О до 75° через каждые 15°. Каждому значению угла фрезеруемого паза соответствует цифра, наносимая на поверхность ключа 6.
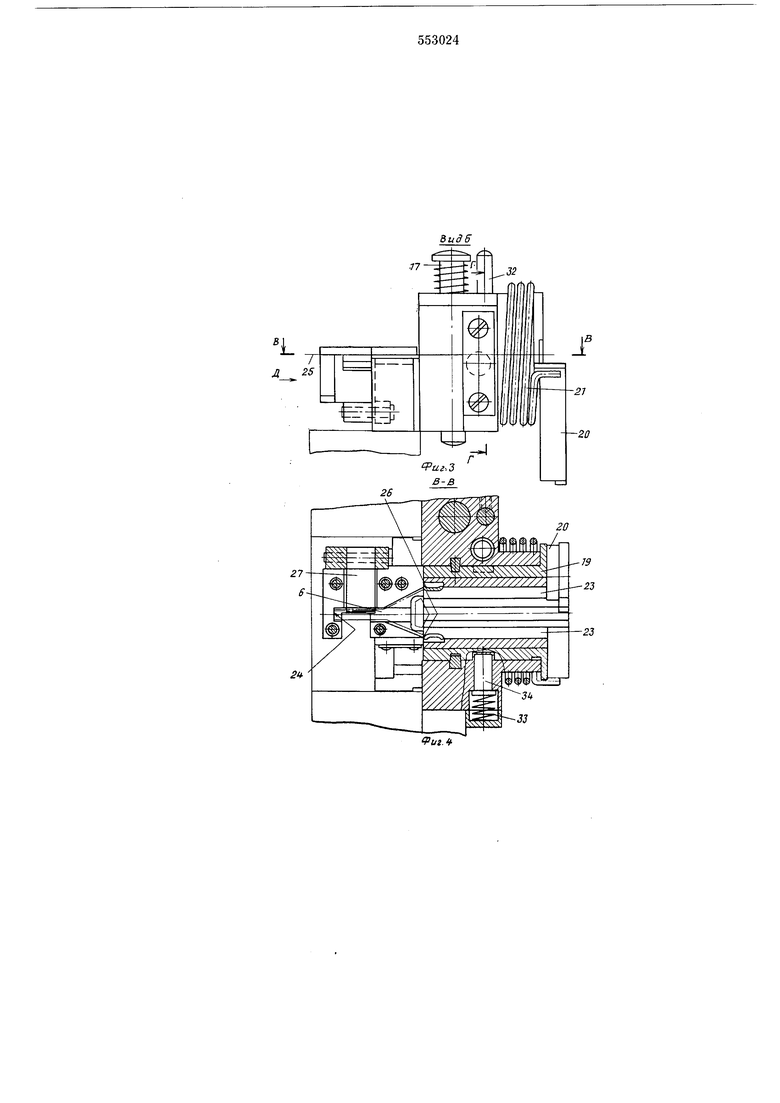
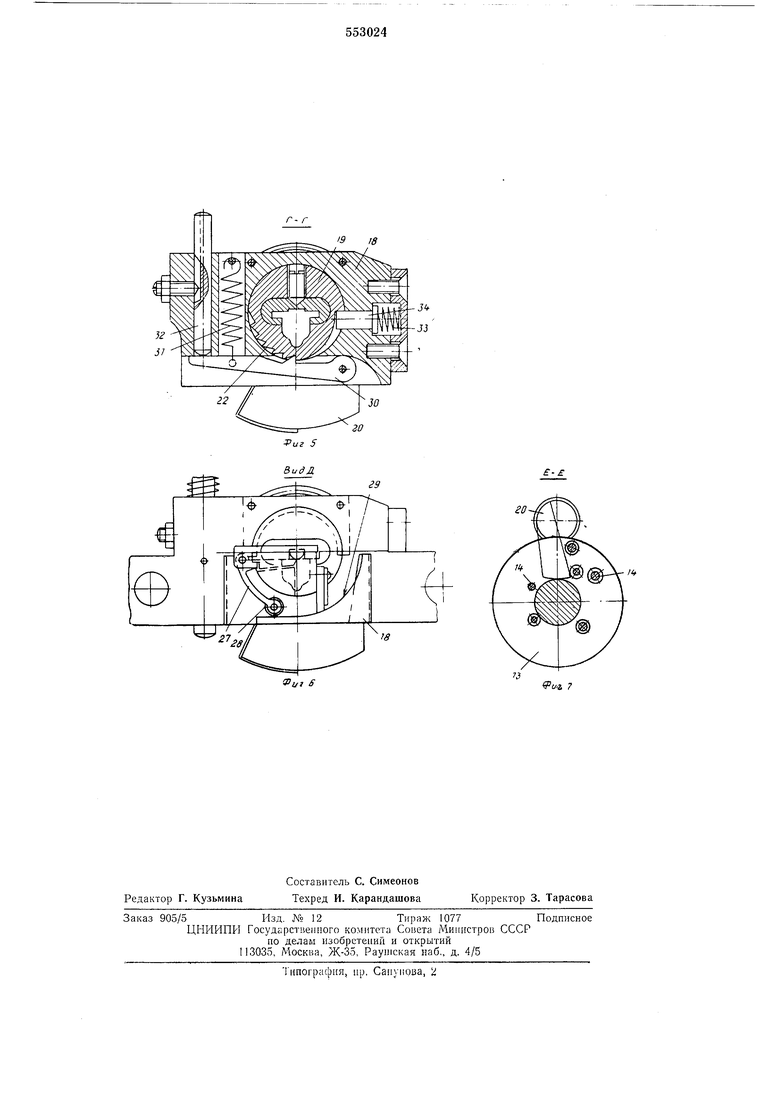
Копир 13 подвижно смонтирован в корпусе шестерни 12 и поджат пружииой 15 к рычагу 16, взаимодействующему с толкателем 17 механизма 5 поворота. В расточке корпуса 18 последнего расположен вал 19 с поводком 20. Вал 19 к корпусу 18 поджат пружиной 21 и по периферии в цеитральпой части выполиен в виде храповпка с зубьями 22. В расточке вала 19 расположены иаправляющие 23 п базовые поверхности 24 и 25. К ипм ключ 6 прижат пружинной скобой 26 и и арнирно закрепленным V-образным рычагом 27 с роликом 28, взаимодействующим с концентрично выполненной поверхностью 29 корпуса 18.
Скоба 26 служит также еще и для иредотвращення осевого перемещения ключа 6 в момент поворота стола 4.
Рычаг 27 выполнен из пружинной стали.
Зубья 22 вала 19 контактируют с зубом поворотного закрепленного фиксатора 30, который к ним прижат пружпной 31 и взаимодействует с толкателем 32.
Исходное положение стакана фикспрует поджатый пружиной 33 упор 34.
Работает устройство следзющим образом.
В зоне загрузки толкателем загрузочного устройства ключ 6 ио направляющим 23 вала 19 проталкивается до упора его торца в базовую поверхность 24 и зажимается здесь скобой 26.
При повороте стола 4 па каждую рабочую позицию поводок 20 вала 19 механизма 5 поворота соприкасается с одним из роликов 14 копира 13 и, преодолевая усилие пружины 21, механизм 5 поворачивается на определенный угол, соответствующий углу наклона фрезеруемого паза на данной позиции, и фиксируется в этом положении фиксатором 30, зуб которого иадает во впадину зубьев 22 вала 19. Ролик 28 наезжает на поверхность 29 корпуса 18 и усилием рычага 27 прижимает плоскую поверхиость ключа 6 к базовой поверхности 25, расположенной по оси вращения механизма 5 поворота, т. е. в плоскости обработки.
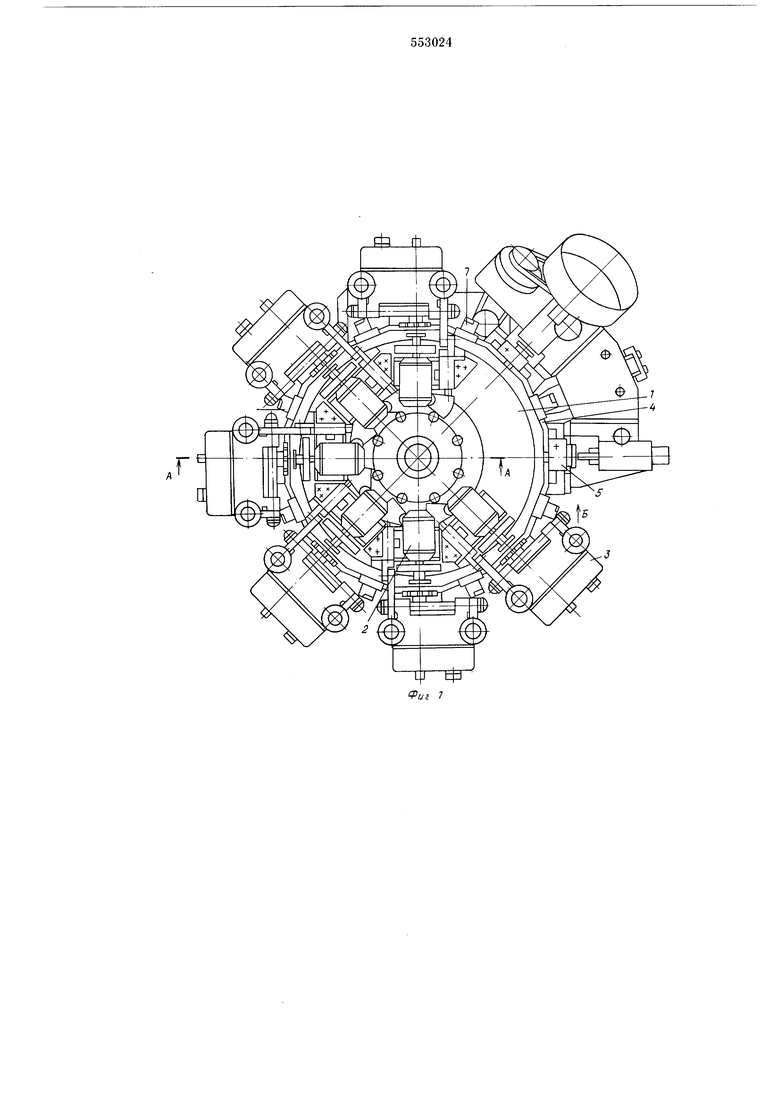
В этот момент происходит подача фрезерных головок 2 и ведется фрезерование пазов ключа 6, после чего головки 2 отходят в исходное положение и от рычажно-кулачковой системы вступают в работу механизмы 3 клеймения.
Для этого подвижные головки 8 одновременно на каждой позиции оиускаются и нажимают на толкатели 17 и 32 механизма 5 поворота.
При нажатии на толкатель 17 через рычаг 16 ролики 14 копира 13 выходят из контакта с поводком 20 механизма 5 поворота, а толкатель 32 выводит фиксатор 30 из зацепления с зубьями храиовика вала 19.
При выходе поводка 20 из коитакта с роликами 14, клеймильпая площадка ключа 6 занимает положение, перпендикулярное оси перемещения механизма 3 клеймения, а под действием пружины 21 вала 19 возвращается в исходное положепие. Ключ 6 освобождается от зажима рычагом 27, ролик которого сходит с поверхности 29.
Дал1)ИеЙ1иим движеиием вниз подвижных головок 8 клейма клеймовочиого диска 9 делают оттиск иа иоверхиости ключа 6, соответствующий углу фрезеруемого иаза.
Р1змеиение угла фрезеруемого паза и смена клейм происходит через рычажно-кулачковую систему при взаимодействии упора 7 с клеймовочиым диском 9.
Упор 7 служит звеном, осуществляющим как поворот клеймовочного диска 9, так и поворот копира 13 с роликами 14, взаимодействуя с которыми поводки 20 занимают положение (углы), соответствующие установленным цифрам на диске 9.
После нанесения соответствующей цифры механизмы клеймения возвращаются в исходное положепие, и цикл фрезерования пазов п клеймения повторяется.
Формула изобретения
1.Станок для обработки канавок ключей, содержащий закрепленные в станине головку с
рабочим инструментом, транспортирующий механизм, клеймовочную головку и профильный механизм смены клейм, отличающийся тем, что, с целью автоматизации процесса
изготовлепия ключей, оно снабжено механизмом для поворота изделия, смонтированным на трансиортирующем механизме и выиолненным в виде размещенных в корпусе подпружиненного вала, на одном конце которого
установлены направляющие параллельно оси вала, иа другом конце закреплен поводок, а в центральной части выполнены зубья храповика V-образного рычага, одно плечо которого связано с направляющими, а на втором
конце размещен ролик, связанный с корпусом подпружииенного фиксатора, контактирующего одним концом с зубьями храповика, а вторым кинематически связанного с профильным механизмом набора клейм и подпружиненного упора, взаимодействующего с валом.
2.Станок по п. 1, отличающийся тем, что поводок связан с профильным механизмом набора клейм.
fuz.
г- г
19
Риг S
го
9и.г, 7

| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА ЛИТЕРНЫМ ЗНАКОМ | 1969 |
|
SU235705A1 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| Устройство для клеймения | 1979 |
|
SU902897A1 |
| Автоматическое устройство для клеймения изделий ступенчатой формы | 1988 |
|
SU1620174A1 |
| Устройство для изготовления и клеймения изделий с пазами различной глубины | 1972 |
|
SU476911A1 |
| Устройство для клеймения | 1976 |
|
SU609570A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ПРОКАТА, ДВИЖУЩЕГОСЯ | 1973 |
|
SU367927A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 1967 |
|
SU190312A1 |
| Устройство для клеймения проката | 1984 |
|
SU1156766A1 |
| БИБЛИОТЕ.-.А•1.•s;*lW-~ | 1972 |
|
SU356012A1 |