шнека 14 и выдает в ее дежу строго определенное количество муки в единиц у времени. Жидкий компонент для замеса теста (смесь меланжа с рассолом) приготавливается в мешалке 17, ее иасосом перекачивается в бачок 18, откуда насосом-дозатором 19 подается в дежу машины 15. Количество подавемых в дежу этой машины муки ижидкого компонента строго взаиморегулируется. Мука и жидкий компонент перемешиваются в деже машины, а готовое тесто непрерывно по тестопроводу 16 поступает в тестовой бункер устройства 22 для формования пельменей. Поступившие в бункер устройства 22 фарпг и тесто перекачиваются з его формующую головку, откуда в виде фаршированных тестовых трубок непрерывно поступают на металлическую ленту верхнего конвейера 24 скороморозильного аппарата 25. Отштампованные пельмени далее поступают в камеру скороморозильного аппарата, где примораживаются к металлической ленте верхнего конвейера 24, огибают его натяжной барабан 27 и на нижней ветви ленты верхнего конвейера в подвешенном состоянии поступают к качающемуся ножу 28, которым срезаются с ленты и под действием собственного веса падают на ленту нижнего конвейера 30. Лента нижнего конвейера перемещается медленнее ленты верхнего конвейера, чем обеспечивается время нахождения изделия в камере морозильного аппарата, необходимое для замораживания. Замороженные изделия из камеры аппарата 25 по лотку 32 непрерывно поступают в галтовочный барабан 33, галтуются и конвейером 34 передаются в питатель 35. Питатель 35 распределяет замороженные изделия по головкам весового дозатора 36. В случае необходимости лоток изделий МОжет быть направлен в аварийный сброс. При стабильной работе системы питатель обеспечивает отвод незначительных излишков изделий обратно в линию. Взвешенные заданными дозами полуфабрикаты поступают на расфасовочно-упаковочиый автомат 37 и далее на автомат для групповой упаковки пачек 39, откуда выходят пакеты коробок, завернутые в бумагу и заклеенные. Описываемая линия обладает универсальостью, причем по сравнению с известными иииями при выработке замороженных полуфабрикатов пищевых изделий имеет ироизводительность в 4 раза выше, расход электроэнергии на единицу производительности ниже в 1,75 раза, затраты труда на единицу производительности ниже в 4 раза, площадь, приходящаяся на единицу производительности, ниже в 1,3 piasa.
Экономический эффект от использования одной линии около 264000 рублей в год.
Формула изобретения
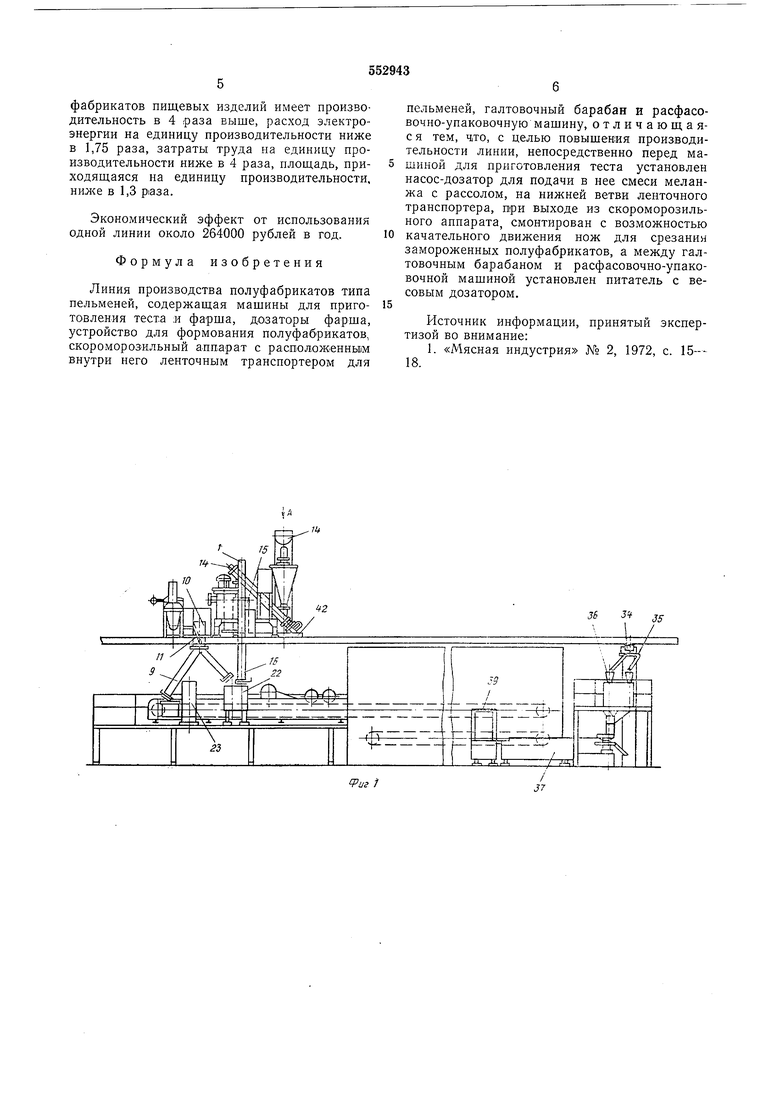
Линия производства полуфабрикатов типа пельменей, содержащая машины для приготовления теста :и фарща, дозаторы фарща, устройство для формования полуфабрикатов, скороморозильный аляарат с распояож-енньш внутри него ленточным транспортером для
пельменей, галтовочный барабан и расфасовочно-упаковочную машину, отличающаяс я тем, ч,то, с целью повышения производительности линии, непосредственно перед машиной для приготовления теста установлен насос-дозатор для подачи в нее смеси меланжа с рассолом, на нижней ветви ленточного транспортера, при выходе из скороморозильного аппарата, смонтирован с возможностью
качательного движения нож для срезании замороженных полуфабрикатов, а между галтовочным барабаном и расфасовочно-упаковочной машиной установлен питатель с весовым дозатором.
Источник информации, принятый экспертизой во внимание:
1. «Мясная индустрия N° 2, 1972, с. 15-18.

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия производства быстрозамороженных картофельных полуфабрикатов | 1979 |
|
SU904650A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕЛЬМЕНЕЙ НА ПАРУ | 2020 |
|
RU2747865C1 |
| ПЕЛЬМЕНИ "ПОДМОСКОВНЫЕ" И СПОСОБ ИХ ПРОИЗВОДСТВА (ВАРИАНТЫ) | 2002 |
|
RU2211569C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 1997 |
|
RU2137370C1 |
| ПЕЛЬМЕНИ "КЛИНСКИЕ" И СПОСОБ ИХ ПРОИЗВОДСТВА (ВАРИАНТЫ) | 2002 |
|
RU2211568C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАМОРОЖЕННЫХ ГОТОВЫХ ВТОРЫХ БЛЮД | 2021 |
|
RU2794767C1 |
| Способ производства быстрозамороженных полуфабрикатов - пирожков с начинкой | 1988 |
|
SU1644870A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЛЬМЕНЕЙ "РАВИОЛИ" | 1999 |
|
RU2134969C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОТОВЫХ ЗАМОРОЖЕННЫХ ВТОРЫХ БЛЮД В ТЕСТЕ «ДВОЙНОЙ ЧЕБУРЕК» | 2022 |
|
RU2794573C1 |
| Пельмени "безглютеновые" и способ их производства | 2016 |
|
RU2641075C1 |

22
2
ХХХХХХУУУУу УУУ Л-УУУУ ЛЛ/УУУУ ЛЛХ)3
24
пппппппппппг Фиг 3
Б-6
Изделие
